ел
С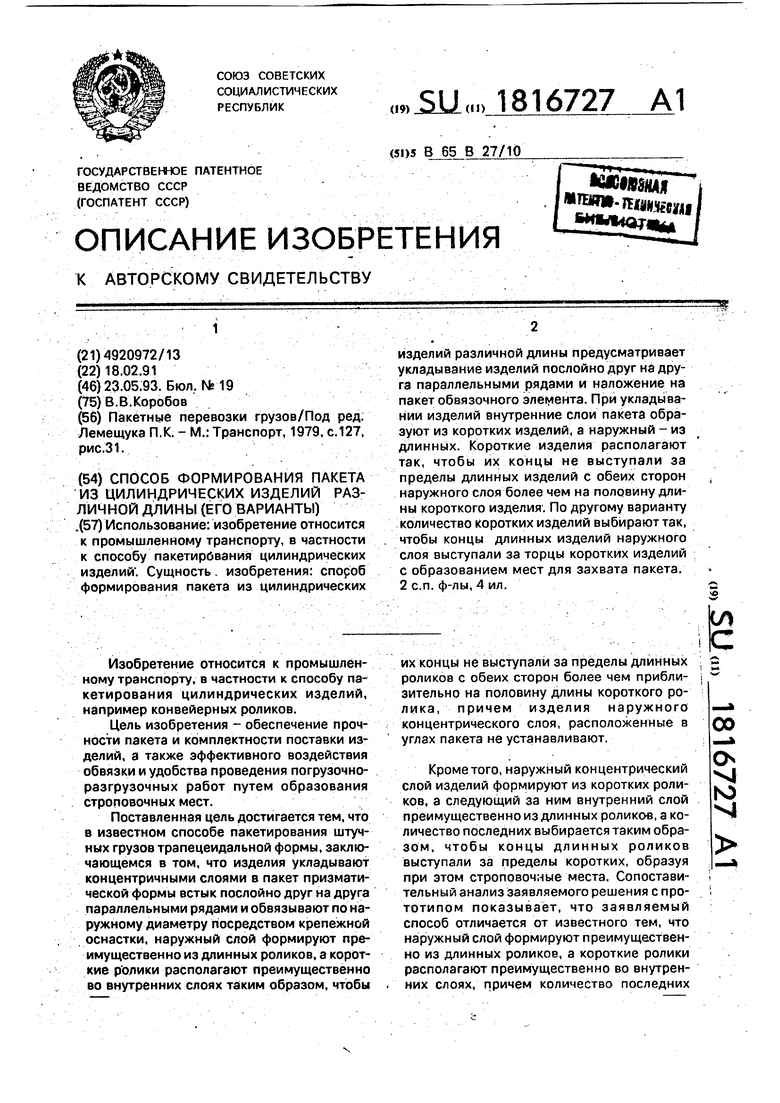
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования пакета цилиндрических изделий | 1988 |
|
SU1654177A1 |
| СПОСОБ ПАКЕТИРОВАНИЯ КИРПИЧЕЙ И ПАКЕТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1999 |
|
RU2191723C2 |
| Способ формирования пакета изделий | 1986 |
|
SU1449489A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ | 2015 |
|
RU2587453C1 |
| Агрегат для пакетирования изделий | 1990 |
|
SU1761502A1 |
| Способ изготовления и пакетирования стеновых камней | 1990 |
|
SU1789432A1 |
| Способ пакетирования цилиндрических изделий | 1989 |
|
SU1742137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ | 2014 |
|
RU2571794C1 |
| Способ пакетирования изделий со сквозными отверстиями для бесподдонной транспортировки | 1988 |
|
SU1684195A1 |
| Поддон для пакетирования штучных грузов | 1988 |
|
SU1567452A1 |
Изобретение относится к промышленному транспорту, в частности к способу па кетирования цилиндрических изделий, например конвейерных роликов.
Цель изобретения - обеспечение прочности пакета и комплектности поставки изделий, а также эффективного воздействия обвязки и удобства проведения погрузочно- разгрузочных работ путем образования строповочных мест.
Поставленная цель достигается тем, что в известном способе пакетирования штучных грузов трапецеидальной формы, заключающемся в том, что изделия укладывают концентричными слоями в пакет призматической формы встык послойно друг на друга параллельными рядами и обвязывают по наружному диаметру посредством крепежной оснастки, наружный слой формируют преимущественно из длинных роликов, а короткие ролики располагают преимущественно во внутренних слоях таким образом, чтобы
их концы не выступали за пределы длинных роликов с обеих сторон более чем приблизительно на половину длины короткого ролика, причем изделия наружного концентрического слоя, расположенные в углах пакета не устанавливают.
