Изобретение относится преимущественно к литейному производству, в частности к конструкциям индукционных тигельных печей, применяемых для выплавки различных сплавов, доведения расплава до необходимых свойств и выдержки его для порционной разливки.
Известна трансформаторная индукционная канальная печь с О-образным магнитопроводом и вертикальным магнитным потоком, содержащая скрепленные вместе индуктор с витками, охватывающими один из четырех стержней вертикального магнитопровода О-образной формы, неподвижную емкость для расплава в виде горизонтального узкого кольцевого канала, выполненного в огнеупорной керамической футеровке и охватывающего индуктор, поворотное устройство для слива расплава. Печь является своеобразным трансформатором, где первичная обмотка - индуктор, вторичная - короткозамкнутое кольцо расплава (Фарбман С.А. Индукционные печи для плавки металлов и сплавов. / С.А.Фарбман, И.Ф.Колобнев. - М.: Металлургия, 1968. - С.20).
Описанная трансформаторная индукционная канальная печь с вертикальным магнитным потоком имеет следующие основные недостатки:
- ограниченную сферу использования, так как она, во-первых, не пригодна для непосредственного расплавления кусков шихты, а требует заливки расплава из другой печи иного вида в кольцевой канал, после чего в расплав можно добавлять куски шихты. Это объясняется особенностями превращений энергии в такой печи. Проходящий по индуктору переменный электрический ток, возбужденный электродвижущей силой (ЭДС) источника электроэнергии, создает переменный магнитный поток, который, проходя по магнитопроводу, намагничивает его и усиливается. При этом электрическая энергия превращается согласно закону полного тока по первому уравнению Максвелла в магнитную. Магнитный поток создает в магнитопроводе вихревые токи Фуко, а вокруг каждого из стержней магнитопровода - переменное электрическое поле как в воздухе, так и в электропроводном короткозамкнутом кольце расплава. Это поле наводит в этом кольце ЭДС, под действием которой возникает электрический ток. При этом магнитная энергия превращается вновь в наведенную электрическую, которая согласно закону Джоуля-Ленца превращается в тепловую, нагревая расплав. Однако, несмотря на то, что на электропроводные куски шихты также действует это же переменное электрическое поле, электрический ток в них не появляется, так как между кусками имеются не электропроводные воздушные зазоры, и поэтому замкнутая электрическая цепь не образуется. Таким образом, печь построена на трансформаторном принципе превращения энергии: электрическая от ЭДС источника - магнитная - электрическая в замкнутой цепи от наведенной ЭДС - тепловая; во-вторых, увеличивает угар химических элементов сплава, так как часть его постоянно находится в расплавленном состоянии при высокой температуре, что не позволяет выплавлять сплавы, свойства которых резко изменяются в связи с небольшим отклонением от требуемого химического состава, например, сталь; повышенные эксплуатационные расходы, во-первых, из-за необходимости использования второй печи другого вида для выплавки расплава из кусковой шихты и заливки его в кольцевой канал; во-вторых, из-за пониженной стойкости футеровки канала вследствие его эрозии или зарастания и частой трудоемкой его очистки или замены, сопровождаемой разборкой магнитопровода и съемом индуктора, особенно при выплавке высокотемпературных сплавов; в-третьих, из-за трудности перехода с выплавки одного вида сплава на другой вследствие необходимости полностью сливать один расплав из канала и заливать другой, изменяя перед этим конструкцию и сечение канала и состав футеровки.
Известна индукторная индукционная тигельная плавильная печь с вертикальным магнитным потоком, содержащая скрепленные вместе корпус, неподвижный стальной или футерованный огнеупорный тигель с ванной для расплава, индуктор с витками. Витки индуктора, охватывающие цилиндрический тигель с ванной, расположены максимально близко к тиглю преимущественно в горизонтальной плоскости соосно с вертикальной осью ванны и являются опорой для тигля. Витки выполнены полыми из медной трубки, внутри которой под давлением до 0,2-0,7 МПа протекает со скоростью 1-1,5 м/с охлаждающая кондиционная вода: дистиллированная или с содержанием механических примесей до 80 г/ м3, определенной жесткостью до 7 г-экв/м3, температурой 35-40°С и водородным показателем рН=7. Поверх трубки нанесен электроизоляционный слой. Тигель и ванна имеют в плане конфигурацию круга. Высота индуктора меньше высоты ванны и тигля. Устройство в виде электротали, предназначенное для слива расплава, установлено с возможностью поворота всей печи и присоединения к печи только на время слива. Электроталь используется и для загрузки шихты в печах вместимостью до 1 т. Проходящий по виткам индуктора переменный электрический ток, возбужденный ЭДС источника электроэнергии, создает переменный магнитный поток. При этом электрическая энергия превращается в магнитную согласно закону полного тока по первому уравнению Максвелла.
Магнитный поток действует на электропроводные куски шихты, и в каждом из них индуцируется непосредственно переменное вихревое электрическое поле и ЭДС, а под действием этой ЭДС - вихревой ток Фуко. При этом магнитная энергия превращается согласно закону электромагнитной индукции Фарадея по второму уравнению Максвелла вновь в электрическую, которая согласно закону Джоуля-Ленца превращается в тепловую, нагревая расплав. Таким образом, печь построена на других принципах превращения энергии: электрическая от ЭДС источника - магнитная - электрическая вихревого тока Фуко - тепловая. Поскольку рабочий магнитный поток создается только индуктором, печь является индукторной индукционной (Фарбман С.А. Индукционные печи для плавки металлов и сплавов. / С.А.Фарбман, И.Ф.Колобнев. - М.: Металлургия, 1968. - С.314).
