Изобретение относится к металлургии и электротехнике, в частности к устройствам и методам нагрева жидкого металла, основанным на применении электромагнитного воздействия.
Одной из важных задач в плавильно-литейном производстве, с учетом современных требований и условий к производству металлов и сплавов, является поддержание температуры жидкого металла. При транспортировке жидкого металла по литейному желобу и сопутствующем осуществлении внепечных технологических операций в металлургических агрегатах температура расплава может значительно снижаться, что негативно сказывается на качестве получаемых слитков.
В некоторых случаях достаточно применения эффективных способов компенсации возникающих тепловых потерь для сохранения текучести жидкого металла. Более критической ситуацией является применение, в составе агрегата, литейной машины и технологии с заданным узким интервалом температуры входящего металла, нарушение которого приводит к браку или аварии. Таким образом, возникает потребность точного поддержания заданного уровня температуры жидкого металла в условиях меняющихся тепловых потерь. Применение традиционных радиационных или конвективных способов нагрева, основанных на использовании резистивных нагревателей, связано с ограниченным сроком службы и, как следствие дополнительными затратами на содержание линии, а также ограничено низкой плотностью мощности и высокой инерционностью, из-за чего зачастую процесс требует холостого пролива металла и протекает с большой величиной перерегулирования. На практике задача дополнительно усложняется при проведении модернизации производства, когда, из-за особенностей компоновки действующего литейного цеха, возникает дополнительное расстояние между раздаточным устройством (плавильная печь, миксер и т.д.) и литейной машиной.
Известны электромагнитные способы нагрева потока жидкого металла, среди которых особое место занимают способы, основанные на применении индукционных единиц канального типа, более известные как индукционные канальные печи. Из US 3502781 известна индукционная печь канального типа, содержащая тигель, сообщающийся с каналом, состоящим из двух боковых и центрального каналов. К устью центрального канала присоединен сливной металлопровод. Участок соединения боковых и центрального каналов расположен в зазоре магнитопровода электромагнита, а боковые каналы охвачены магнитопроводами индукторов, обмотки которых расположены в окнах канала.
Недостатком такого устройства является сложная и громоздкая конструкция закрытых каналов, монтаж и обслуживание которых в современном литейном производстве невозможны. Также к недостаткам такого устройства следует отнести то, что центральный канал, соединяющийся со сливным металлопроводом, размещается непосредственно в ванне тигля с жидким металлом, что резко снижает надежность и срок службы металлопровода в условиях двустороннего контакта с жидким металлом.
Этих недостатков лишены аналогичные системы, в которых сливная часть канала конструкционно отделена от основной емкости с жидким металлом. Из SU 942323 известно устройство для разливки жидкого металла на базе индукционной канальной печи, включающее тигель, соединенный огнеупорным блоком с каналом. В огнеупорный блок вставлен индуктор, который охвачен каналом с жидким металлом. Вместе с тем, в огнеупорном блоке, в каждом из его боковых участков между стенкой тигля и сливным желобом, выполнено, по меньшей мере, по одной полости для подачи модифицирующего реагента в металл. Канал соединен со сливным желобом на участке размещения электромагнита, который используется для транспортировки металла в литейные формы.
Недостатком такого устройства является то, что канал устройства так же выполнен закрытого типа и является неразборным. Также к недостаткам такого устройства следует отнести то, что для дозирования металла в литейные формы используется дополнительный электромагнит, а для полного слива жидкого металла из каналов необходим поворотный механизм.
Высокую надежность и ремонтопригодность показали индукционные канальные устройства с вертикальными каналами разборной конструкции. Из SU 1814362 известно устройство для нагрева жидкого металла, содержащее желоб, к которому подстыкована индукционная единица, выполненная в виде двух вертикальных цилиндрических каналов круглого поперечного сечения и соединяющего их горизонтального канала. Каналы охватывают индуктор с магнитопроводом. В желобе между цилиндрическими каналами установлена перегородка, выполненная из электропроводного материала. В обоих вертикальных каналах размещены вставки 7, каждая из которых представляет собой стержень с набором насаженных на него неэлектропроводных дисков.
Известно, что данное устройство было реализовано на Красноярском металлургическом заводе в условиях реального производства и, в рамках опытно-промышленных испытаний, показало высокую эффективность. Однако, эксплуатация примененных индукционных единиц, показала, что основным недостатком такого устройства является то, что по причине зарастания вертикальных каналов окислами и шлаком требуется их периодическая чистка, что влечет за собой прерывание работы устройства до полного остывания. Также к недостаткам устройства следует отнести, необходимость использования погружных стержней с набором неэлектропроводных дисков, которые необходимо извлекать и чистить после каждого цикла литья.
Наиболее близким к предлагаемому устройству по технической сущности является устройство для рафинирования жидких металлов и сплавов RU 197407, содержащее вертикально расположенные приемный и раздаточный цилиндрические каналы, соединенные сверху и снизу соответствующими горизонтальными каналами, перегородку, установленную в верхнем горизонтальном канале, пенокерамический фильтр, размещенный над раздаточным цилиндрическим каналом, и установленную в приемном канале трубу с соплами для ввода рафинирующего газа, отличающееся тем, что оно снабжено индуктором с замкнутым магнитопроводом, выполненным с возможностью охвата одного из вертикально расположенных цилиндрических каналов, а в приемном и раздаточном цилиндрических каналах размещены съемные втулки, внутренняя поверхность которых выполнена ребристой.
Недостатком известного устройства является то, что материал, из которого изготавливаются съемные втулки, имеет плотность ниже, чем плотность расплава жидкого металла, вследствие чего их необходимо фиксировать в огнеупорном цилиндре вертикального канала посредством механических креплений, либо с помощью огнеупорных клеевых смесей. В результате последующее извлечение данных втулок, по причине их зарастания окислами и шлаками, требует прерывания работы устройства до полного остывания. Таким образом, снижается время беспрерывной работы устройства, что, в конечном счете, отрицательно сказывается на надежности, энергоэффективности и производительности производства в целом. Также к недостаткам устройства следует отнести, то, что для разделения приемной и раздаточной горизонтальных камер, в горизонтальном канале необходимо монтировать токопроводящую вставку из огнеупорного материала, что вносит усложнение в конструкцию и обслуживание.
