Изобретение относится к технологии механосборочных работ, в частности к способам сборки деталей с натягом.
Цель изобретения -упрощение и расширение области применения способа за счет обеспечения нагрева охватывающей детали и охлаждения охватываемой детали- до образования сборочного зазора в соединении в один э,тап.
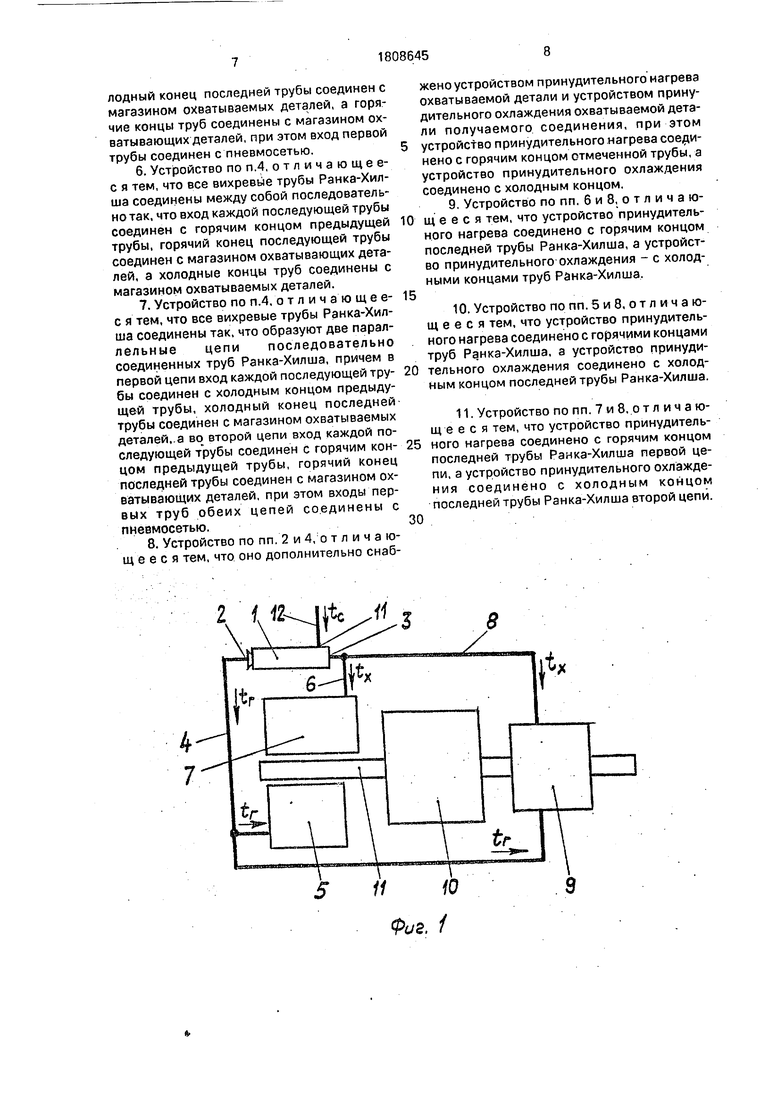
На фиг.1 - функциональная схема устройства; на фиг.2, 3 и 4 - то же, варианты выполнения.
Устройство содержит вихревую трубу Ранка-Хилша 1, которая выходными концами 2 (горячим) и 3 (холодным) подсоединена соответственно трубопроводом 4 к термоизолированному магазину 5 охватывающих деталей (втулок) и трубопроводом 6 - к термоизолированному магазину 7 охватываемых деталей (валов). Холодный конец 2 связан также трубопроводом 8 с устройством 9 охлаждения полученных соединений. Магазины 5 и 7 деталей, устройство 10 сборки деталей и устройство 9 охлаждения полученных соединений связаны между собой транспортной системой 11. К трубе Ранка- Хилша 1 подсоединен трубопровод 12 пнев- мосети.