Основным недостатком индукторной индукционной тигельной плавильной печи с вертикальным магнитным потоком является ограниченная сфера использования, обусловленная следующими причинами:
- повышенным браком отливок по неметаллическим включениям - воздушным раковинам, частицам плены, футеровки, шлака - или увеличением длительности плавки из-за необходимости отстаивания расплава в печи для всплывания этих включений. Последнее повышает расход энергии. Первое обусловлено тем, что магнитное поле, создаваемое невысоким индуктором, является очень неоднородным и имеет близкую к тороидальной форму с разным направлением вектора индукции относительно центра индуктора и неравномерное распределение величины индукции в его рабочей полости, а именно: по высоте - у торцов она почти в 2 раза меньше, чем в средине; по сечению - у витков она заметно больше, чем в центре. Это приводит к появлению значительных разнонаправленных градиентов индукции и электромагнитных сил в расплаве и его интенсивному перемешиванию в разных направлениях, что является причиной повышенного износа стенок тигля и замешиванию в расплав продуктов износа, воздуха и шлака, особенно с уменьшением частоты поля;
- повышенным расходом энергии, так как, несмотря на требование размещения стенок тигля максимально близко к виткам индуктора, существенная часть рабочего магнитного потока с наибольшим значением индукции не используется, поскольку проходит по неэлектропроводным стенкам тигля, а не по шихте или расплаву. Помимо рабочего магнитного потока индуктор создает и магнитный поток рассеяния такой же величины, не участвующий в нагреве шихты и расплава. Все это уменьшает полезное использование магнитного потока почти до 40%, а естественный коэффициент мощности cos φ - до 0,03-0,10 и повышает расход энергии и предполагает наличие устройств для компенсации реактивной мощности. Магнитный поток рассеяния вредит здоровью работников и вызывает нагрев близкорасположенных электропроводных частей каркаса, поэтому эти части удаляют от индуктора либо вокруг индуктора устанавливается электропроводный экран;
- повышенными габаритами печи и увеличенной занимаемой производственной площадью, так как магнитный поток рассеяния вызывает нагрев близкорасположенных электропроводных частей каркаса, поэтому эти части удаляют от индуктора либо вокруг индуктора устанавливается электропроводный экран;
- повышенными расходами на обеспечение безаварийной работы печи вследствие вытекания расплава на индуктор при образовании щелей в тигле, а поворот всей тяжелой и громоздкой печи повышает расход энергии, габариты и стоимость устройства для слива расплава;
- повышенными расходами по кондиционированию воды и созданию повышенного давления вследствие охлаждения полых витков кондиционной водой.
Наиболее близкой по технической сущности и достигаемому результату (прототипом) является индукторная индукционная тигельная плавильная печь с I-образными магнитопроводами и вертикальным магнитным потоком, содержащая корпус, неподвижный огнеупорный футерованный тигель с ванной, индуктор с витками, несколько вертикальных стержневых I-образных магнитопроводов, устройство для слива расплава, скрепленные вместе. Водоохлаждаемые витки индуктора, охватывающие тигель с ванной для расплава, расположены максимально близко к тиглю преимущественно в горизонтальной плоскости соосно с вертикальной осью ванны и являются опорой для тигля. Тигель и ванна имеют в плане конфигурацию круга. Высота индуктора меньше высоты ванны и тигля. Вертикальные стержневые I-образные магнитопроводы расположены с внешней стороны индуктора с заданным шагом по окружности, их полюса горизонтальны, размещены на нижнем и верхнем торцах магнитопровода и обращены в противоположные стороны. Это частично уменьшает поток рассеяния, но увеличивает массу и габариты печи. Устройство для слива расплава с гидравлическим приводом установлено с возможностью поворота всей печи. Принцип действия печи тот же, что и у предыдущего аналога, поэтому она также является индукторной индукционной (Фарбман С.А. Индукционные печи для плавки металлов и сплавов. / С.А.Фарбман, И.Ф.Колобнев. - М.: Металлургия, 1968. - С.313).
Основным недостатком индукторной индукционной тигельной плавильной печи с I-образными магнитопроводами и вертикальным магнитным потоком является ограниченная сфера использования, обусловленная следующими причинами:
- повышенным браком отливок по неметаллическим включениям - воздушным раковинам, частицам плены, футеровки, шлака - или увеличением длительности плавки из-за необходимости отстаивания расплава в печи для всплывания этих включений. Последнее повышает расход энергии. Первое обусловлено тем, что магнитное поле, создаваемое невысоким индуктором, является очень неоднородным и имеет близкую к тороидальной форму с разным направлением вектора индукции относительно центра индуктора и неравномерное распределение величины индукции в его рабочей полости, а именно: по высоте - у торцов она почти в 2 раза меньше, чем в средине; по сечению - у витков она заметно больше, чем в центре. Это приводит к появлению значительных разнонаправленных градиентов индукции и электромагнитных сил в расплаве и его интенсивному перемешиванию в разных направлениях, что является причиной повышенного износа стенок тигля и замешиванию в расплав продуктов износа, воздуха и шлака, особенно с уменьшением частоты поля;
- повышенным расходом энергии, так как, несмотря на требование размещения стенок тигля максимально близко к виткам индуктора, существенная часть рабочего магнитного потока с наибольшим значением индукции не используется, поскольку проходит по неэлектропроводным стенкам тигля, а не по шихте или расплаву. Помимо рабочего магнитного потока индуктор создает и магнитный поток рассеяния такой же величины, не участвующий в нагреве шихты и расплава. Все это уменьшает полезное использование магнитного потока почти до 40%, а естественный коэффициент мощности cos φ - до 0,03-0,10 и повышает расход энергии и предполагает наличие устройств для компенсации реактивной мощности. Магнитный поток рассеяния вредит здоровью работников и вызывает нагрев близкорасположенных электропроводных частей каркаса, поэтому эти части удаляют от индуктора либо вокруг индуктора устанавливается электропроводный экран;
- повышенными габаритами печи и увеличенной занимаемой производственной площадью, так как магнитный поток рассеяния вызывает нагрев близкорасположенных электропроводных частей, каркаса, поэтому эти части удаляют от индуктора либо вокруг индуктора устанавливается электропроводный экран;
- повышенными расходами на обеспечение безаварийной работы печи вследствие вытекания расплава на индуктор при образовании щелей в тигле, а поворот всей тяжелой и громоздкой печи повышает расход энергии, габариты и стоимость устройства для слива расплава;
- повышенными расходами по кондиционированию воды и созданию повышенного давления вследствие охлаждения полых витков кондиционной водой;
- низкой защищенностью и надежностью работы печи вследствие размещения индуктора вокруг тигля.