В целом, конструкция вертикальных цилиндрических или закрытых горизонтальных каналов индукционного устройства значительно усложняет обслуживание устройства, а также снижает его ремонтопригодность, что в конечном счете сказывается на его эффективности, надежности и сроке службы. По этой же причине ограничена гибкость в интеграции и осуществлении различных внепечных технологических операций в рамках данного устройства.
Задачей изобретения является повышение эффективности и надежности процесса нагрева жидкого металла индукционным способом за счет обеспечения доступности каналов для обслуживания и чистки.
Указанный технический результат достигается за счет применения заявленного способа нагрева жидкого металла, включающего использование возбуждения переменного электрического тока в канале, по которому жидкий металл проходит в непрерывном или периодическом режиме, посредством размещения индуктора с замкнутым магнитопроводом вокруг кольцевого канала с жидким металлом, отличающегося тем, что нагрев и жидкого металла осуществляются в кольцевом канале открытого типа. При необходимости, возможны частные случаи реализации способа:
Осуществление тонкой механической фильтрации жидкого металла.
Осуществление рафинирования жидкого металла с помощью продувки инертным газом.
Осуществление электромагнитного дозирования жидкого металла.
Использование для питания токовой обмотки источника питания базе полупроводниковых элементов.
Управление величиной среднеквадратичного значения электрического тока токовой обмотки по сигналу обратной связи от датчика температуры, размещенного в жидком металле
Заполнение пространства между крышкой канала и поверхностью жидкого металла инертным газом.
В заявленном способе поставленная задача решается тем, что используется способ нагрева металла, включающий, возбуждение переменного электрического тока жидком металле посредством размещения индуктора с замкнутым магнитопроводом вокруг кольцевого канала с жидким металлом. При этом, кольцевой канал выполнен открытого типа, и соединяется с входным и выходным каналами, при этом через кольцевой огнеупорный канал осуществляется пропускание жидкого металла в непрерывном или периодическом режиме, а для питания токовой обмотки используют полупроводниковый преобразователь напряжения.
В заявленном устройстве поставленная задача решается тем, что устройство для осуществления нагрева, содержит кольцевой огнеупорный канал, индуктор с магнитопроводом, замкнутый вокруг кольцевого канала, подключаемый к источнику переменного напряжения. При этом кольцевой канал выполнен открытым и соединен с входным каналом и выходным каналом для обеспечения прохождения жидкого металла, при этом входной и выходной каналы выполнены с возможностью сопряжения с транспортным желобом, магнитопровод индуктора выполнен разборным, а для питания токовой обмотки используют источник питания, содержащий инвертор на базе транзисторов с согласующим контуром, при этом для управления величиной действующего значения электрического тока в токовой обмотке применяется широтно-импульсная модуляция.
Часть кольцевого огнеупорного канала охваченная магнитопроводом с токовой обмоткой может быть выполнена отъемной.
При необходимости, на канал может быть установлена герметичная крышка с несмачиваемой жидким металлом прокладкой.
Устройство может быть снабжено камерой очистки жидкого металла с механическим фильтром.
Устройство может быть снабжено камерой рафинирования жидкого с инжектором инертного газа через вращающееся сопло.
Устройство может быть снабжено двухполюсным электромагнитом, полюса которого размещены в области соединения входного или выходного огнеупорного канала с кольцевым огнеупорным каналом
Устройство может быть оборудовано системой подачи инертного газа в пространство между крышкой и поверхностью жидкого металла.
Разборный магнитопровод может быть выполнен Ш-образным.
Канал устройства может быть выполнен сдвоенным.
Кольцевой канал может быть образован посредством стыковки прямолинейного транспортного желоба, имеющего ответные части с отъемной частью кольцевого канала, при этом, в ответных частях прямолинейного транспортного желоба устанавливаются подвижные шиберные заслонки.
Описание иллюстраций
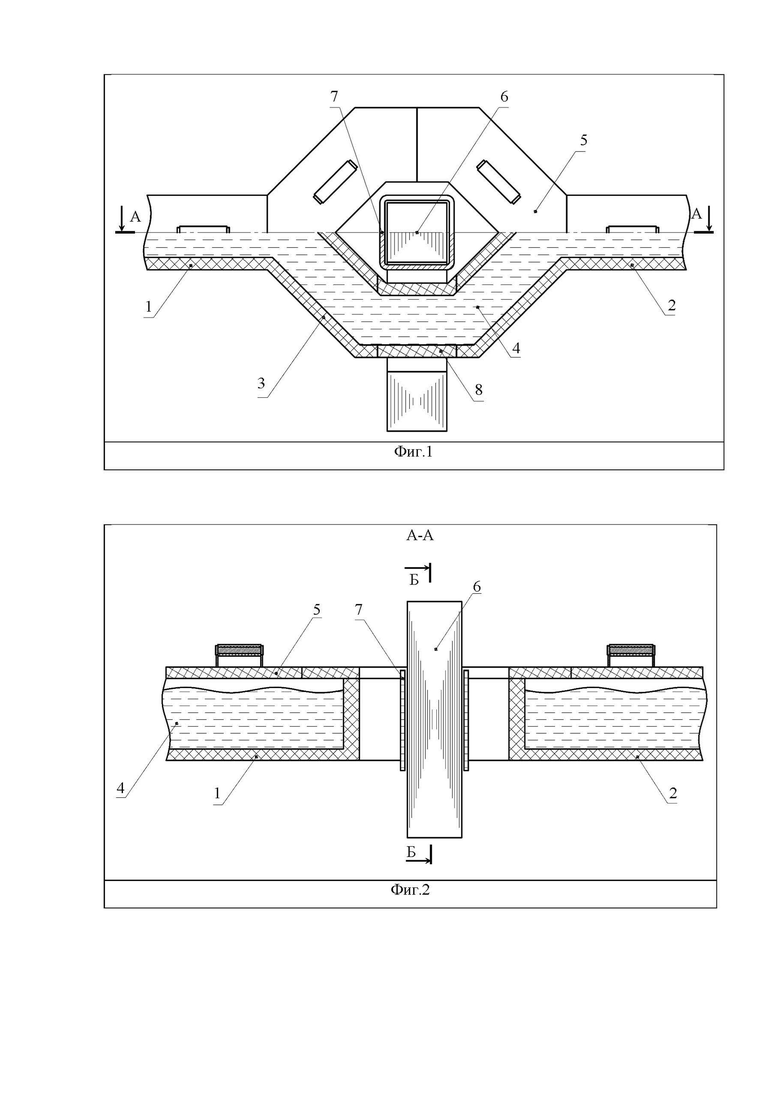
На фиг. 1 схематично представлено предлагаемое устройство в горизонтальной продольной плоскости (вид сверху с половинным разрезом).