Устройство может содержать две и более вихревые трубы Ранка-Хилшз, соединенные между собой по схеме многоступенчатой вихревой установки. При этом возможны варианты их соединений.
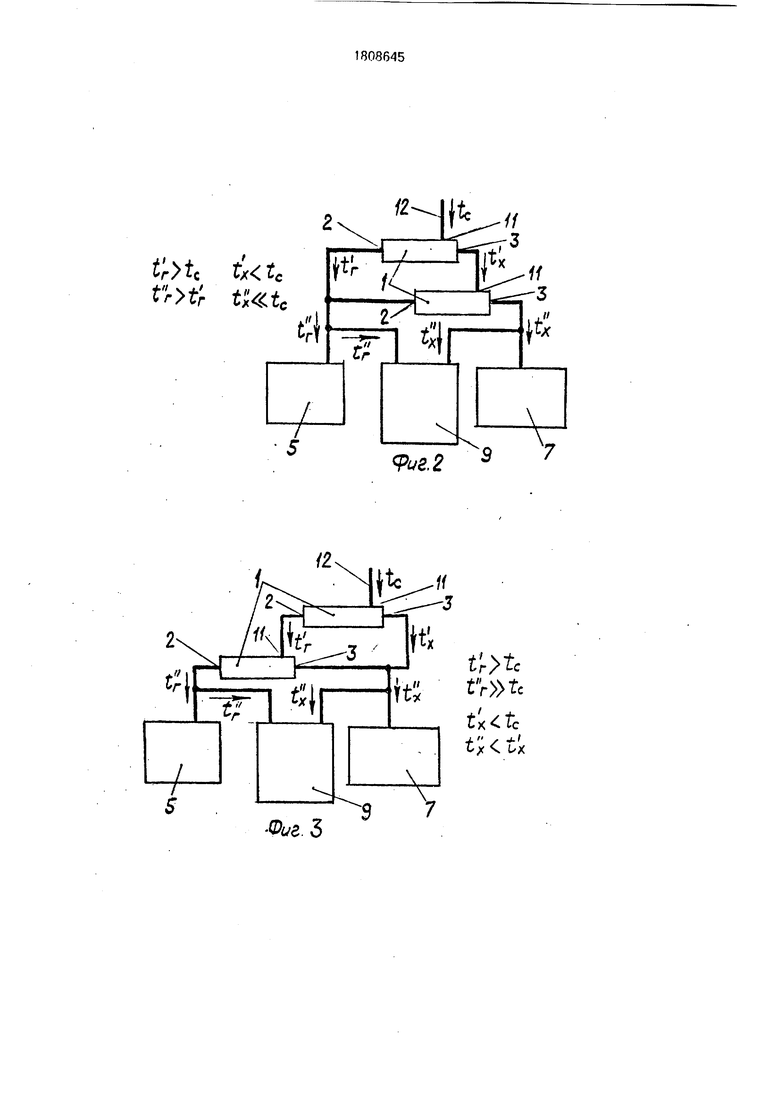
По первому варианту (фиг.2) две или более вихревые трубы Ранка-Хилша 1 соединены между собой по схеме многоступенчатой вихревой охладительной установки таким образом, что вход 11 каждой последующей трубы Ранка-Хилша 1 соединен с холодным концом 3 предыдущей трубы Ранка-Хилша 1, холодный конец 3 последней трубы Ранка-Хилша 1 - с магазином
ел
00
00 Оч
ел
7 охватываемых деталей и устройством 9 охлаждения полученных соединений, а горячие концы 2 труб Ранка-Хилша 1 соединены с магазином 5 охватывающих деталей, при этом к пневмосети 12 подсоединена первая труба Ранка-Хилша.