Задачей, решаемой изобретением, является расширение сферы использования индукционных плавки и тигельной плавильной печи путем снижения потерь от износа тигля и брака отливок по неметаллическим включениям, энергоемкости плавки и разливки, уменьшения занимаемой площади, повышения защищенности и надежности работы.
Поставленная задача решается тем, что в электромагнитной тигельной плавильной печи с О-образным магнитопроводом и горизонтальным магнитным потоком, содержащей корпус, тигель с ванной, индуктор с витками, магнитопровод с полюсами, согласно изобретению магнитопровод расположен вокруг тигля, выполнен горизонтальным и О-образным заодно с корпусом, при этом два индуктора с витками, охватывающими магнитопровод, установлены у двух противоположных сторон тигля и включены встречно, а полюса магнитопровода, создающие горизонтальный магнитный поток, расположены преимущественно в вертикальной плоскости и обращены к двум другим противоположным сторонам тигля.
Кроме того, высота полюсов магнитопровода не превышает высоту ванны тигля.
Кроме того, индукторы закрыты герметичным кожухом с отверстиями для подачи хладагента на его электроизолированные витки и удаления.
Кроме того, тигель и ванна выполнены преимущественно прямоугольной конфигурации в плане и большие стенки тигля обращены к полюсам.
Кроме того, тигель выполнен съемным.
Кроме того, съемный тигель снабжен по меньшей мере двумя цапфами, расположенными на противоположных сторонах тигля у его торца.
Кроме того, съемный тигель подвешен на магнитопроводе посредством цапф.
Кроме того, съемный футерованный тигель выполнен с металлическим решетчатым каркасом, размещенным во внешней поверхности футеровки и скрепленным по меньшей мере с двумя цапфами.
Кроме того, при выплавке сплавов с температурой до 1100°C съемный тигель выполнен из тугоплавкого электропроводного материала.
Снижение потерь от износа тигля и брака отливок по неметаллическим включениям обусловлены уменьшением интенсивности перемешивания расплава горизонтальным магнитным потоком, создаваемым индуктором и направляемым О-образным магнитопроводом.
Уменьшение энергоемкости плавки и разливки обусловлены усилением магнитопроводом магнитного потока индуктора, более полным использованием усиленного магнитопроводом магнитного потока в качестве рабочего и уменьшения потока рассеяния, так как выполнение магнитопровода горизонтальным, О-образным и окружающим тигель в совокупности с охватом магнитопровода витками двух индукторов позволяет создать горизонтальный магнитный поток и обеспечить условия для расположения индукторов, включенных встречно, у двух противоположных сторон тигля и и направления магнитного потока, создаваемого индукторами, к тиглю.
Уменьшение габаритов печи и, соответственно, занимаемой производственной площади обусловлено выполнением магнитопровода заодно с корпусом.
Повышение защищенности и надежности работы устройства обусловлены размещением двух индукторов у двух противоположных сторон тигля, то есть установка тигля с ванной между индукторами является необходимым условием плавки и повышает надежность работы печи путем уменьшения опасности попадания расплава на индуктор через трещины только в двух стенках тигля.
Если высота полюсов магнитопровода не превышает высоту ванны тигля, то содержимое ванны находится под воздействием рабочего магнитного потока, а дно тигля - под воздействием магнитного потока рассеяния, что уменьшает высоту магнитопровода и дополнительно - расход энергии на плавку. Если высота полюсов магнитопровода превышает высоту ванны тигля, то увеличатся этот размер магнитопровода, расход материала и энергии, поток рассеяния.
Для дополнительного повышения надежности работы печи индуктор оснащен герметичным кожухом, закрывающим и защищающим индуктор от любых негативных внешних воздействий.
Для повышения эффективности охлаждения печи, снижения требований к параметрам хладагента и расходов на его подготовку в герметичном кожухе выполнены отверстия для подачи хладагента на его электроизолированные витки и удаления хладагента.
Для дополнительного уменьшения энергоемкости печи тигель и ванна выполнены преимущественно прямоугольной конфигурации в плане и большие стенки тигля обращены к полюсам, что уменьшает путь рабочего магнитного потока между полюсами и магнитный поток рассеяния.
Для повышения эффективности эксплуатации печи путем обеспечения снятия тигля после плавки и переноса к месту разливки тигель выполнен съемным. Такое выполнение тигля также значительно ускоряет и облегчает замену изношенного тигля на новый.
Для повышения эффективности эксплуатации печи путем облегчения снятия тигля с печи и переноса к месту разливки, обеспечения возможности подвешивания тигля на магнитопроводе без установки на основание печи и поворота только тигля, а не всей печи, во время слива расплава съемный тигель оснащен по меньшей мере двумя цапфами.
Для повышения эффективности эксплуатации печи путем укрепления тигля при переносе к месту разливки расплава съемный футерованный тигель оснащен металлическим решетчатым каркасом, размещенным во внешней поверхности футеровки и скрепленным по меньшей мере с двумя цапфами. При этом выполнение каркаса решетчатым позволяет значительной части рабочего магнитного потока проникнуть к содержимому ванны и осуществить необходимое воздействие.
Для уменьшения трудоемкости изготовления печи путем облегчения изготовления тигля в соответствии с предложенным изобретением по сравнению с изготовлением футерованного несъемного тигля, который требует довольно длительной сушки и спекания, съемный тигель выполнен из тугоплавкого электропроводного материала при выплавке сплавов с температурой до 1100°C. Кроме того, такой тигель уменьшает загрязнение некоторых сплавов продуктами взаимодействия расплава с футеровкой.