На фиг. 2 представлен разрез А-А на фиг. 1.
На фиг. 3 представлен разрез Б-Б на фиг. 2.
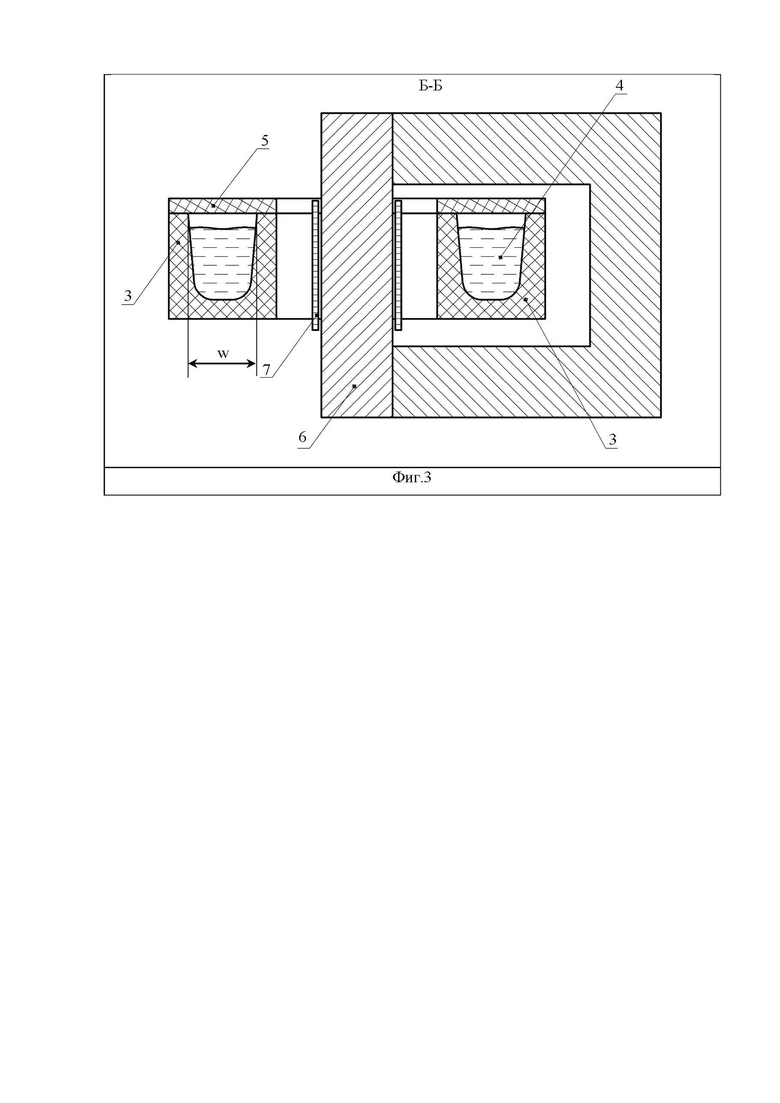
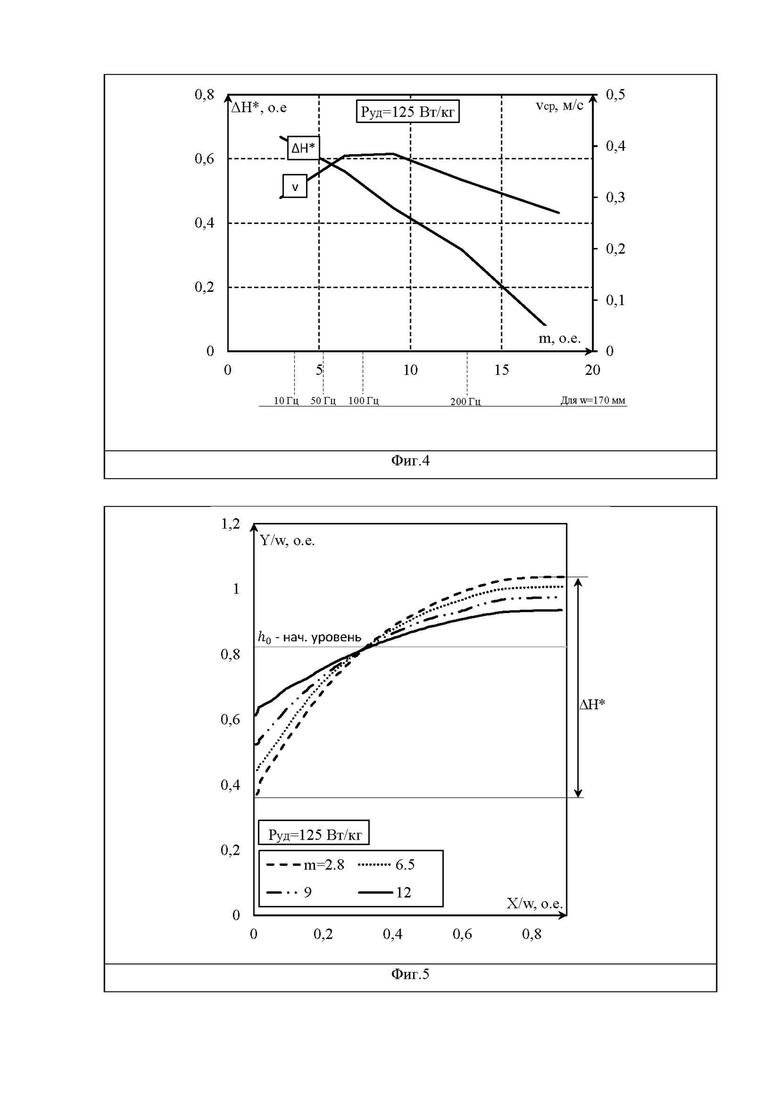
На фиг. 4 представлен график зависимости относительной высоты мениска и средней скорости движения металла от величины характеристики поверхностного эффекта.
На фиг. 5 представлен график положения точек мениска жидкого металла в желобе для различных значений характеристики поверхностного эффекта.