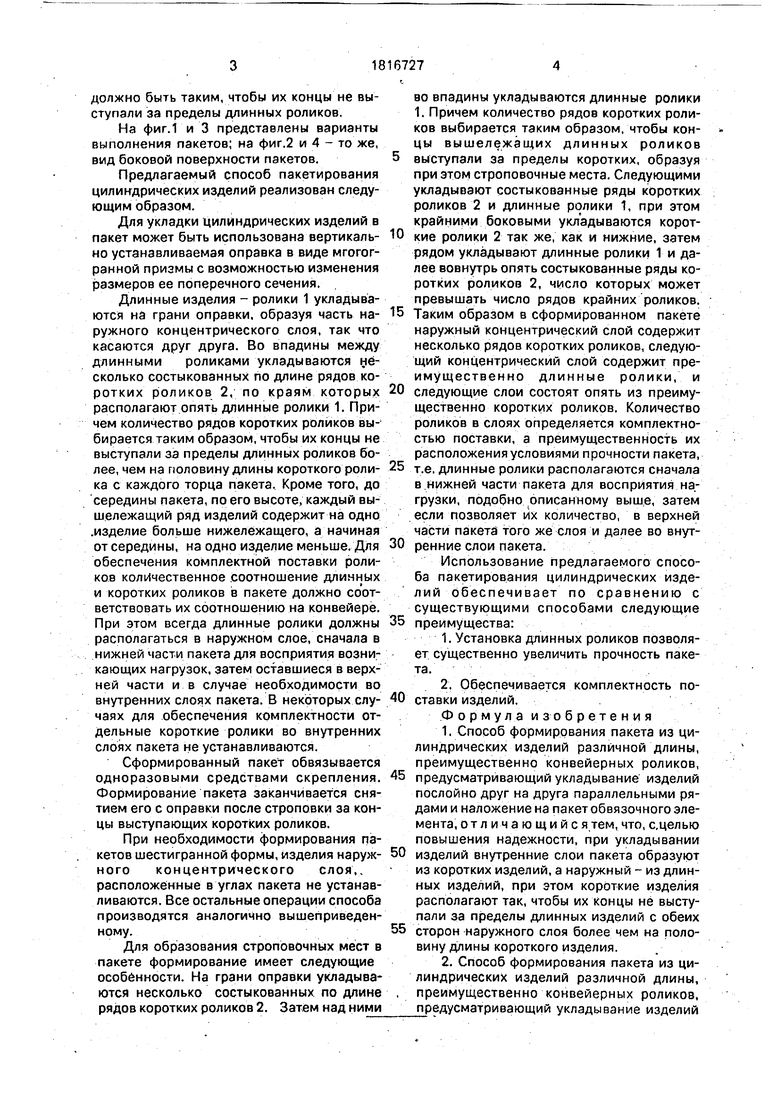
Кроме того, наружный концентрический слой изделий формируют из коротких роликов, а следующий за ним внутренний слой преимущественно из длинных роликов, а количество последних выбирается таким образом, чтобы концы длинных роликов выступали за пределы коротких, образуя при этом строповочные места. Сопоставительный анализ заявляемого решения с про- тотипом показывает, что заявляемый способ отличается от известного тем, что наружный слой формируют преимущественно из длинных роликов, а короткие ролики располагают преимущественно во внутренних слоях, причем количество последних
00
( VI
К) Si
должно быть таким, чтобы их концы не выступали за пределы длинных роликов.
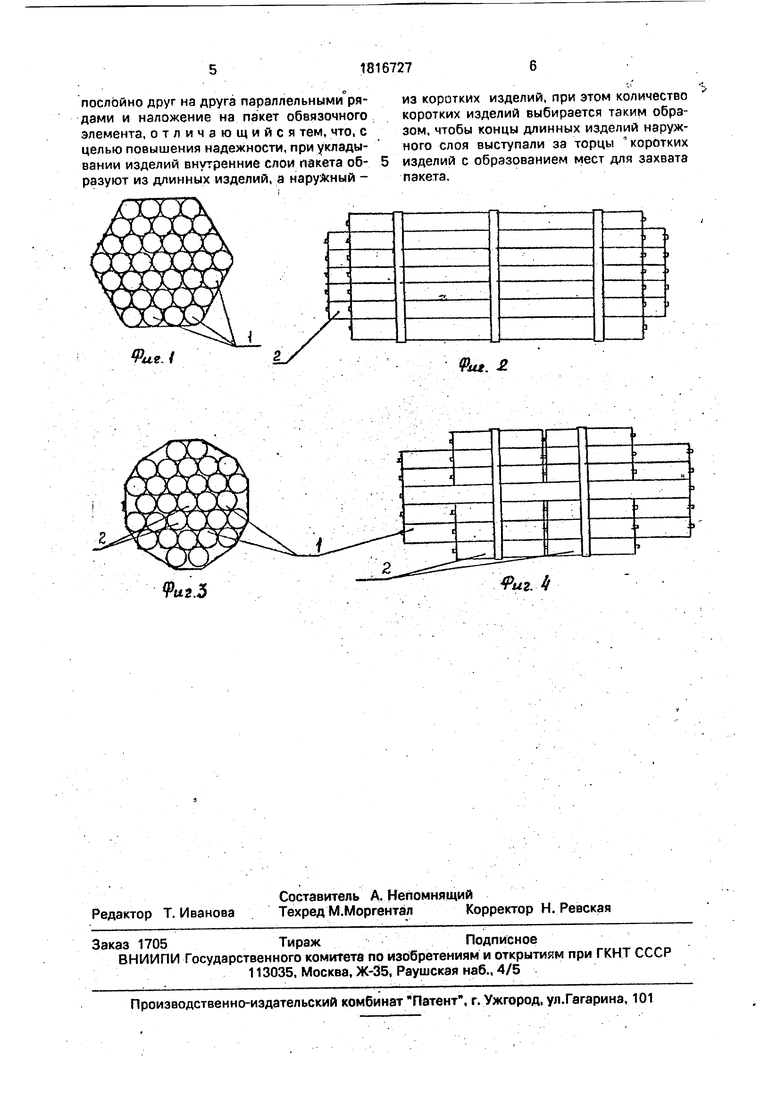
На фиг.1 и 3 представлены варианты выполнения пакетов; на фиг.2 и 4 - то же, вид боковой поверхности пакетов.