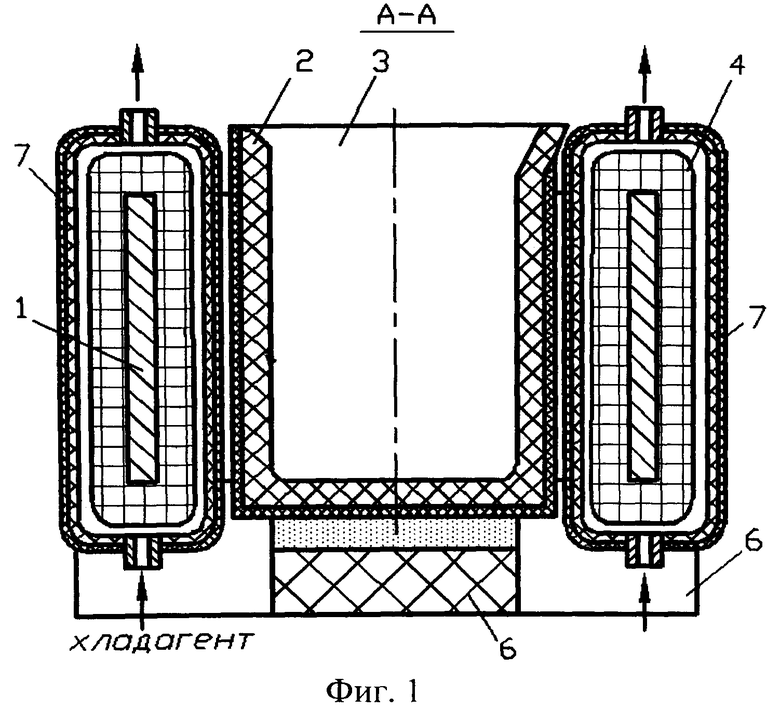
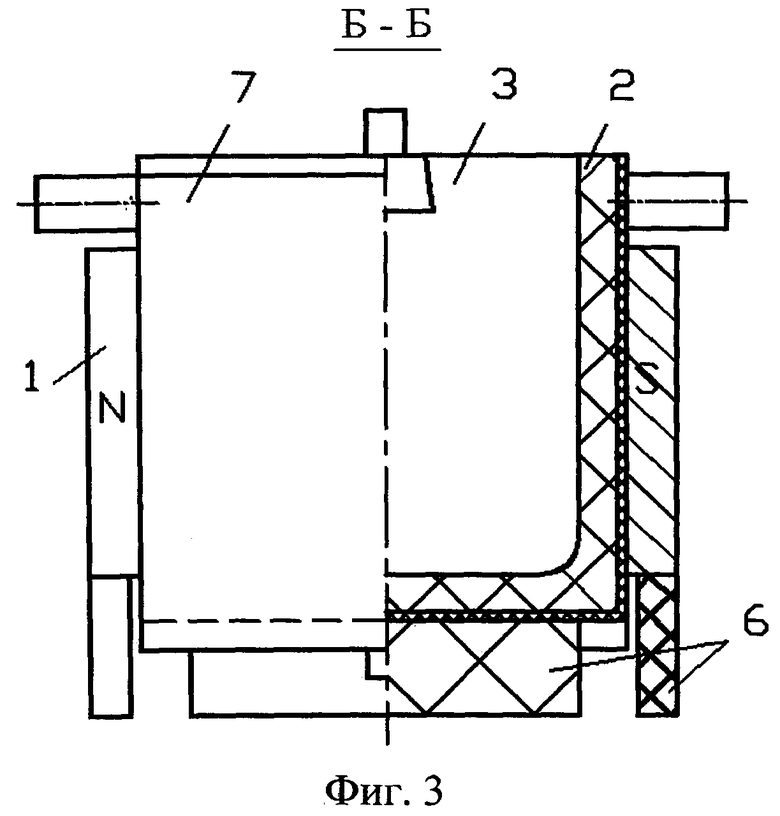
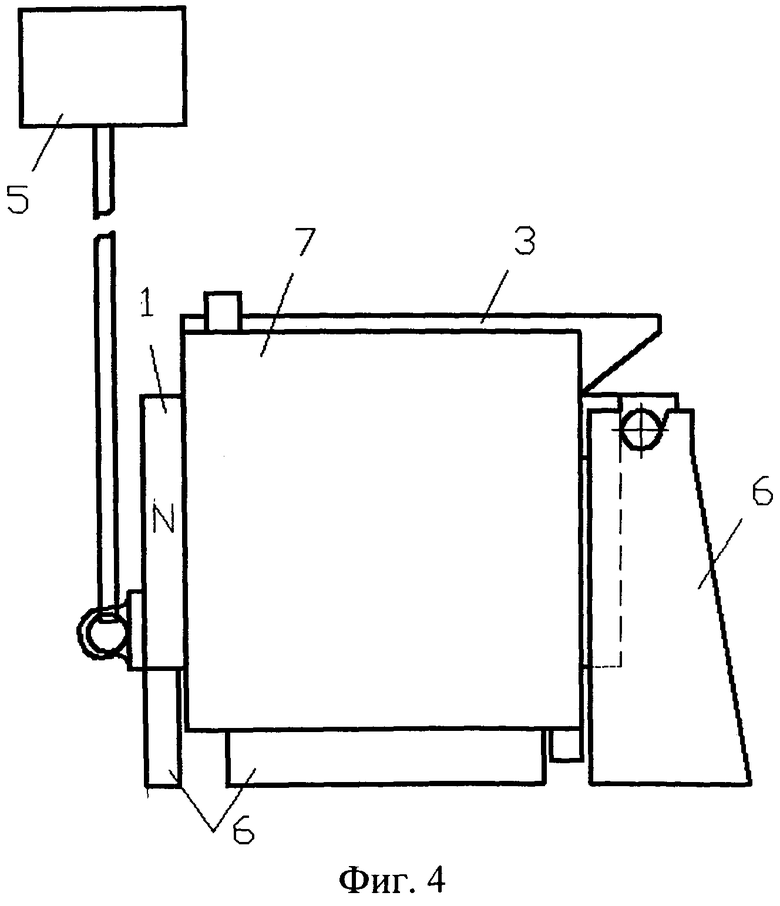
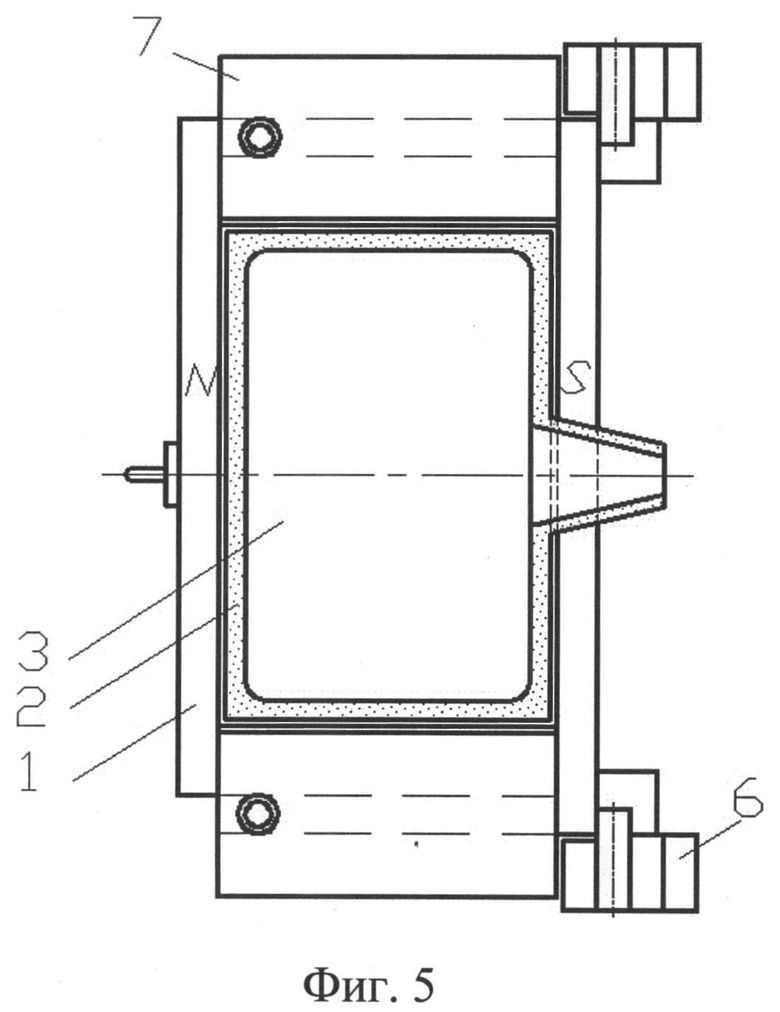
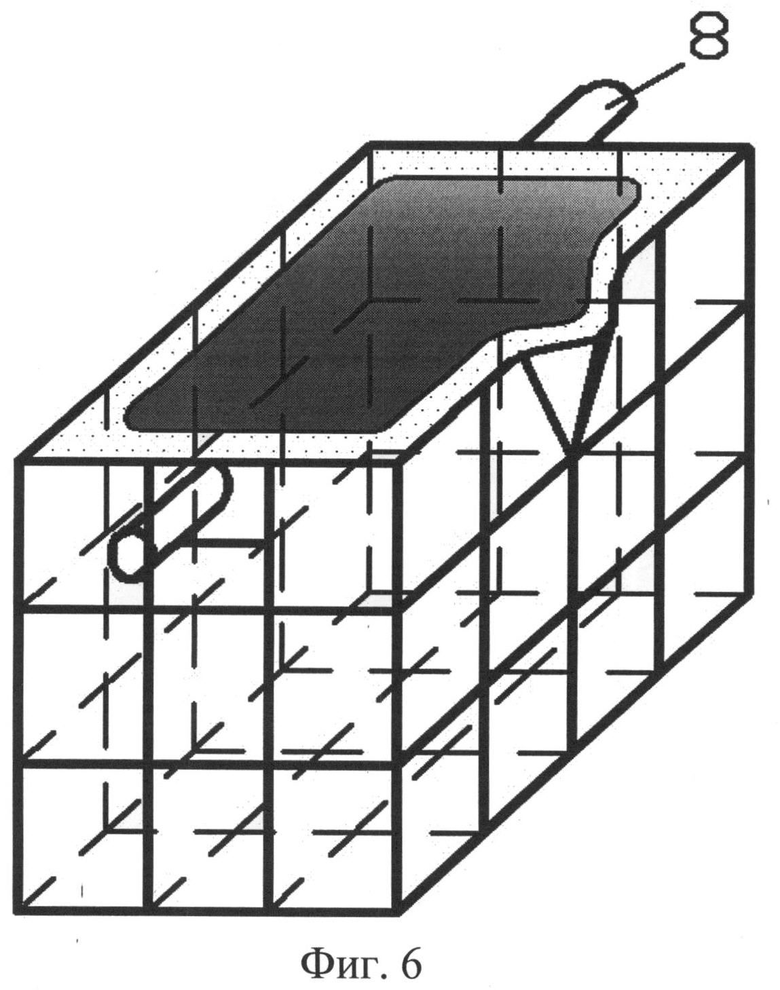
Изобретение поясняется чертежами, где на фиг.1 показана электромагнитная тигельная плавильная печь с О-образным магнитопроводом и горизонтальным магнитным потоком, оборудованная стационарным корпусом, выполненным заодно с магнитопроводом, и прямоугольным съемным тиглем, продольный разрез; на фиг.2 - то же, вид сверху; на фиг.3 - то же, поперечный разрез фиг.2; на фиг.4 - печь с поворотным корпусом, выполненным заодно с магнитопроводом, и прямоугольным несъемным тиглем, вид сбоку; на фиг.5 - то же, что и на фиг.4, вид сверху; на фиг.6 - схема прямоугольного съемного футерованного тигля с решетчатым металлическим каркасом из трубок или прутков и двумя цапфами.