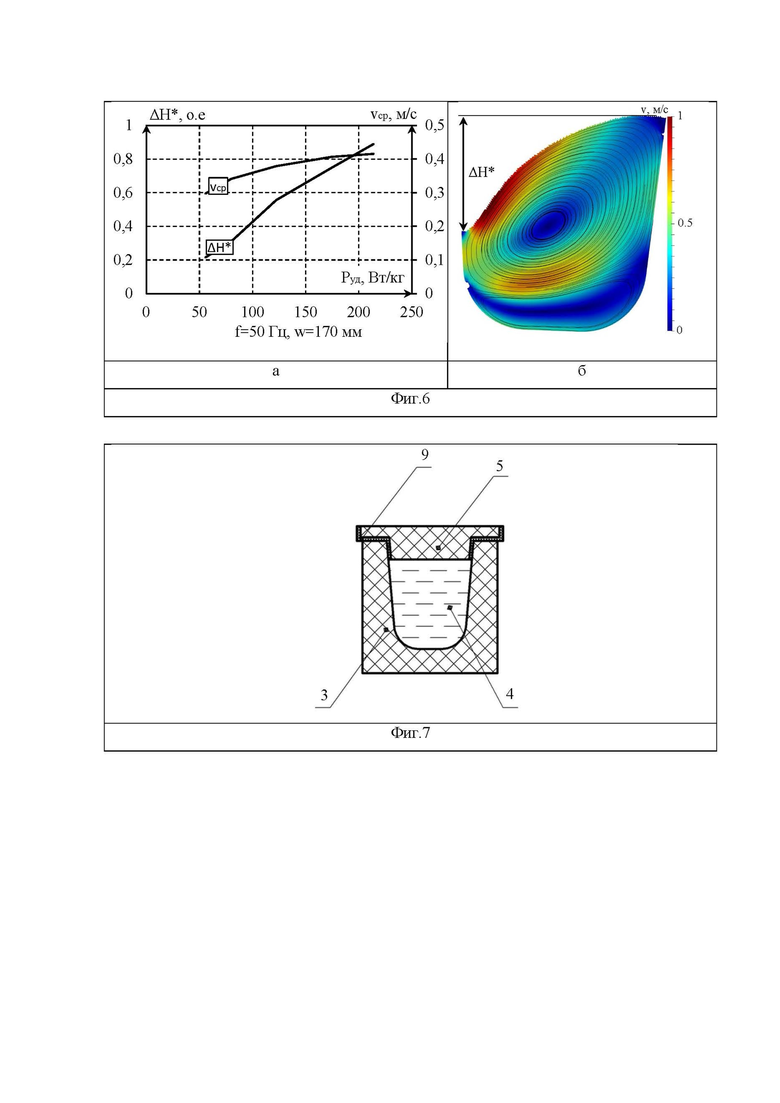
На фиг. 6 представлен график зависимости относительной высоты мениска и средней скорости движения металла от мощности, выделяемой в расплаве, для частоты 50 Гц.
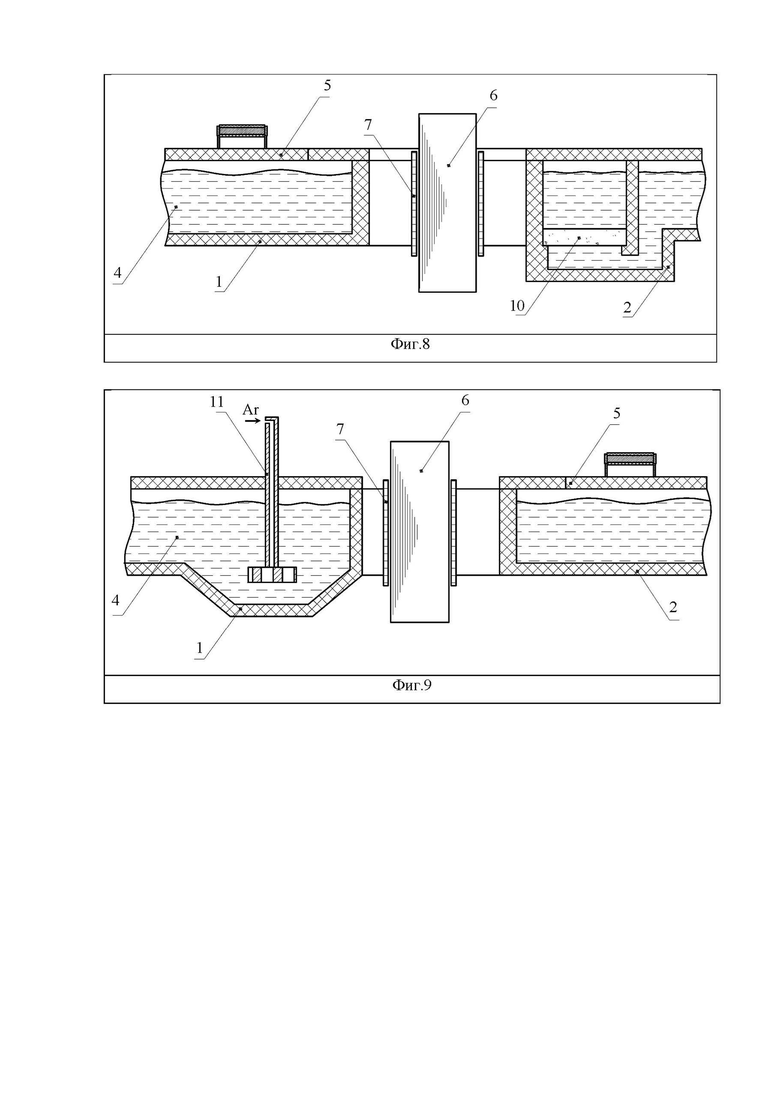
На фиг. 7 представлено поперечное сечение желоба кольцевого канала, на котором размещена герметичная крышка с несмачиваемой жидким металлом прокладкой.