По второму варианту (фиг.З) две или более вихревые трубы Ранка-Хилша 1 соединены между собой последовательно по схеме многоступенчатой вихревой нагревательной установки таким образом, что вход 11 каждой последующей трубы Ранка-Хилша 1 соединен с горячим концом 2 предыдущей трубы Ранка-Хилша 1, горячий конец 2 последней трубы Ранка-Хилша 1-е магазином 5 охватывающих деталей, а холодные концы 3 труб Ранка-Хилша 1 соединены с магазином 7 охватываемых деталей и устройством 9 охлаждения полученных соединений, при этом к пневмосети 12 подсоединена входом 11 первая труба Ранка-Хилша.
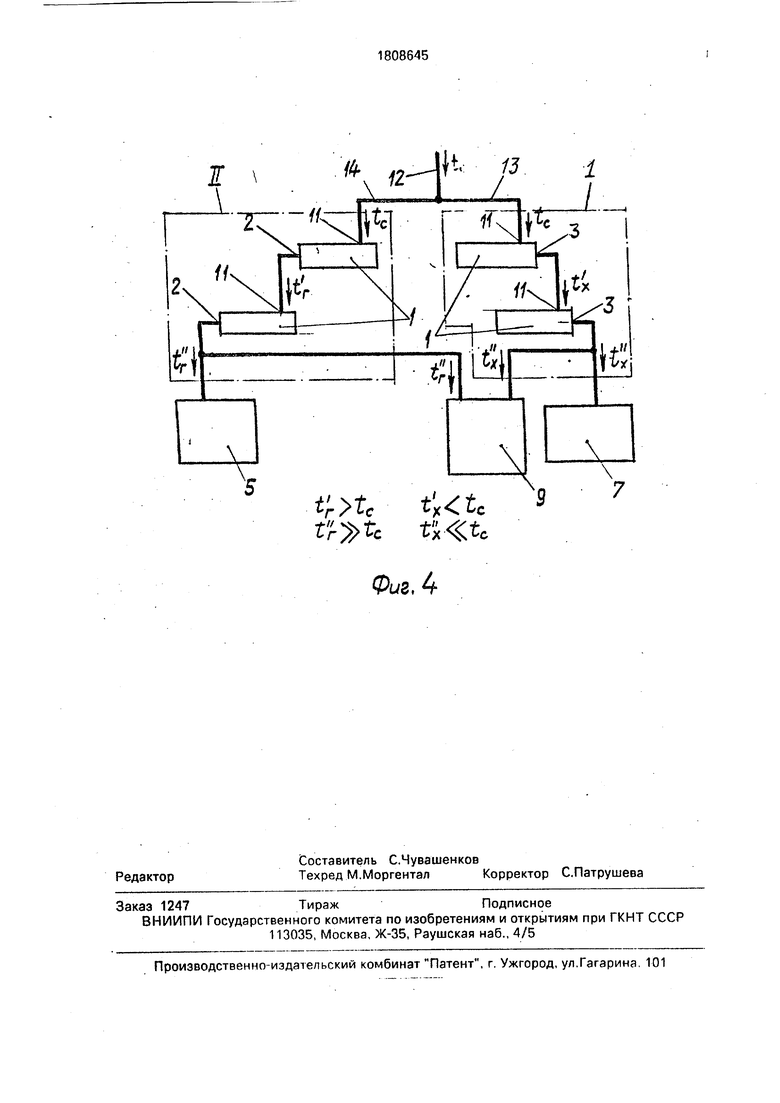
По третьему варианту (фиг.4) четыре или более вихревые трубы Ранка-Хилша 1 соединены таким образом, что образуют две параллельные цепи (I и II) последовательно .соединенных труб Ранка-Хилша, причем в цепи 1 вход 11 каждой последующей трубы Ранка-Хилша 1 соединен с холодным концом 3 предыдущей трубы Ранка-Хилша 1, холодный конец 3 последней трубы Ранка- Хилша 1 - с магазином 7 охватываемых деталей и устройством 9 охлаждения полученных соединений, а в цепи II вход 11 каждой последующей трубы Ранка-Хилша 1 соединен с горячим концом 2 предыдущей трубы Ранка-Хилша 1, горячий конец 2 последней трубы Ранка-Хилша 1 - с магазином 5 охватывающих деталей, при этом к пневмосети 12 подсоединены входы 11 первых труб Ранка-Хилша обеих цепей.