Предложенная электромагнитная тигельная плавильная печь с О-образным магнитопроводом и горизонтальным магнитным потоком содержит горизонтальный О-образный магнитопровод 1, выполненный заодно с корпусом, металлический или огнеупорный футерованный тигель 2 с ванной 3, два индуктора 4 с витками. Возможно применение устройства 5 для слива расплава из ванны в виде электротали, или гидроцилиндров, или электромеханической передачи, или лебедки. Печь дополнительно оборудована источниками подачи хладагента и регулируемого переменного электрического напряжения с батареей конденсаторов (не показаны).
Выполнение магнитопровода 1 заодно с корпусом уменьшает габариты печи и занимаемую площадь. В последнем случае его установка на основание и поворот осуществляются известным образом, в частности гидроцилиндрами или электроталью. Выполнение О-образного магнитопровода 1 заодно с корпусом позволяет совместить также функцию опоры для тигля 2 и индукторов 4 с функцией усилителя магнитной индукции и хорошего проводника магнитного потока. О-образный магнитопровод 1 расположен вокруг тигля 2, охватывает тигель 2 с четырех сторон, имеет два разноименных полюса N и S, создающие горизонтальный магнитный поток, с вертикальными плоскими поверхностями, обращенными к тиглю 2 и друг к другу. Два средних горизонтальных участка О-образного магнитопровода 1 между полюсами охватывают витки двух индукторов 4, включаемых электрически встречно. Электрическое подключение индукторов 4 может быть независимым, параллельным или последовательным относительно друг друга, но оно должно быть электрически встречным для того, чтобы у одного торца каждого индуктора 4 создавался поток полярностью N у полюса N магнитопровода 1, а у другого торца - поток полярностью S у полюса S магнитопровода 1. При этом магнитопровод 1 и два индуктора 4 образуют своеобразный электромагнит. Поэтому печь названа электромагнитной. Число витков индуктора 4, величину и частоту напряжения и тока определяются расчетом.
Таким образом, с двух противоположных сторон тигля 2 расположены вертикальные полюса О-образного магнитопровода 1, обращенные друг к другу и тиглю 2, а у двух других противоположных сторон О-образного магнитопровода 1 размещены по одному индуктору 4.
Для уменьшения нагрева О-образного магнитопровода 1 индукционными вихревыми токами Фуко он может быть изготовлен его из пластин электротехнической трансформаторной стали толщиной 0,25-0,5 мм при промышленной частоте 50 Гц; 0,08-0,15 мм - при повышенной частоте до 500-2500 Гц. С увеличением частоты толщина пластины уменьшается. Возможно изготовление небольших магнитопроводов для лабораторных печей и из магнитомягких ферритов, особенно при частоте более 2000 Гц. Основание 6 желательно выполнять из отдельных элементов для создания под печью пространства, через которое может стечь в аварийную емкость расплав из треснувшего или прогоревшего тигля.
Витки индукторов 4 охватывают два горизонтальных участка магнитопровода 1 между его полюсами и расположены в один, два или более слоев преимущественно в вертикальной плоскости. Число витков в каждом индукторе 4 и направление их намотки предпочтительно одинаково, что облегчает их подключение к источнику питания.
Высота полюсов магнитопровода 1 не превышает высоту ванны 3 тигля 2.
Индукторы 4 могут быть защищены от внешних воздействий, особенно при утечке расплава из треснувшего тигля, неэлектропроводным кожухом 7, имеющим отверстия для подачи хладагента на электроизолированные витки индуктора 4, и удаления хладагента, полностью со всех сторон или частично, например, только сбоку тигля 2. В межполюсном пространстве О-образного магнитопровода 1 два индуктора 4 с кожухом 7 занимают только его боковые части, прилегающие к магнитопроводу 1. Оставшаяся часть этого пространства является рабочим объемом и предназначена для размещения тигля 2. Кожух 7 может быть одно- или многослойным, например с внешним слоем из асбоцемента, и внутренними слоями из разных пластмасс.
Витки индуктора 4 могут быть выполнены из медной трубки, как у аналогов, с таким же охлаждением проточной водой, или могут быть выполнены из сплошных медных проводников: гибкого кабеля, провода диаметром до 6 мм или шинки. При использовании неизолированных проводников возможна их изоляция после изготовления индуктора 4 путем его пропитки или заливки компаундом, например эпоксидным. На витках индуктора 4 целесообразно наличие электроизоляционного слоя, особенно при охлаждении путем подачи жидкого или газообразного хладагента в полость герметичного кожуха 7. Наличие магнитопровода 1 позволяет снизить напряжение питания индуктора и, как следствие, опасность пробоя изоляции. Хладагентами могут быть эмульсии, трансформаторное масло, негорючие силиконовые жидкости, дистиллированная или водопроводная вода, жидкий азот, углекислота, охлажденный сжатый воздух. Подача хладагента, в том числе обычной водопроводной воды, в кожух 7 непосредственно на внешнюю поверхность электроизолированных витков индуктора 4, а не внутрь их, уменьшает его расход, давление подачи и требования по его подготовке, а также способствует охлаждению магнитопровода 1.
Тигель 2 с ванной 3 размещен между индукторами 4 и полюсами N и S О-образного магнитопровода 1 с минимально возможным зазором или без него. Тигель 2 и ванна 3 могут быть выполнены цилиндрической формы, то есть иметь в плане конфигурацию круга, или в виде параллелепипеда, то есть иметь в плане конфигурацию квадрата или прямоугольника. Форма тигля 2 и ванны 3 особенно в виде прямоугольника по сравнению с цилиндрической формой повышает полезное использование магнитного потока, создаваемого индуктором 4, и целесообразна для печей повышенной вместимости. Высота ванны 3 целесообразна не менее высоты верхнего уровня магнитопровода 1. При этом ванна 3 занимает практически весь рабочий объем межполюсного пространства О-образного магнитопровода 1 за исключением толщин четырех боковых стенок, обращенных к полюсам и индуктору 4, и пронизывается рабочим магнитным потоком.