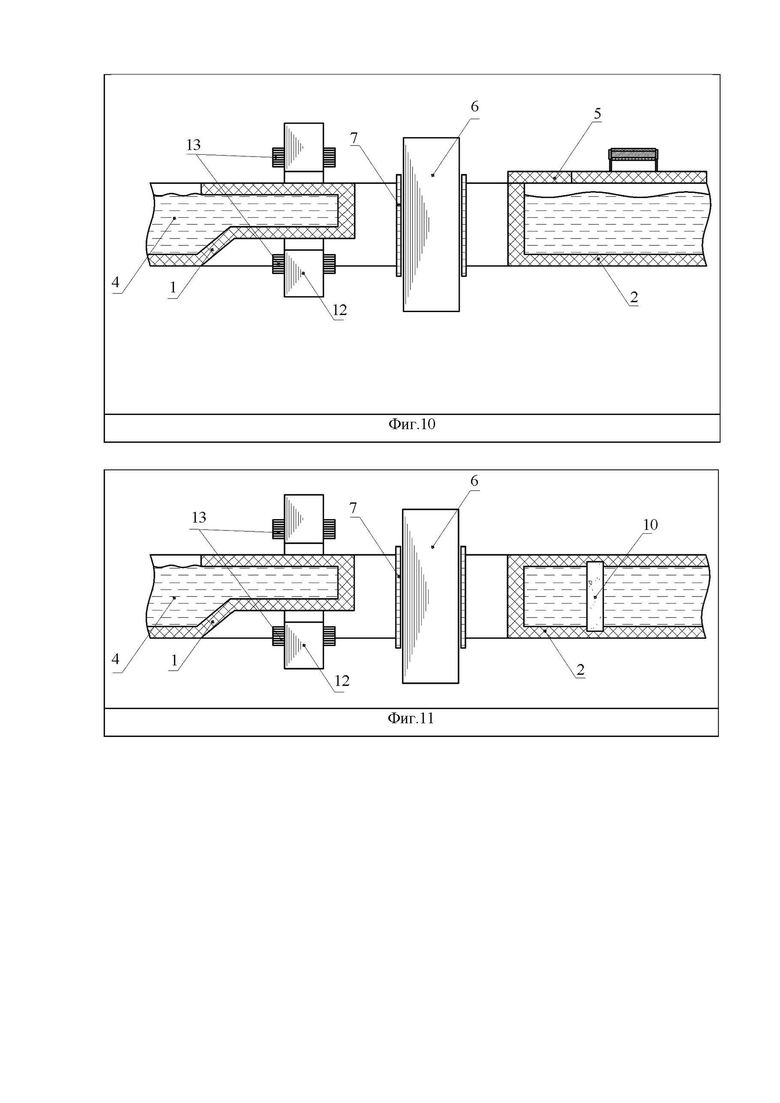
На фиг. 8 представлено устройство, в выходном канале которого установлена камера фильтрации жидкого металла через механический фильтр.
На фиг. 9 представлено устройство, во входном канале которого установлена камера рафинирования с инжектором инертных газов через вращающееся сопло.
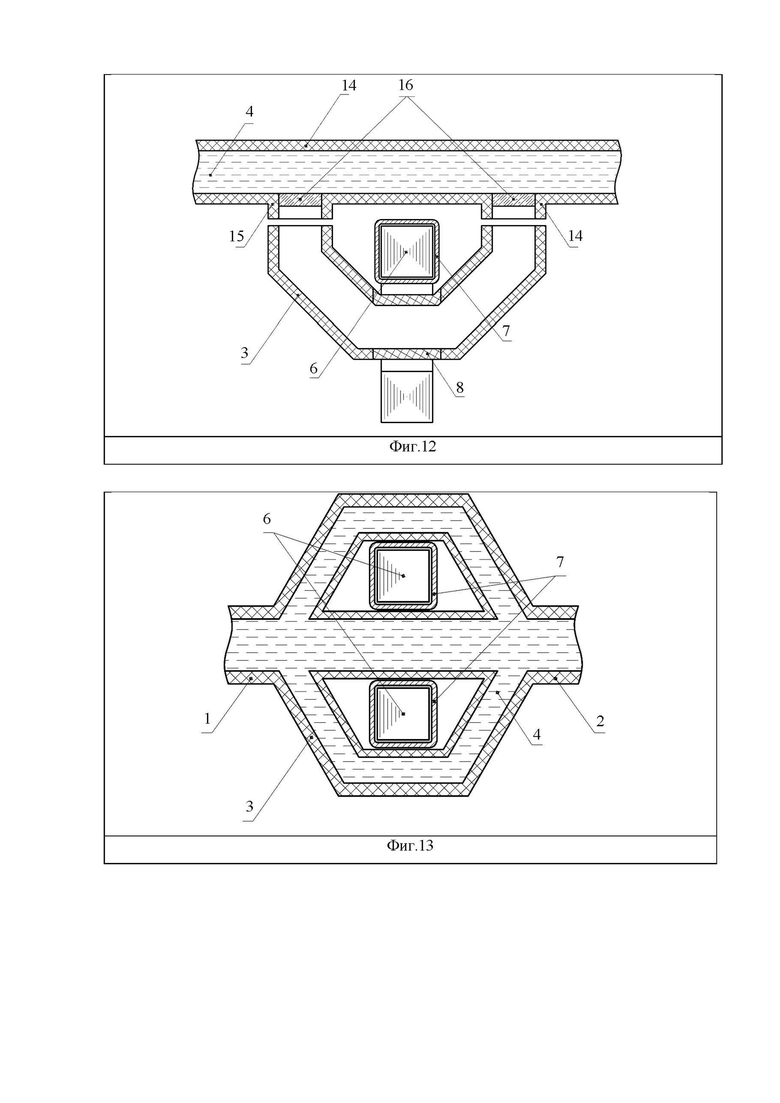
На фиг. 10 представлено устройство, у которого в области соединения входного и кольцевого каналов установлен двухполюсный электромагнит.
На фиг. 11 представлено устройство, у которого в области соединения входного и кольцевого каналов установлен двухполюсный электромагнит, а в выходном канале установлена камера фильтрации с горизонтальным механическим фильтром.
На фиг. 12 представлено устройство, у которого часть кольцевого канала является отъемной, которая стыкуется с прямолинейным транспортным желобом через ответные части
На фиг. 13 представлено устройство, у которого кольцевой канал выполнен сдвоенным.
Устройство включает входной 1 и выходной 2 огнеупорные каналы, которые соединяются с замкнутым кольцевым огнеупорным каналом 3. Огнеупорные каналы 1, 2 и 3 устройства частично или полностью заполнены жидким металлом 4. Над каналами расположена одна или несколько съемных или подъемных крышек 5. Огнеупорный кольцевой канал 3, охватывается замкнутым магнитопроводом 6, который имеет как минимум на одном из своих стержней как минимум одну токовую обмотку 7. В частном случае реализации устройства, участок кольцевого канала 8, охваченный магнитопроводом 6, выполняется отъемным. Для достижения необходимой мощности обмотка может быть выполнена с принудительным внешним или внутренним, газовым или жидкостным охлаждением.
