f/fff//fr//r/ffttf/t(/tfftff/r //ftltf f/f /-///f/ft//t
Щиг,1
Изобретение относится к окорочным, окорочно-зачистным, окорочно-фрезерным, рцилиндровочно-калибровочным стволооб- рабатывающим станкам и может быть использованов лесной и деревообрабатывающей промышленности. Цель изобретения - повышение универсальности станка и производительности изготовления из бревен брусьев различной формы по сечению.
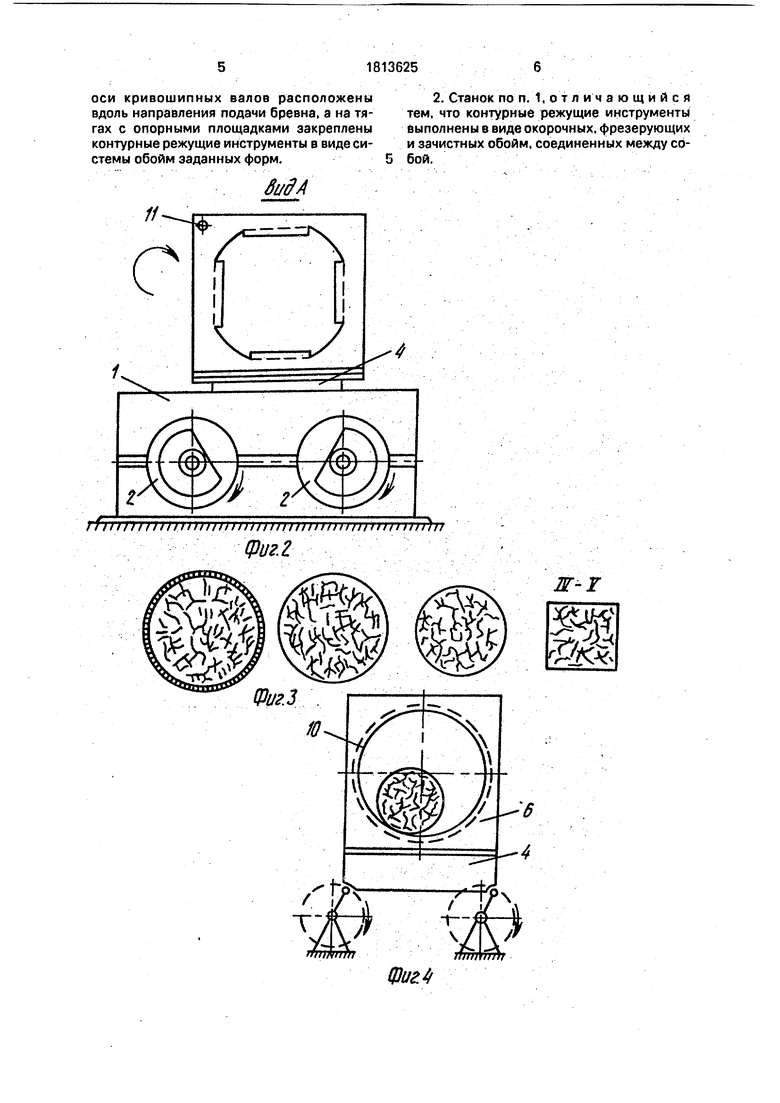
На фиг. 1 изображен предлагаемый станок, вид сбоку; на фиг. 2 - вид А на фиг. 1 ; на фиг. 3 - схемы изменения сечения бревна после прохода через контурные инструменты; на фиг. 4- кинематическая схема фрезерования бревна инструментом с кольцевым контуром.
Станок для изготовления брусьев содержит станину 1 привода плоскопараллельного вращения с маховиками 2 и электродвигателем 3. На шейках кривошипных валов установлены тяги 4 с опорными площадками 5. на которых закреплены контурные инструменты в виде обойм 6, 7, 8, 9. Первый из них изготовлен для удаления коры, а последний -для зачистки поверхности изготовленного бруса. Средние инструменты обоймы изготовлены для резания щепы. Все инструменты имеют зубчатый венец 10 и крепежное отверстие 1.1.
Механизм подачи включает вытяжные вальцы для захвата бруса и захваты для зажима и предварительной подачи бревна в контурные инструменты. Это позволяет обрабатывать бревна со значительными неровностями и кривизной поверхности и получать брусья с прямолинейными плоскостями.