Предлагаемый способ пакетирования цилиндрических изделий реализован следующим образом.
Для укладки цилиндрических изделий в пакет может быть использована вертикально устанавливаемая оправка в виде мгогог- ранной призмы с возможностью изменения размеров ее поперечного сечения.
Длинные изделия - ролики 1 укладываются на грани оправки, образуя часть наружного концентрического слоя, так что касаются друг друга. Во впадины между длинными роликами укладываются несколько состыкованных по длине рядов коротких роликов 2, по краям которых располагают опять длинные ролики 1. Причем количество рядов коротких роликов выбирается таким образом, чтобы их концы не выступали за пределы длинных роликов более, чем на половину длины короткого ролика с каждого торца пакета. Кроме того, до середины пакета, по его высоте, каждый вышележащий ряд изделий содержит на одно .изделие больше нижележащего, а начиная от середины, на одно изделие меньше. Для обеспечения комплектной поставки роликов количественное соотношение длинных и коротких роликов в пакете должно со от- ветствовать их соотношению на конвейере. При этом всегда длинные ролики должны располагаться в наружном слое, сначала в нижней части пакета для восприятия возникающих нагрузок, затем оставшиеся в верхней части ив случае необходимости во внутренних слоях пакета. В некоторых случаях для обеспечения комплектности отдельные короткие ролики во внутренних слоях пакета не устанавливаются.
Сформированный пакет обвязывается одноразовыми средствами скрепления. Формирование пакета заканчивается снятием его с оправки после строповки за концы выступающих коротких роликов.
При необходимости формирования пакетов шестигранной формы, изделия наружного концентрического слоя,, расположённые в углах пакета не устанавливаются. Все остальные операции способа производятся аналогично вышеприведенному.
Для образования строповочных мест в пакете формирование имеет следующие особенности. На грани оправки укладываются несколько состыкованных по длине рядов коротких роликов 2. Затем над ними
0
5
0
5
0
5
0
5
0
5
во впадины укладываются длинные ролики 1. Причем количество рядов коротких роликов выбирается таким образом, чтобы концы вышележащих длинных роликов выступали за пределы коротких, образуя при этом строповочные места. Следующими укладывают состыкованные ряды коротких роликов 2 и длинные ролики 1, при этом крайними боковыми укладываются короткие ролики 2 так же, как и нижние, затем рядом укладывают длинные ролики 1 и далее вовнутрь опять состыкованные ряды коротких роликов 2, число которых может превышать число рядов крайних роликов. Таким образом в сформированном пакете наружный концентрический слой содержит несколько рядов коротких роликов, следующий концентрический слой содержит преимущественно длинные ролики, и следующие слои состоят опять из преимущественно коротких роликов. Количество роликов в слоях определяется комплектностью поставки, а прёимущественность их расположения условиями прочности пакета, т.е. длинные ролики располагаются сначала в нижней части пакета для восприятия нагрузки, подобно описанному выше, затем если позволяет их количество, в верхней части пакета того же слоя и далее во внутренние слои пакета.
Использование предлагаемого способа пакетирования цилиндрических изделий обеспечивает по сравнению с существующими способами следующие преимущества:
Формула изобретения
послойно друг на друга параллельными рядами и наложение на пакет обвязочного элемента, отличающийся тем, что, с целью повышения надежности, при укладыиз коротких изделий, при этом количество коротких изделий выбирается таким образом, чтобы концы длинных изделий наружного слоя выступали за торцы коротких
вании изделий внутренние слои пакета об- 5 изделий с образованием мест для захвата разуют из длинных изделий, а наружный - пакета.
из коротких изделий, при этом количество коротких изделий выбирается таким образом, чтобы концы длинных изделий наружного слоя выступали за торцы коротких
Put. Ј
| Пакетные перевозки грузов/Под ред | |||
| Лемещука П.К | |||
| - М.: Транспорт, 1979, с.127, рис.31. |