Соотношение между высотой, длиной и шириной ванны 3 тигля 2 определяется удобством загрузки шихты и слива расплава, а также минимизацией расхода энергии на расплавление шихты. Футеровка ванны 3 может быть выполнена наборной из огнеупорных изделий, например кирпича, или набивной из сыпучих огнеупорных материалов. Толщина футеровки зависит от температуры расплава. Так, для алюминиевых сплавов толщина футеровки равна или более 75 мм, а для стали равна или более 150 мм.
Тигель 2 может быть установлен на основание 6, в том числе на песчаную «подушку». Но он может быть и подвешен на известных ручках в виде петель или на цапфах 8, опирающихся на верхние торцы магнитопровода 1 непосредственно или с помощью промежуточных деталей, например прокладок, консолей и др. (не показаны). В первом случае он может быть не съемным, т.к. скрепляется с магнитопроводом 1, в т.ч. путем выполнения набивной футеровки стенок тигля, исключающей зазор между ней и полюсом. При этом устройство 5 для слива расплава поворачивает всю печь.
Во втором случае он не скрепляется с магнитопроводом 1, имеет относительно него и кожуха минимально возможные зазоры, что позволяет извлекать тигель 2 из рабочего объема магнитопровода 1 другим устройством, например подъемником (не показан). Цапфы 8 могут быть расположены в плоскости симметрии или у боковых стенок прямоугольного тигля, обращенных к полюсам, и использованы для извлечения его из рабочего объема магнитопровода 1 и переноса к разливочному стенду или машине (не показаны). Для поворота тигля при сливе и подвешивании его цапфы 8 предпочтительнее петель.
Съемный, в том числе переносной, тигель 2 наиболее удобен цельнометаллический из тугоплавкого электропроводного материала, например стали, титана. Он может применяться для выплавки сплавов с температурой плавления до 1100°C, которые нагреваются преимущественно теплом раскаленного вихревыми токами Фуко тигля. Однако съемный, в том числе переносной, тигель 2 может быть и футерованным, в том числе набивным с формовочным уклоном до 5-10°.
Для укрепления съемного футерованного тигля 2 во внешней поверхности футеровки размещен металлический решетчатый каркас, скрепленный по меньшей мере с двумя цапфами 9. Каркас может быть выполнен из сетки в виде корзины, перфорированного листа, толстой проволоки, прутка, трубок, узких пластин. Дискретные металлические элементы решетчатого каркаса желательно выполнять минимально возможной толщины или диаметра из малоэлектропроводных сплавов и располагать с максимально возможным расстоянием друг от друга. При этом они мало нагреваются и «пропускают» большую часть магнитного потока к кускам шихты.
Устройство 5 для слива расплава может быть выбрано из наиболее подходящих для принятых габаритов и массы всей печи известных конструкций. Наиболее удобна для этого электроталь грузоподъемностью до 10 т с гибкой подвеской монорельса, позволяющей отвести электроталь на 700-800 мм от номинальной оси подвески и обслуживать площадь шириной до 1600 мм.
Предложенная электромагнитная тигельная плавильная печь с О-образным магнитопроводом работает следующим образом.
После загрузки электропроводных компонентов шихты в ванну 3 до верхнего уровня тигля 2 индукторы 4 подключаются к известным источникам подачи хладагента и регулируемого переменного электрического напряжения с батареей конденсаторов. При прохождении электрического тока по индукторам 4 создаются два противоположно направленных электромагнитных поля, намагничивающих магнитопровод 1. Он увеличивает значение индукции этого поля до 500-1000 и более раз и направляет оба встречных потока в межполюсное рабочее пространство О-образного магнитопровода 1 в виде одного суммарного горизонтального магнитного потока. Степень увеличения зависит в основном от магнитной проницаемости материала магнитопровода 1, величины индукции поля, создаваемого индукторами 4, его частоты и расстояния между полюсами. При увеличении проницаемости и индукции она повышается, с увеличением же частоты и расстояния между полюсами - понижается. Поэтому целесообразна прямоугольная форма тигля 2, уменьшающая это расстояние, когда большие стороны тигля 2 обращены к полюсам. Однако возможно и другое расположение тигля 2 - меньшими сторонами к полюсам, например, когда необходим длинный однослойный индуктор.
Границы рабочего магнитного потока определяются высотой и длиной полюсов. За их пределами распространяется магнитный поток рассеяния в основном между торцами магнитопровода 1. Для его полезного использования и значительного уменьшения распространения за пределами магнитопровода 1 целесообразно некоторое превышение высоты ванны 3 над высотой полюса, особенно при использовании ферромагнитной шихты.
До загрузки шихты в ванну 3 рабочее электромагнитное поле является практически плоскопараллельным и неоднородным. Величина индукции возле полюсов больше, чем в средине расстояния между полюсами. По поверхности полюсов она практически одинакова. При загруженной шихте, особенно ферромагнитной, возможно небольшое нарушение плоскопараллельности и неоднородности. После ее расплавления указанные свойства практически восстанавливаются. Это существенно уменьшает интенсивность перемешивания расплава.
Магнитная составляющая суммарного рабочего электромагнитного поля наводит в электропроводных компонентах шихты индукционные вихревые токи Фуко, которые нагревают их до расплавления. Превращения энергии в этой печи идентичны прототипу. Вихревые токи наводятся и в магнитопроводе 1. Однако для их уменьшения, вплоть до нуля, магнитопровод 1 набирается из тонких пластин электротехнической стали. Таким образом, в прототипе и предложенном изобретении на куски шихты действует сначала магнитный поток, который наводит в них электрические вихревые токи. В трансформаторной же печи на куски шихты действует только электрическое поле, которое не может создать вихревые токи в куске шихты, но может превратиться в направленный ток только в замкнутом проводнике. Первыми расплавляются компоненты, расположенные в средней по высоте части ванны 3 и ближе к ее днищу, так как от них затруднен теплоотвод. Поэтому возможно применение принудительного осаживания шихты. После полного расплавления шихты и проведения необходимых металлургических операций, зависящих от вида и марки сплава, печь отключается от источника электрического питания. Возможно также доведение расплава до необходимых свойств и выдержка его для порционной разливки.