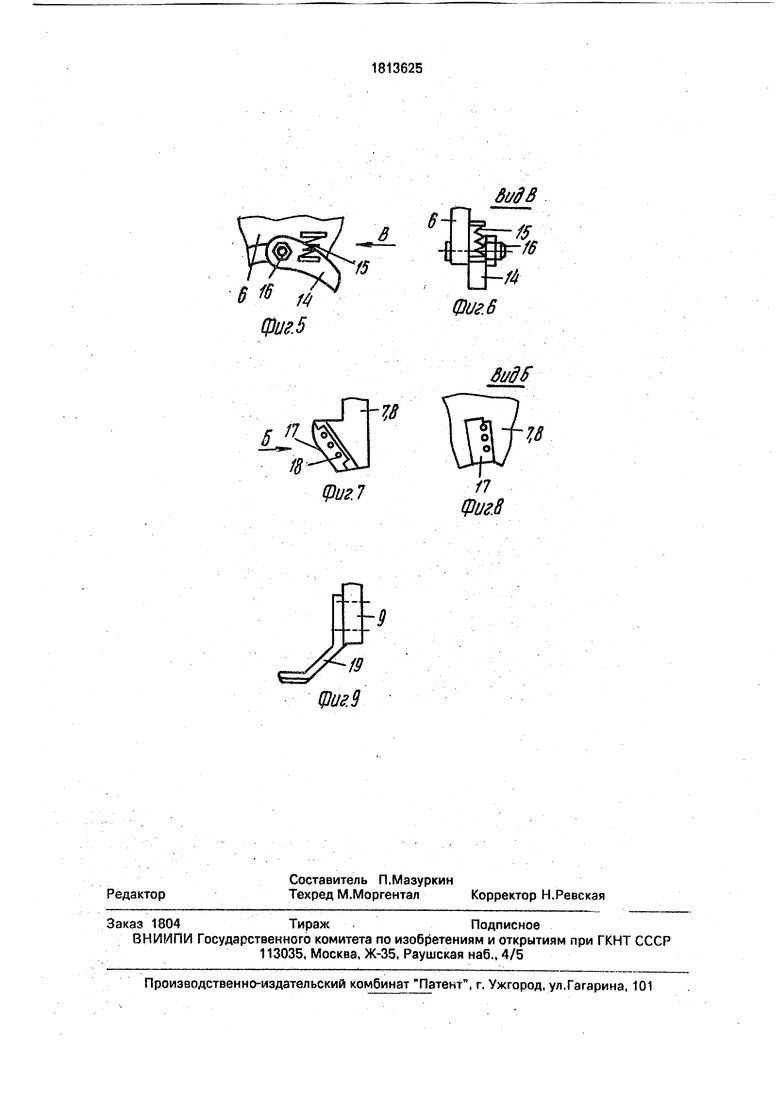
. Зуб 14 фиксируется на пружине 15 с осью поворота на шпильке 16. Зубья 17 крепятся к обоймам 7 и 8 болтами 18. Зачист- ные зубья 19 устанавливаются на обойме 9 (см. фиг. 5-9).
Контурные инструменты можно установить под различными углами к оси изготов- ляемого бруса, образуя встречную или попутную схему резания. В этом случае мощность фрезерования снижается, однако требуетря большее число контурных инструментов для снятия слоя фрезерования при постоянном радиусе кривошипов.
Станок работает следующим образом. Включается электродвигатель 3, и коленчатые валы с маховиками 2 получают вращательное движение, которое через тяги 4 и площадки крепления 5 передается контурным инструментам 6, 7, 8, 9. При на- двигакии бревна захватами происходит об- легание зубчатых венцов 10 контурных инструментов по заданной форме сечения.
За каждый оборот плоскопараллельного вращения зубья контурных инструментов снимают частицы щепы длиной, соответствующей соотношению подачи бревна к скорости вращения инструмента.
Инструменты воздействуют асинхронно, поэтому общее усилие резания возникает от двух контурных инструментов, находящихся в одной фазе вращения. При
этом резание происходит непрерывно по сечению бревна и его длине, хотя зубья входят и выходят последовательно из контакта
с древесиной.
Профили зубчатого венца 10 рассчитываются исходя из требуемых размеров и формы сечения изготовляемого бруса. Предлагаемый станок позволяет за один проход из бревна получать брусья для дальнейшей распиловки на обрезные доски. При
этом можно отфрезеровать брус оптимального сечения из данной партии отсортированных по диаметру бревен. Можно получать брусья для отгрузки в вагонах вместо бревен, что повысит плотность заполнения вагона. Этот станок позволяет отфрезеровать шпалы из мелких бревен и заготовки шпал от крупных кряжей. При этом устраняются круглопильный, окороч- но-фрезерный и шпалооправочный станки.
Схема резания соответствует схеме ре зания дисковыми рубильными машинами, поэтому образуется щепа с равномерное фракцией по длине частиц. Введение око рочного инструмента позволяет, отделять
кору от щепы до процесса срезания, если предусмотреть отвод из зоны I (фиг. 1) сре заемой коры вне отвода щепы из зон IHM Из зоны IV отводится отдельно мелкая стружка.
Обработку можно вести с высокой ска ростью, так как привод плоскопараллельно го вращения позволяет достичь до 2000-2500 об/мин и более. При мощности электродвигателя 75-100 кВт и использовании коленчатых валов от двигателей внутреннего сгорания соответствующей мощности скорость подачи для бревен диаметром 20-60 см можно получить до 1-1,5 м/с. Производительность изготовления, например, четырехскатных брусьев в 6-10 раз будет выше по сравнению с лесопильными рамами.