Регулированием дросселем трубы Ранка-Хилша 1 температуры выходящих из нее холодного и горячего потоков воздуха достигают наиболее приемлемые их величины для конкретных собираемых соединений преимущественно мелких и средних деталей. При этом температура холодного потока может составлять от 273К (0°С) до 193К (-80°С), а горячего - от 273К (0°С) до 413К М40° С).
Известны конструкции вихревых труб Ранка-Хилша, позволяющих одновременно получить при работе в оптимальном режиме холодный поток с -температурой до 173К (-ЮО°С) и горячий поток с температурой до 473К (+200°С).
Применением двух и более вихревых труб Ранка-Хилша, соединенных последовательно по схеме многоступенчатой вихревой установки, достигают еще более значительного понижения температуры охлаждения и повышения температуры нагрева исходящего холодного и горячего потоков
воздуха
Таким образом, конструкции предлагаемых устройств позволяют создать в магазине 7 охватываемых деталей и в магазине 5 охватывающих деталей температуры соответственно:
фиг.1 - до 173К (-100°С) и до 473К (+200°С)
фиг.2 - до 123...93К (-150...-180°С) и до 473К (+200°С)
5 фиг.З - до 173 (-100°С) и выше 473К (+200°С)
фиг.4 - до 123...93К (-150...-180°С) и выше 473 К (+2 00° С)
.Указанные температуры достаточны
0 для осуществления предлагаемого способа в тех многочисленных случаях, когда осуществляются соединения с небольшими натягами, соединения малых и средних размеров.
5 Устройство работает следующим образом.
Сжатый воздух под давлением 0,4...1,0 МПа при температуре окружающей среды поступает по трубопроводу 12 пневмосети
0 через входной штуцер 11 в вихревую трубу Ранка-Хилша 1, где разделяется на холодный и горячий потоки. Поток горячего воздуха, выходящий из конца 2 трубы и имеющий температуру до 473К (+200°С), по трубопро5 воду 4 поступает в магазин 5. где нагревает до той же температуры охватывающие детали (втулки). Одновременно поток холодного воздуха, выходящий из конца 3 трубы и имеющий температуру до 173К (-100°С), по тру0 бопроводу 6 поступает в магазин 7, где охлаждает до той же температуры охватываемые детали (валы), а также по трубопроводу 8 - в устройство 9 охлаждения полученных соединений. Затем нагретые
5 охватывающие детали из магазина 5 и охлажденные детали из магазина 7 поступают на транспортную систему 11, а по ней - в сборочное устройство 10. где производится сборка. Собранные соединения деталей по
0 транспортной системе 11 и далее подаются в устройство 9, где их охватывающие детали охлаждаются, а охватываемые детали нагреваются, тем самым температура соединений выравнивается с температурой
5 окружающей среды. Затем полученные соединения по транспортной системе передаются на дальнейшую сборку или в их накопитель.
Сжатый воздух давлением 0,6-1.0 МПа температурой 283-293К(10 20°C.)tc поступает по трубопроводу 12 пневмосети через входной штуцер 11 в вихревую трубу 1, откуда холодный поток сжатого воздуха с температурой tx1, причем tx1 значительно ниже tc (т.е. tx tc), поступает на вход 11 следую- щей вихревой трубы 1, Холодный поток сжатого воздуха с температурой tx (при tx « tc) из этой вихревой трубы, если она последняя, направляют в магазин 7.
Одновременно потоки горячего возду- ха, выходящие из горячих концов 2 всех вихревых труб температурой tr .tr и т.п. (при этом tr tr tc) направляют в магазин 5.
