Изобретение относится к металлургии и более конкретно к конструкциям индукционных канальных печей.
Цель изобретения - повышение КПД.
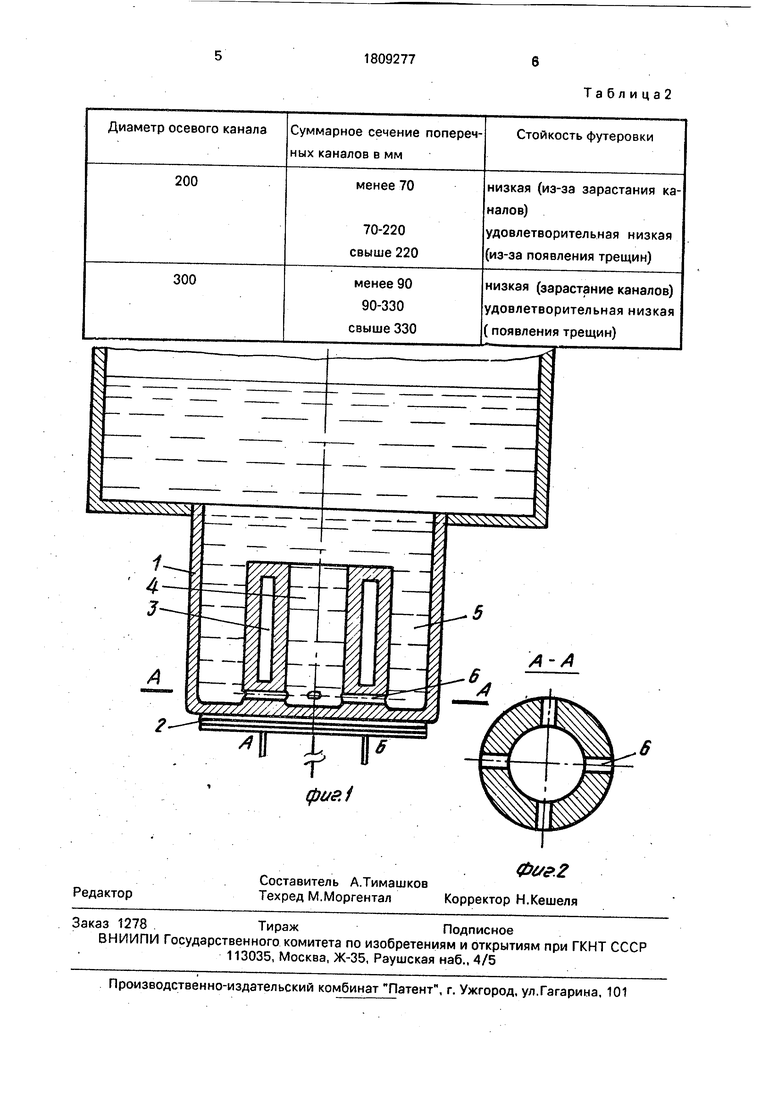
На фиг. 1 изображено устройство в разрезе; на фиг, 2 - сечение I-I на фиг. 1.
Отъемная индукционная единица содержит .футерованный изнутри корпус 1, магнитопровод 2 и футерованную с двух сторон индукционную катушку 3, имеющую осевой канал 1. Катушка 3 установлена внутри корпуса 1 с образованием кольцевого зазора 5 между корпусом и катушкой. Ширина зазора составляет 0,2-1,6 диаметра осевого канала 4, а магнитопровод 2 установлен на дне корпуса 1 перпендикулярно каналу 4, Осевой канал 4 соединен с кольцевым зазором 5 каналами 6, суммарное сечение которых составляет 0,3-1,1 сечения канала 4.
Работа предлагаемой отъемной единицы осуществляется следующим образом.
Загружают твердую шихту (можно залить жидкий сплав) в канал 4 или 5, а можно в оба сразу. Подать напряжение на индуктор 3. В металле, находящемся в каналах 4 и 5 наводятся индуктивные токи, нагревающие и расплавляющие металл. При этом магнитный поток полностью замыкается на расплавляемый металл и только с одного торца для устранения электромагнитного потока рассеивания установлен магнитопровод 2, который контролирует с торца электромагнитный поток рассеивания.
