Изобретение относится к электродуговой сварке.
Цель изобретения - расширение технологических возможностей источника питания для дуговой сварки в защитных газах при улучшении качества шва при однопроходной сварке как легкотекучих сталей, так и цветных металлов и их .сплавов.
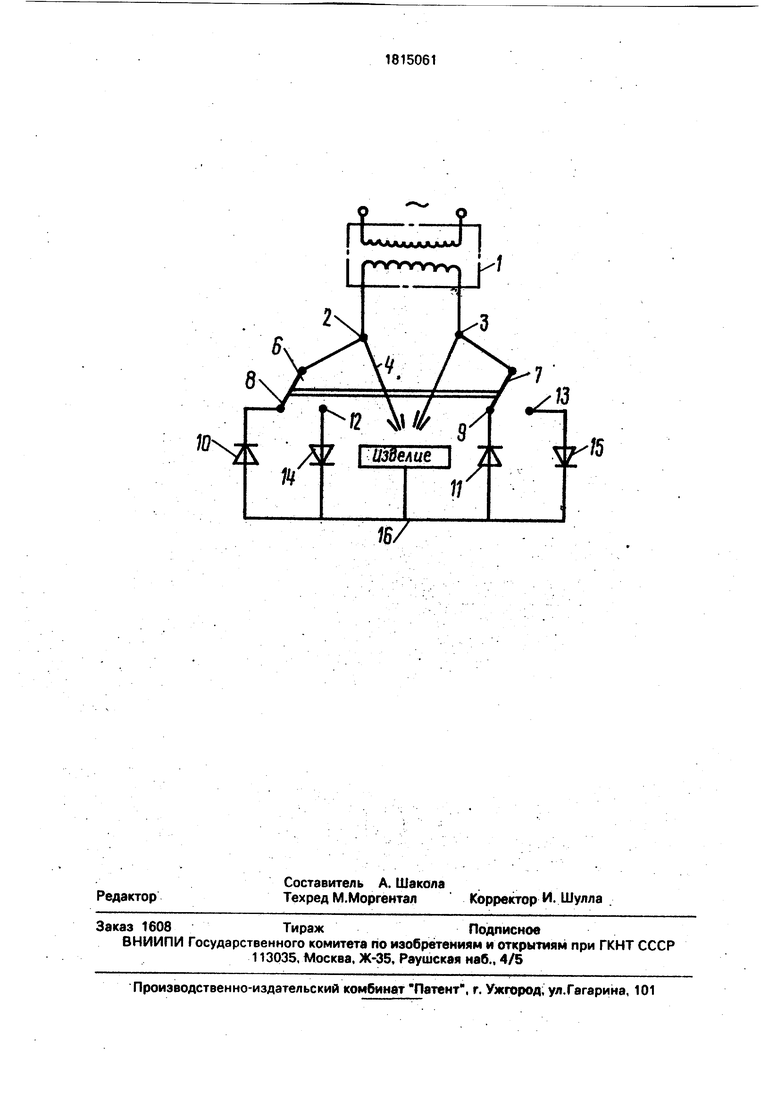
На чертеже представлена схема источника питания для дуговой сварки в защитных газах двухэлектродной горелкой.
Источник питания для дуговой сварки в защитных газах двухэлектродной горелкой содержит однофазный трансформатор 1, к вторичной обмотке 2 и 3 которого подключены электроды двухэлектродной горелки 4 и 5. К фазам вторичной обмотки 2 и 3 подключены через ножи 6 и 7 двухполюсного переключателя к контактам 8 и 9 катоды диодов 10 и 11, а к контактам 12 и 13 аноды диодов 14 и 15, при этом вторые концы указанных диодов выведены на клемму 16, подключаемую к свариваемому изделию, при этом ножи 6 и 7, например, выполнены в виде двухполюсного переключателя с разрывными контактами.
Источник питания работает следующим образом.
Например, необходимо провести сварку высокотекучих среднелегированных сталей. Для этого рычаг двухполюсного переключателя поворачивается так, что ножи 6 и 7 замыкаются на контактах 12 и 13, при этом катоды диодов 14 и 15 подключены к изделию через клемму 16. Подается защитный газ в сопло горелки. Включается трансформатор. Замыкаются кратковременно, например, угольным электродом концы неплавящихся электродов 4, 5 и между ними горит независимая (косвенная) дуга. Цепь протекания тока в данном случае независима от знака напряжения на зажимах вторичной обмотки 2 и 3 трансформатора 1. при этом ток проходит от выводя вторичной
И
00
ел о х
мотки 2, через электрод горелки 4, через дуговой промежуток между электродами 4, 5 и далее к выводу вторичной обмотки 3. При приближении горелки к изделию, в режиме сварки, образуется дополнительный контур протекания тока. В данном случае при сварке высокотекучих сталей с положительным потенциалом на них, в зависимости от знака напряжения на зажимах вторичной обмотки 2 и 3, при положительной полуволне на- пряжения на начале 2 вторичной обмотки 2 и 3 цепь протекания тока - начало вторичной обмотки 2, далее электрод 4, дуговой промежуток, на электрод 5 и далее на конец 3 вторичной обмотки. Но от начала 2 вторич- ной обмотки (по закону Кирхгофа) ток потечет через замкнутый нож б с клеммой 12, через диод 14 на изделие через дуговой промежуток на электрод 5 и далее на конец 3 вторичной обмотки. А при отрицательной полуволне напряжения на начале 2 вторичной обмотки цепь протекания .тока будет от конца 3 вторичной обмотки, далее через электрод 5, дуговой промежуток и на электрод 4 А далее к началу 2 вторичной обмотки. Но от конца 3 ток потечет через замкнутый нож 7 с клеммой 13, диод 15, далее через клемму 16 на изделие, затем через дуговой промежуток на электрод 4 и к началу 2 вторичной обмотки. В этом случае свариваемое изделие находится через клемму 16 под положительным потенциалом..