Формула изобретения
1. Станок для изготовления брусьев,
включающий станину, на которой установлены тяги с опорными площадками, соединяющими кривошипные валы, механизмы подачи бревна и приема брусьев, отличающийся тем, что, с целью повышения универсальности и производительности.
оси кривошипных валов расположены2. Станок по п. 1, о т ли ч а ю щ и и с я
вдоль направления подачи бревна, а на тя-тем, что контурные режущие инструменты
гах с опорными площадками закрепленывыполнены в виде окорочных, фрезерующих
контурные режущие инструменты в виде си-и зачистных обойм, соединенных между состемы обойм заданных форм.5 бой.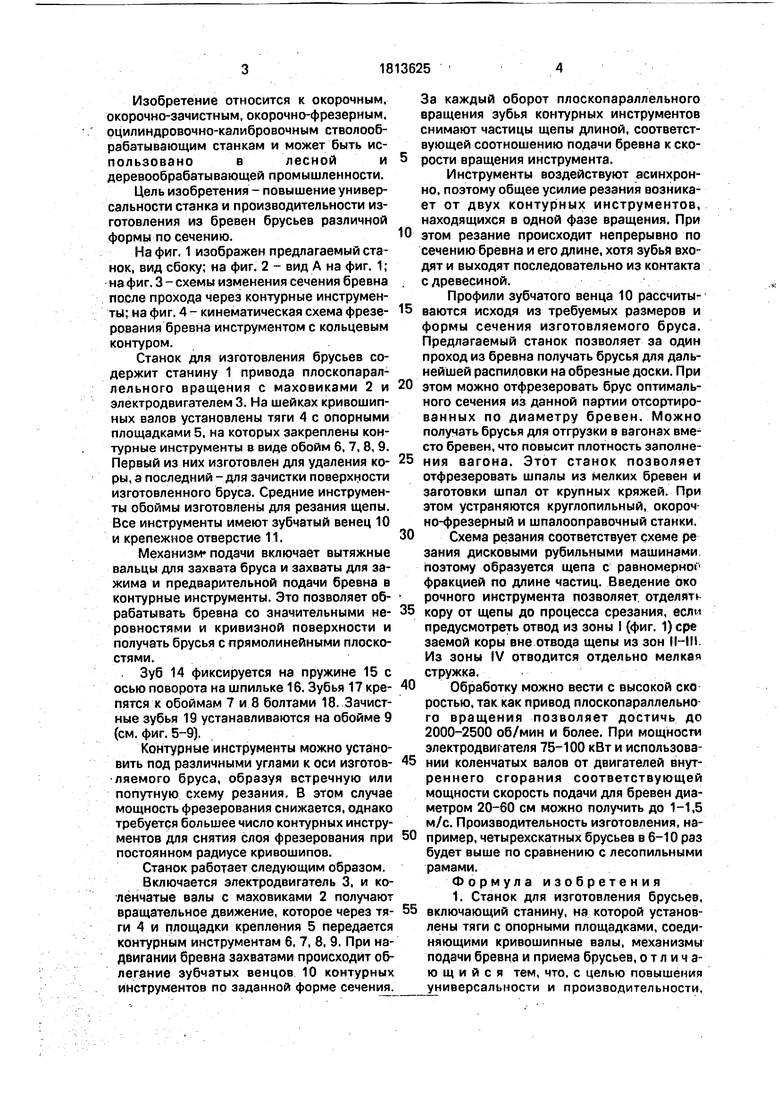
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ БРУСЬЕВ | 2005 |
|
RU2286872C2 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |
| ЛЕСОПИЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 1992 |
|
RU2054351C1 |
| Станок для продольной обработки лесоматериалов | 1990 |
|
SU1752548A1 |
| СТАНОК ДЛЯ РАСПИЛОВКИ БРЕВЕН И БРУСЬЕВ | 1993 |
|
RU2042504C1 |
| РАСПИЛОВОЧНЫЙ СТАНОК | 2005 |
|
RU2286871C2 |
| Окорочно-зачистной станок роторного типа | 1980 |
|
SU946935A1 |
| Способ получения технологической щепы при обработке комлей бревен и устройство для его осуществления | 1989 |
|
SU1678609A1 |
| Способ переработки бревен и брусьев на обрезные пиломатериалы и технологическую щепу | 1991 |
|
SU1819211A3 |
| Устройство для оцилиндровки бревен | 1981 |
|
SU1061998A1 |
Использование: в лесопильной промышленности. Сущность изобретения: кривошипные валы расположены вдоль направления подачи брёвна. На тягах 4 кривошипов последовательно расположены контурные инструменты в виде обойм 6, 7, 8,9 с профилями, переходящими от круглой формы к форме сечения изготовляемого бруса. 1 з. п. ф-лы, 9 ил.
titfA
Фиг. 2
Фиг4
t fj
фи. 5
дидВ
фиг.В
| Лесопильная рама | 1983 |
|
SU1121135A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