В устройстве на фиг.З нагретый в пер- вой вихревой трубе 1 сжатый воздух (tr ) направляют на вход 11 следующей вихревой трубы 1. Горячий поток воздуха (tr ) из этой вихревой трубы, если она последняя, направляют в магазин 5 (при этом tr tr tc). Одновременно потоки охлажденного сжатого воздуха, выходящие из холодных концов 3 всех вихревых труб температурой tx , tx и т.п. (при этом tx tx tx) направляют в магазин 7.
В устройстве на фиг.4 сжатый воздух из пневмосети 12 (tc) поступает по трубопроводу 13 в блок охлаждения 1 и по трубопроводу 1.4 в блок нагрева II. В блоке охлаждения используются для подачи в вихревые трубы 1 только холодные потоки воздуха, горячие потоки из вихревых труб стравливаются в атмосферу. Выходящий из первой вихревой трубы 1 холодный поток (tx ) направляют на вход 11 следующей трубы 1, холодный поток (tx ) из которой направляют далее на вход следующей трубы, или, как в данном случае, - в магазин 7. При этом достигают значительное охлаждение сжатого воздуха (tx tx1 tc).
В блоке нагрева выходящий из горячего конца 2 первой вихревой трубы 1 горячий поток (tr ) направляют на вход 11 следующей трубы 1, горячий поток (tr ) из которой направляют далее на вход следующей тру- бы, или, как в этом случае, - в магазин 5 (холодные потоки из ихревых труб стравливаются в атмосферу). При этом достигают значительный нагрев сжатого воздуха (tr tr tc).
Температуру охлаждения воздуха, подаваемого в камеру охлаждения охватываемой детали, и температуру нагрева воздуха, подаваемого в камеру нагрева охватываю- щей детали, выбирают исходя из обеспече- ния неизменности структуры и физико-механических свойств материалов и избежания опасных напряжений в элементах соединяемых деталей.
При охлаждении охватываемой детали воздухом, имеющим температуру от 273К до 93К, и нагреве охватывающей детали от 293К до 413К и выше, согласно предлагаемого способа, легко обеспечиваются эти требования, так как воздух не может вызвать больших перепадов температур по сечениям деталей.
Формула изобретения
1. Комбинированный способ соединения деталей с натягом, включающий охлаждение охватываемой детали и нагрев охватывающей детали до размеров, обеспечивающих образование сборочного зазора в соединении, установку охватывающей детали на охватываемую и выдержку до образования натяга в соединении, отличающийся тем, что, с целью упрощения удешевления и расширения области применения способа, охлаждение и нагрев деталей осуществляют одновременно в один этап, при этом охлаждение охватываемой детали ведут потоком охлажденного воздуха, а нагрев охватывающей детали - потоком нагретого воздуха.
2. Способ по п. 1,отличающийся тем, что, с целью повышения производительности, после установки охватывающей детали на охватываемую производят принудительный нагрев охватываемой детали потоком нагретого воздуха и принудительное охлаждение охватывающей детали потоком охлажденного воздуха.
3. Способ по п,1,отличающийся тем, что потоки охлажденного и нагретого воздуха получают разделением находящегося при температуре окружающей среды потока воздуха в одной или нескольких последовательно соединенных вихревых трубах Ранка-Хилша, соединенных между собой по схеме многоступенчатой вихревой установки.
4. Устройство для соединения деталей с натягом термическим методом, содержащее вихревую трубу Ранка-Хилша, магазин охватываемых деталей, магазин охватывающих деталей, сборочное устройство и транспортную систему, отличающееся тем, что горячий конец трубы Ранка-Хилша соединен с магазином охватывающих деталей, а ее холодный конец - с магазином охватываемых деталей.
5. Устройство по п.4, отличающее- с я тем, что оно дополнительно снабжено одной или более вихревыми трубами Ранка- Хилша, при этом все вихревые трубы Ранка- Хилша соединены между собой последовательно так, что вход каждой последующей трубы Ранка-Хилша соединен с холодным концом предыдущей трубы, холодный конец последней трубы соединен с магазином охватываемых деталей, а горячие концы труб соединены с магазином охватывающих деталей, при этом вход первой трубы соединен с пневмосетью.