В основе работы устройства лежит принцип действия трансформатора в режиме короткого замыкания, где вторичной короткозамкнутой обмоткой выступает виток жидкого металла в кольцевом канале 3. После частичного или полного заполнения огнеупорного канала 3 устройства жидким металлом 4, токовая обмотка 7, размещенная на одном из стрежней магнитопровода 6, подключается к источнику переменного напряжения, по ней начинает протекать переменный электрический ток, который создает основной магнитный поток, замыкающийся по магнитопроводу 6. Также часть магнитного потока будет замыкаться через окно магнитопровода 6, пронизывая канал 3 с жидким металлом 4. В результате, в кольцевом канале 3 с жидким металлом 4, который представляет собой вторичную короткозамкнутую обмотку трансформатора, возникает переменный электрический ток, при протекании которого в объеме жидкого металла выделяется тепловая мощность, что обуславливает нагрев жидкого металла.
Вместе с тем, при протекании электрического тока в жидком металле, на объем расплава действует объемная электромагнитная сила, возникающая из-за взаимодействия электрического тока и магнитной индукции, которая складывается из магнитной индукции собственного магнитного поля, созданного электрическим током в жидком металле, и магнитной индукции магнитных полей рассеяния, которые замыкаются в окне магнитопровода, пронизывая канал с жидким металлом. При этом, электромагнитная сила содержит две составляющих: потенциальную, которая выражает электромагнитное давление, сжимающее расплав, и вихревую, которая отвечает за образование вихревых течений жидкого металла.
Таким образом действие протекания электрического тока в жидком металле выражается нагревом, образованием вихревых течений, а также, если присутствует открытая поверхность жидкого металла, ее деформацией и образованием так называемого мениска. Следовательно режимы работы устройства определяются необходимой степенью нагрева и критической деформацией свободной поверхности жидкого металла.
С целью определения параметров устройства, при которых осуществляется наиболее эффективный процесс нагрева при минимальной деформации свободной поверхности и наименее интенсивных скоростях потока жидкого металла, была создана математическая модель, учитывающая взаимное влияние электромагнитного поля и пространственного распределения границы металл-воздух. Для оценки влияния электромагнитных параметров на мощность, скорость металла и высоту мениска используются следующие критерии: отношение глубины проникновения электромагнитного поля в жидкий металл δ к ширине канала w; ΔН* - отношение перепада высот мениска ΔН к ширине канала w, далее относительная высота мениска, о.е.; Руд - мощность, выделяемая в жидком металле, отнесенная к массе нагреваемого металла, Вт/кг; vcp - средняя скорость в объеме жидкого металла, м/с; m - характеристика поверхностного эффекта, определяемая по выражению  , где γ - проводимость жидкого металла, ω - циклическая частота электромагнитного поля, μ0 - магнитная постоянная.
, где γ - проводимость жидкого металла, ω - циклическая частота электромагнитного поля, μ0 - магнитная постоянная.
Расчет проводился для относительного начального уровня металла в канале h0/w=0.8, т.е. высота начального уровня металла составляет 80 процентов от ширины канала, а жидкий металл имеет свойства алюминиевого расплава.
Из зависимости, изображенной на фиг. 4, видно, что высота мениска жидкого металла уменьшается с повышением частоты при сохранении постоянной мощности в расплаве Руд=125 Вт/кг. Кривая средней скорости имеет максимум на отрезке т=(5-10), и начинает значительно снижаться с повышением частоты. Мениск жидкого металла имеет наклонную форму, как иллюстрирует фиг. 5, и с уменьшением частоты угол наклона мениска увеличивается. На основе полученных результатов математического моделирования, можно заключить то, что при открытой поверхности жидкого металла рационально применение питания током с такой частотой, чтобы характеристический параметр m был не менее 10 (m≥10), так как нагрев должен осуществляться по возможности с минимальной деформацией свободной поверхности жидкого металла, а также с минимальными скоростями жидкого металла при возможном максимальном выделении мощности.
Критическая величина ΔН зависит от технологических условий, так, если жидкий металл представляет собой алюминиевый расплав, а поверхность жидкого металла контактирует с воздушной атмосферой, тогда на поверхности образуется оксидная пленка, которая удерживается силами поверхностного натяжения. Нарушение целостности оксидной пленки, например, по причине образования мениска, сопровождается замешиванием частиц оксида в объем металла, и следовательно, его загрязнением, что крайне нежелательно. Таким образом, в данном случае необходимо ограничивать высоту мениска ΔН. В случае же, если, например, пространство между поверхностью металла и крышкой заполняется инертным газом, например аргоном, окисление металла снижается, и таким образом, величина ΔН может быть выше.
Следует отметить, что наиболее простым и дешевым вариантом является питание током промышленной частоты 50 Гц, так как при этом, не требуется специализированного источника питания для токовой обмотки. Фиг. 6, а иллюстрирует, что на частоте 50 Гц с повышением мощности в расплаве линейно возрастает высота мениска, из чего можно сделать вывод, что последующее увеличение мощности приведет к пережатию жидкого металла в канале, и разрыву витка жидкого металла. Скорость же при увеличении мощности, сначала расчет до определенного предела, и с дальнейшим повышением мощности не увеличивается. Данные зависимости для других частот будут иметь аналогичный характер, но с отличными от данной зависимости, численными показателями.
Как видно из фиг. 6-б, течение жидкого металла в канале характеризуется двухконтурной циркуляцией по аналогии со структурой течения в однофазных индукционных канальных печах. Однако, верхний контур циркуляции преобладает и занимает около 85 процентов от общей площади. Максимальные скорости течения имеют величину ~1 м/с, а область наиболее интенсивных течений находится непосредственно у поверхности жидкого металла.
Известно, что влияние циркуляции жидкого металла имеет, как положительные, так и отрицательные стороны. В зависимости от условий и целей технологической обработки, циркуляция может выполнять основную технологическую роль, как например при подаче в объем металла модифицирующего реагента или прутка. Благодаря турбулентному течению будет происходить интенсификация процессов перемешивания и растворения компонентов в жидком металле. Более того, из литературных источников [1] известно, что турбулентная структура течения расплава способствует агломерации включений мелкой фракции в более крупные конгломераты, и их последующей естественной седиментации в жидком металле, либо вытеснением в зону периферии из-за действия электромагнитных сил.