Например, ведется сварка цветных металлов и их сплавов, При этом изделие должно находиться под отрицательным по- тенциалом. Поэтому рычаг переключателя поворачивается так, что ножи 6 и 7 замыкаются на контактах 8 и 9, при этом аноды диодов 1б и 11 подключены к изделию через клемЦП 6, источник питания работает. Между электро- дами 4 и 5 горит независимая (косвенная) дуга в токе защитного газа. При приближении среза горелки к изделию замкнутого на контакт 16 источника образуются дополнительные контура протекания тока. Так при положительной полуволне напряжения на начале 2 вторичной обмотки цепь протекания тока будет от начала 2 вторичной обмотки, электрод 4, далее дуговой промежуток на электрод 5, на конец 3 вторичной обмотки. И
одновременно ток потечет с электрода 4, через дуговой промежуток на изделие от клеммы 16, далее через анод 11 диода, клемму 9 с замкнутым ножом 7 и далее на конец 3 вторичной обмотки. При положительной полуволне напряжения на конце 3 вторичной обмотки цепь протекания тока будет от конца 3 на электрод 5. далее дуговой промежуток, на электрод 4 и на начало 2 вторичной обмотки, Одновременно ток потечет от электрода 5 через дуговой промежуток на изделие, соединенное с клеммой 16,через диод 10, клемму 8 с замкнутым ножом 6 переключателя на начало 2 вторичной обмотки. В этом случае свариваемое изделие, соединенное с клеммой 16 находится под отрицательным потенциалом. Например, для проведения сварки данного материала использовали сварочный источник с регулируемым рассеянием, сварочный ток которого 300 А, толщина сплава АМг-б была 6 мм, электроды в двухэлектродной горелке ставала 3 мм, диоды в схеме была типа В 200. При зажигании независимой дуги в токе аргона, ток, протекающий через дугу был равен 100 А при напряжении на дуге 11 В. При проведении сварки, ток в каждом из электродов был равен 150-200 А.
Ф о р м у л а и з о б р е те н и я Источник питания для дуговой сварки в защитных газах двухэлектродной горелкой, содержащий однофазный трансформатор, четыре диода и коммутатор, причем аноды первого и второго диодов подключены к выходной клемме источника, отличающийся тем, что, с целью расширения технологи- ческих возможностей источника при улучшении качества сварного шва, коммутатор выполнен в виде двух двухполюсных переключателей, к подвижным клеммам которых подключены начало и конец вторичной обмотки трансформатора, а также первый и второй электроды соответственно, причем к первым неподвижным клеммам переключателей присоединены катоды первого и второго диодов соответственно, а к вторым неподвижным клеммам переключателей присоединены аноды третьего и четвертого диодов соответственно, катоды коУорых подключены к выходной клемме источника.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для сварки на переменном токе | 1982 |
|
SU1076226A1 |
| Источник питания для дуговой сварки | 1989 |
|
SU1731512A1 |
| Устройство для дуговой сварки переменным током | 1980 |
|
SU935225A1 |
| Устройство для дуговой сварки | 1981 |
|
SU1017446A1 |
| Устройство для включения-выключения сварочного трансформатора | 1990 |
|
SU1808558A1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| Устройство для дуговой сварки | 1981 |
|
SU967712A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| Источник питания для дуговой сварки | 1991 |
|
SU1834761A3 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
Использование: изобретение относится к электродуговой сварке. Сущность изобретения: источник питания для дуговой сварки в защитных газах двухэлектродной горелкой содержит однофазный трансформатор, в сварочную цепь которого подключены электроды двухэлектродной горелки. К одной из фаз сварочной цепи подключено изделие. В разрыв цепи включены диоды параллельно через переключатель разной полярностью по отношению к изделию. Переключателями производят подключение каждого из двух диодов от двух фаз с одинаковой полярностью по отношению к изделию. 1 ил.
| One -Sided Welding of High-Yield Steels | |||
| Welding Journal, M 7, 1988, c | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Сварочный дроссель | 1978 |
|
SU694308A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное устройство | 1990 |
|
SU1706795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