Электрический ток, проходящий по виткам индукторов 4, нагревает их Джоулевым теплом, которое необходимо отводить известным способом или предложенным изобретением, а именно путем подачи хладагента непосредственно на электроизолированные витки, расположенные в герметичном кожухе 7, куда он подается с меньшими скоростью, давлением и расходом по меньшей мере через одно отверстие, а удаляется через другое.
Слив расплава из ванны 3 тигля 2 производится по одному из двух вариантов, отличающихся установкой О-образного магнитопровода 1 на основание 6:
- при подвижной установке и скреплении тигля 2 с магнитопроводом 1 устройство 5, например в виде электротали, поворачивает всю печь на 95-100° вместе с тиглем 2;
- при неподвижной установке и подвешенном на магнитопроводе 1 или размещенном на основании 6 или опоре 8 тигле 2 последний извлекается из рабочего объема магнитопровода 1 за петли или цапфы 9 известным способом и устройством и доставляется на разливочный стенд или машину (не показаны), где из него расплав разливается, в частности, в малые ковши или в литейные формы. Цикл закончен.
По сравнению с прототипом предложенное решение позволяет расширить сферу применения индукционных плавки и тигельной плавильной печи путем использования нижеперечисленных преимуществ:
- снижение потерь от износа тигля и брака отливок по неметаллическим включениям из-за уменьшения интенсивности перемешивания расплава горизонтальным магнитным потоком;
- уменьшение энергоемкости плавки за счет усиления магнитопроводом магнитного потока индуктора, более полного использования усиленного магнитопроводом магнитного потока в качестве рабочего и уменьшения потока рассеяния;
- уменьшение занимаемой производственной площади и упрощение конструкции выполнением магнитопровода заодно с корпусом;
- повышение защищенности и надежности работы индукторов путем размещения их только с двух стороны тигля, а не с четырех сторон, установки между ним и тиглем защитного кожуха, охлаждения его витков с их наружной поверхности;
- снижение требований и затрат на подготовку кондиционного хладагента путем подачи его на наружную поверхность витков индуктора в герметичный кожух;
- уменьшение расходов на слив расплава за счет переноса только съемного тигля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |
| Индукционная индукторная тигельная печь с кольцевым наборным магнитопроводом | 2016 |
|
RU2666395C2 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| СЪЕМНЫЙ ПЕРЕНОСНОЙ ФУТЕРОВАННЫЙ ТИГЕЛЬ ДЛЯ ИНДУКЦИОННОЙ ПЛАВКИ | 2013 |
|
RU2527565C1 |
| Индукционная тигельная электропечь с замкнутым магнитопроводом | 2023 |
|
RU2826919C1 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |

Изобретение относится к металлургии и литейному производству, в частности к конструктивным особенностям электромагнитных индукционных тигельных печей для плавки литейных металлов и сплавов. Печь содержит корпус, тигель с ванной, магнитопровод с разноименными полюсами, выполненный заодно с корпусом и расположенный горизонтально вокруг тигля, два индуктора с витками, охватывающими магнитопровод, установлены между полюсами у двух противоположных сторон тигля и включены встречно, при этом полюса магнитопровода, создающие горизонтальный магнитный поток, обращены к друг другу и к двум другим противоположным сторонам тигля. Магнитопровод выполнен О-образной формы. Изобретение позволяет снизить потери от износа тигля и брака отливок по неметаллическим включениям и энергоемкости процесса плавки, уменьшить габариты установки, а также повысить защищенность и надежность индукционной тигельной печи. 10 з.п. ф-лы, 6 ил.
1. Электромагнитная тигельная плавильная печь с горизонтальным магнитопроводом и магнитным потоком, характеризующаяся тем, что она содержит корпус, тигель с ванной, магнитопровод с разноименными полюсами, выполненный заодно с корпусом и расположенный вокруг тигля, при этом два индуктора с витками, охватывающими магнитопровод, установлены между полюсами у двух противоположных сторон тигля и включены встречно, а полюса магнитопровода, создающие горизонтальный магнитный поток, обращены к друг другу и к двум другим противоположным сторонам тигля.
2. Печь по п. 1, отличающаяся тем, что магнитопровод выполнен О-образной формы.
3. Печь по п. 1, отличающаяся тем, что полюса магнитопровода, создающие горизонтальный магнитный поток, расположены преимущественно в вертикальной плоскости.
4. Печь по п. 1, отличающаяся тем, что высота полюсов магнитопровода не превышает высоту ванны тигля.
5. Печь по п. 1, отличающаяся тем, что каждый индуктор закрыт герметичным кожухом с отверстиями для подачи хладагента на его электроизолированные витки и удаления хладагента.
6. Печь по п. 1, отличающаяся тем, что тигель и ванна выполнены преимущественно прямоугольной конфигурации в плане и большие стенки тигля обращены к полюсам.
7. Печь по п. 1, отличающаяся тем, что тигель выполнен съемным.
8. Печь по п. 7, отличающаяся тем, что съемный тигель снабжен по меньшей мере двумя цапфами, расположенными на противоположных сторонах тигля у его торца.
9. Печь по п. 7, отличающаяся тем, что съемный тигель подвешен на магнитопроводе посредством цапф.
10. Печь по п. 7, отличающаяся тем, что съемный тигель выполнен футерованным с металлическим решетчатым каркасом, размещенным во внешней поверхности футеровки и скрепленным по меньшей мере с двумя цапфами.
11. Печь по п. 1, отличающаяся тем, что тигель выполнен из тугоплавкого электропроводного материала при выплавке сплавов с температурой до 1100°C.
| ФАРБМАН С.А | |||
| и др | |||
| Индукционные печи для плавки металлов и сплавов | |||
| М., Металлургия, 1968, с.313 | |||
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
| Многосекционный магнитопровод индукционной тигельной печи | 1983 |
|
SU1109569A1 |
| Индукционная плавильная печь | 1978 |
|
SU709940A1 |
| Индукционная многофазная канальная печь | 1983 |
|
SU1246420A1 |
| JP 2004108666 A, 08.04.2004 | |||