В тоже время, движение жидкого металла оказывает влияние на формирование мениска и колебание свободной поверхности, что является негативным фактором, и может приводить к нарушению целостности окисной пленки на поверхности. Таким образом, аналогично критической высоте мениска ΔН, критическая скорость жидкого металла зависит от условий технологической обработки. Так, например, скорость расплава можно не ограничивать в случае, если на канал с жидким металлом установлена герметичная крышка, которая исключает образование мениска металла.
В результате, благодаря горизонтальному исполнению, открытой конструкции огнеупорных каналов и их доступности значительно облегчается их чистка от шлаков и остатков металла после литья, техническое обслуживание и ремонт. Кроме того, данное решение позволяет полностью сливать жидкий металл из каналов без применения наклонных механизмов. Выполнение части кольцевого канала, которая охвачена магнитопроводом с токовой обмоткой, отъемной, значительно упрощает монтаж электромагнитного узла, его обслуживание и ремонт.
При необходимости избавиться от деформации поверхности жидкого металла в каналах, устройство может включать одну или несколько герметичных крышек с несмачиваемой прокладкой 9 (фиг. 7).
Для дополнительной очистки жидкого металла от примесей выходной канал может быть оборудован камерой фильтрации с механическим фильтром 10 (фиг. 8), например, из пенокерамики.
Для осуществления процесса дегазации входной или выходной каналы устройства могут быть оборудованы камерой рафинирования с инжектором инертных и/или активных газов, например, аргона, через вращающееся сопло 11 (фиг. 9).
Для осуществления процесса точного дозирования жидкого металла, устройство может быть оборудовано двухполюсным электромагнитом (фиг. 10), состоящим из магнитопровода 12 и токовых обмоток 13, полюса которого размещаются области соединения входного 1 или выходного огнеупорного канала 2 с кольцевым огнеупорным каналом 3. В такой конструкции устройство представляет собой индукционный насос трансформаторного типа [2].
В случае если устройство оборудовано двухполюсным электромагнитом, выходной канал устройства может быть оборудован камерой фильтрации с горизонтальным механическим фильтром 10 (фиг. 11). При этом давление, необходимое для продавливания металла через механический фильтр создается индукционным насосом трансформаторного типа.
При необходимости исключать устройство из технологического процесса не нарушая компоновку литейной линии, кольцевой канал может быть отъемным и иметь возможность стыковаться с прямолинейным транспортным желобом 14 (фиг. 12) через ответные части 15, в которых установлены шиберные заслонки 16. Данное решение также позволяет встроить устройство в существующее производство без передела литейной линии.
Для повышения энергетических характеристик устройства, кольцевой канал может быть выполнен сдвоенной конструкции (фиг. 13).
Разборный магнитопровод с токовой обмоткой может быть выполнен Ш-образным.
При необходимости снизить окисление жидкого металла на поверхности, пространство между крышкой канала и поверхностью жидкого металла может заполняться инертным газом, например, аргоном.
Для того чтобы осуществлять плавное регулирование действующего значения электрического тока в токовой обмотке, в качестве источника питания может применятся тиристорный регулятор с системой импульсно-фазового управления, либо, источник питания содержаний инвертор на транзисторных модулях, при этом для управления величиной действующего значения электрического тока в токовой обмотке применяется широтно-импульсная модуляция.
При применении источников питания на базе полупроводниковых элементов, содержащими устройство регулирования, возможно управление величиной среднеквадратичного значения электрического тока токовой обмотки по сигналу обратной связи от датчика температуры, размещенного в жидком металле.
Описанные варианты представляют собой лишь некоторую часть от всего многообразия возможных конфигураций и конструкций устройства, относящегося к изобретению. Другие возможные варианты могут отличаться присутствием интегрированных устройств и узлов, известных из уровня техники, в основное устройство, для решения различных технологических задач. Так, например, могут применяться различные способы и устройства для снижения деформации свободной поверхности жидкого металла, путем размещения дополнительных катушек, изменения конструкции магнитопровода, или изменения формы или конфигурации канала. Для повышения эффективности нагрева могут применятся различные схемы и способы питания, например, электромагнитная система возбуждения может быть выполнена многофазной. Питание индуктора может быть двухчастотным. Способ и устройство по-настоящему изобретению могут быть использованы для нагрева и технологической обработки любых металлических расплавов. Таким образом изобретение может быть изменено многими способами, не выходя за рамки сущности и объема изобретения, и следовательно, такие изменения являются частью данного изобретения.
Источники информации
1. Левич В.Г. Физико-химическая гидродинамика. - Физматгиз, 1959. - Т. 1.