Система каналов 6 позволяет интенсифицировать движение металла в каналах 4 и 5, что приводит к ускорению процесса плавления твердой шихты.
В случае выполнения ширины кольцевого зазора менее 0,2 глубины проникновения
00
о о ю XI
vj
тока, имеет место недопустимый перегрев расплава и преждевременный выход из строя футеровки индуктора. При выполнении ширины кольцевого зазора более 1,0 имеет место недостаточный перегрев металла в кольцевом зазоре.
Общее сечение нижнего ряда каналов 5. должно составлять 0,3-1,1 сечения центрального вертикального канала. При сечении менее 0,3 уменьшается стойкость футеровки из-за перегрева металла в этих каналах, а при сечении более 1,1 футеровка имеет недостаточную механическую прочность в плоскости расположения каналов из-за ослабления ее сечения.
В предложенном решении вихревые токи непосредственно нагревают расплавляемый металл. При этом, использование магнитного потока и джоулева тепла, выделяемого в индукторе, достигается только при определенном соотношении между диаметром осевого канала и шириной кольцевого зазора, а именно 02-1,0.0 максимальном КПД при данном соотношении говорят экспериментальные данные, приведенные в табл. 1.
В табл. 2 приведены данные, отражающие соотношение между осевыми каналами и суммарным сечением каналов, соединяющих кольцевой зазор с осевым каналом.
Система индукционных катушек может быть изготовлена полностью из жароупорного материала без системы охлаждения
0
5
0
5
0
11ли комбинированной, т.е. одну часть индуктора изготавливают из жароупорного материала без охлаждения, а другую - медной с системой охлаждения, При этом один выход индуктора размещен с торцевой стороны отъемной единицы, а все остальные с боковой, как например вывод А.
В случае изготовления индуктора из жароупорного материала без системы охлаждения омическое или джоулево тепло, выделяемое в индукторе, отводится через футеровку непосредственно в расплавляемый металл, что повышает КПД печи.
Формула изобретения
1. Отъемная индукционная единица, содержащая футерованный изнутри корпус, магнитопровод и футерованную с двух сторон индукционную катушку, имеющую осевой канал, отличающаяся тем, что, с целью повышения КПД, индукционная катушка установлена внутри корпуса с образованием кольцевого зазора между корпусом и катушкой, причем ширина зазора составляет 0,2-1,0 диаметра осевого канала, а магнитопровод установлен на дне корпуса перпендикулярно осевому каналу.
2. Индукционная единица по п. 1, О т л- и ч а ю щ а я с я тем, что, с целью интенсификации движения жидкого металла, осевой канал соединен с кольцевым зазором каналами, суммарное сечение которых составляет 0,3-1,1 сечения осевого канала..
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная канальная печь МАХИД | 1983 |
|
SU1094163A1 |
| ОТЪЕМНАЯ ИНДУКЦИОННАЯ ЕДИНИЦА | 2002 |
|
RU2235446C2 |
| Индукционная канальная печь | 1982 |
|
SU1067621A1 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| Отъемная индукционная единица канальной печи для плавки латуней | 1990 |
|
SU1750065A1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
Сущность изобретения: отъемная индукционная единица содержит корпус, внутри которого с образованием кольцевого зазора установлена система катушек с осевыми каналами, магнитопровод, смонтированный на дне корпуса перпендикулярно осевому каналу катушек, при этом ширина кольцевого зазора равна 0,8-1,0 диаметра осевого канала, а выводы катушек размещены на боковой стороне корпуса. Кроме того, осевой канал катушек соединен с кольцевым зазором системой каналов, суммарное сечение нижнего ряда которых Составляет 0,3-1,1 сечения осевого канала. 1 з.п. ф-лы, 2 табл., 2 ил.
Т а б л и ца .1
Диаметр осевого канала
Суммарное сечение поперечных каналов в мм
200
300
Таблица2
Стойкость футеровки
низкая (из-за зарастания каналов)
удовлетворительная низкая (из-за появления трещин)
низкая (зарастание каналов) удовлетворительная низкая (появления трещин)
| Фарбман А.С., Колобнев И.Ф | |||
| Индукционные печи для плавки металлов и сплавов, Металлургия, 1968, с | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