6. Устройство по п.4, отличающее- с я тем, что все вихревые трубы Ранка-Хил- ша соединены между собой последовательно так, что вход каждой последующей трубы соединен с горячим концом предыдущей трубы, горячий конец последующей трубы соединен с магазином охватывающих деталей, а холодные концы труб соединены с магазином охватываемых деталей.
7. Устройство по п.4, отличающее- с я тем, что все вихревые трубы Ранка-Хил- ша соединены так, что образуют две парал- лельные цепи последовательно соединенных труб Ранка-Хилша, причем в первой цепи вход каждой последующей трубы соединен с холодным концом предыдущей трубы, холодный конец последней трубы соединен с магазином охватываемых деталей,.а во второй цепи вход каждой последующей трубы соединен с горячим концом предыдущей трубы, горячий конец последней трубы соединен с магазином охватывающих деталей, при этом входы первых труб обеих цепей соединены с пневмосетью.
8. Устройство по пп. 2 и 4,:о т л и ч a ro- tH е е с я тем, что оно дополнительно снаб
5
0
5
0
жено устройством принудительного нагрева охватываемой детали и устройством принудительного охлаждения охватываемой детали получаемого соединения, при этом устройство принудительного нагрева соединено с горячим концом отмеченной трубы, а устройство принудительного охлаждения соединено с холодным концом.
9. Устройство по пп. 6 и 8, о т л и ч а ю- щ е е с я тем, что устройство принудительного нагрева соединено с горячим концом последней трубы Ранка-Хилша, а устройство принудительного охлаждения - с холодными концами труб Ранка-Хилша,
10. Устройство по пп. 5 и 8, о т л и ч а ю- щ е е с я тем, что устройство принудительного нагрева соединено с горячими концами труб Ра,нка-Хилша, а устройство принудительного охлаждения соединено с холодным концом последней трубы Ранка-Хилша.
11. Устройство по пп. 7 и 8, от л ичаю- щ е е с я тем, что устройство принудительного нагрева соединено с горячим концом последней трубы Ранка-Хилша первой цепи, а устройство принудительного охлаждения соединено с холодным концом последней трубы Ранка-Хилша второй цепи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой сборки роторов электродвигателей | 1983 |
|
SU1222478A1 |
| Способ подогрева топливного газа газоперекачивающего агрегата | 2020 |
|
RU2732864C1 |
| Аппарат для криолиполиза | 2019 |
|
RU2724847C1 |
| КОМБИНИРОВАННОЕ ВИХРЕВОЕ ТЕРМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО | 2011 |
|
RU2479073C2 |
| Хирургический отсасыватель | 2019 |
|
RU2699972C1 |
| КОНДИЦИОНЕР | 2011 |
|
RU2579722C2 |
| Вихревой инсуффлятор | 2018 |
|
RU2695626C1 |
| Способ имитационной стрельбы из охолощенного оружия | 2022 |
|
RU2791752C1 |
| СИСТЕМА ПОДАЧИ ПУСКОВОГО ГАЗА К ТУРБОДЕТАНДЕРУ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2270927C2 |
| Газорегуляторный пункт | 2020 |
|
RU2761939C1 |
Использование: в машиностроении для сборки деталей с натягом. Сущность изобретения: охлаждение и нагрев деталей осуществляют одновременно в один этап. Потоки охлажденного и нагретого воздуха получают разделением потока в одной или последовательно в двух или более вихревых трубах Ранка-Хилша, соединенных между собой последовательно по схеме многоступенчатой вихревой установки. Устройство снабжено устройством принудительного охлаждения и нагрева деталей. Вихревые трубы Ранка-Хилша соединены таким образом, что образуют две параллельные цепи последовательно соединенных труб. 10 з.п. ф- лы, 4 ил.
. 1
в.
Ј
SWSO&t
Фиг, 4
| Способ выращивания монокристаллов | 1959 |
|
SU122478A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