2. Полищук, В.П. Магнитодинамические насосы для жидких металлов / В.П. Полищук, М.Р. Цин, Р.К. Горн [и др.]. - Киев: Наукова думка, 1989. - 256 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ ПЕРЕМЕШИВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 2012 |
|
RU2524463C2 |
| ПЕЧЬ-МИКСЕР | 2015 |
|
RU2610099C2 |
| СПОСОБ ПЕРЕПЛАВКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2677549C2 |
| Индуктор линейной индукционной машины | 2024 |
|
RU2835146C1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| Индуктор линейной индукционной машины | 2018 |
|
RU2683596C1 |
| СИСТЕМА РАЗЛИВА АЛЮМИНИЯ ИЗ МИКСЕРА В ФОРМЫ, ЭЛЕКТРОМАГНИТНЫЕ ПРОБКИ И ЭЛЕКТРОМАГНИТНЫЙ ОТКЛОНИТЕЛЬ ПОТОКА РАСПЛАВА АЛЮМИНИЯ В ЛОТКЕ | 2006 |
|
RU2337787C2 |
| Транспортный желоб жидкого металла c электрическим нагревом | 2022 |
|
RU2791751C1 |
| Магнитодинамическая раздаточная печь | 1986 |
|
SU1381737A1 |
Изобретение относится к металлургии и электротехнике, в частности к устройствам и методам нагрева жидкого металла, основанным на применении электромагнитного воздействия. Устройство содержит кольцевой канал, выполненный огнеупорным, индуктор с магнитопроводом и токовой обмоткой, замкнутый вокруг кольцевого канала, выполненный подключаемым к источнику переменного напряжения, источник питания для питания токовой обмотки, при этом кольцевой канал выполнен открытым и соединен с входным каналом и выходным каналом для обеспечения возможности пропускания жидкого металла, при этом входной и выходной каналы выполнены с возможностью соединения с транспортным желобом, магнитопровод индуктора выполнен разборным, кольцевой канал выполнен горизонтальным, источник питания содержит инвертор на базе транзисторов с согласующим контуром, при этом токовая обмотка выполнена с возможностью применения широтно-импульсной модуляции для управления величиной действующего значения электрического тока. Способ включает возбуждение переменного электрического тока в жидком металле посредством индуктора с замкнутым магнитопроводом, размещенного вокруг кольцевого канала с жидким металлом, при этом через горизонтальный кольцевой канал открытого типа пропускают жидкий металл в непрерывном или периодическом режиме, а для питания токовой обмотки индуктора используют полупроводниковый преобразователь напряжения. Технический результат - повышение эффективности и надежности процесса нагрева жидкого металла индукционным способом. 2 н. и 16 з.п. ф-лы, 13 ил.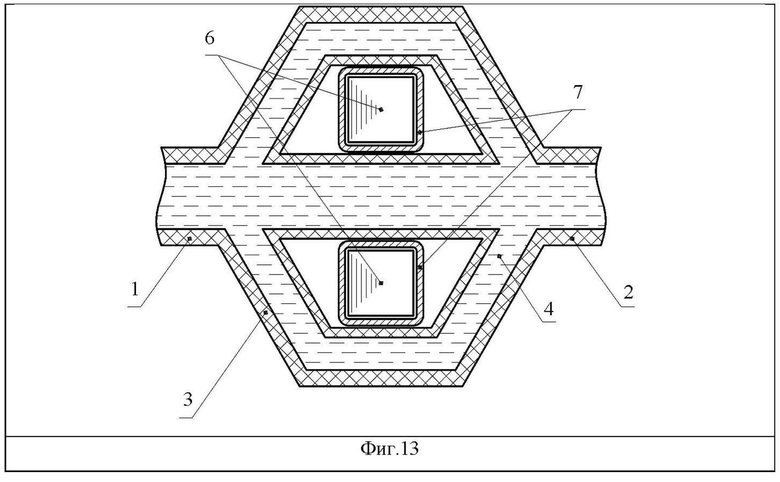
1. Устройство нагрева жидкого металла, содержащее кольцевой канал, выполненный огнеупорным, индуктор с магнитопроводом и токовой обмоткой, замкнутый вокруг кольцевого канала, выполненный подключаемым к источнику переменного напряжения, источник питания для питания токовой обмотки, отличающееся тем, что кольцевой канал выполнен открытым и соединен с входным каналом и выходным каналом для обеспечения возможности пропускания жидкого металла, при этом входной и выходной каналы выполнены с возможностью соединения с транспортным желобом, магнитопровод индуктора выполнен разборным, кольцевой канал выполнен горизонтальным, источник питания содержит инвертор на базе транзисторов с согласующим контуром, при этом токовая обмотка выполнена с возможностью применения широтно-импульсной модуляции для управления величиной действующего значения электрического тока.
2. Устройство по п. 1, отличающееся тем, что часть кольцевого канала, охваченная магнитопроводом, выполнена отъемной.
3. Устройство по п. 1, отличающееся тем, что на кольцевой канал установлена герметичная крышка с несмачиваемой жидким металлом прокладкой.
4. Устройство по п. 1, отличающееся тем, что в выходном канале установлена камера механической фильтрации жидкого металла через фильтр.
5. Устройство по п. 1, отличающееся тем, что в выходном канале установлена камера рафинирования с инжектором инертных газов через вращающееся сопло.
6. Устройство по п. 1, отличающееся тем, что в области соединения входного или выходного огнеупорного канала с кольцевым огнеупорным каналом установлен двухполюсный электромагнит.
7. Устройство по п. 6 отличающееся тем, что в выходном канале установлена камера механической фильтрации жидкого металла с горизонтальным монтажом пенокерамического фильтра.
8. Устройство по п. 1, отличающееся тем, что разборный магнитопровод индуктора выполнен Ш-образным.
9. Устройство по п. 1, отличающееся тем, что кольцевой канал устройства выполнен сдвоенным.
10 Устройство по п. 1, отличающееся тем, что оно оборудовано системой подачи инертного газа в пространство между крышкой и поверхностью жидкого металла.
11. Устройство по п. 1, отличающееся тем, что часть кольцевого канала является отъемной и состыкована с прямолинейным транспортным желобом через ответные части, при этом в ответных частях прямолинейного транспортного желоба установлены подвижные шиберные заслонки.
12. Устройство по п. 1, отличающееся тем, что в канале с жидким металлом размещен датчик температуры, выполненный с возможностью передачи сигнала на инвертор, осуществляющий управление источником питания.
13. Способ нагрева жидкого металла, осуществляемый в устройстве по п. 1, включающий возбуждение переменного электрического тока в жидком металле посредством индуктора с замкнутым магнитопроводом, размещенного вокруг кольцевого канала с жидким металлом, отличающийся тем, что через горизонтальный кольцевой канал открытого типа пропускают жидкий металл в непрерывном или периодическом режиме, а для питания токовой обмотки индуктора используют полупроводниковый преобразователь напряжения.
14. Способ по п. 13, отличающийся тем, что при нагреве осуществляют тонкую очистку за счет пропускания жидкого металла сквозь механический фильтр.
15. Способ по п. 13, отличающийся тем, что при нагреве осуществляют рафинирование жидкого металла путем продувки инертным газом.
16. Способ по п. 13, отличающийся тем, что при нагреве осуществляют электромагнитное дозирование жидкого металла.
17. Способ по п. 13, отличающийся тем, что при нагреве осуществляют управление величиной среднеквадратичного значения электрического тока токовой обмотки по сигналу обратной связи от датчика температуры, размещенного в жидком металле.
18. Способ по п. 13, отличающийся тем, что при нагреве пространство между крышкой кольцевого канала и поверхностью жидкого металла заполняют инертным газом.
| RU 197407 U1, 23.04.2020 | |||
| ДВУХКАМЕРНАЯ ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1993 |
|
RU2079080C1 |
| Магнитодинамическая раздаточная установка | 1981 |
|
SU991622A1 |
| УСТРОЙСТВО для ЗАЩИТЫ от НАМОТКИ НА ГРЕБНОЙ ВАЛ СЕТНЫХ КАНАТОВ | 0 |
|
SU174084A1 |
| Приспособление для испытания тканей на сбегание окраски | 1932 |
|
SU33126A1 |

