4
4
СО 00 ю
: Изобретение относится к пакетным пере- озкам, а именно к снособам формирования пакета изделий.
Цель изобретения - повышение емкости пакета.
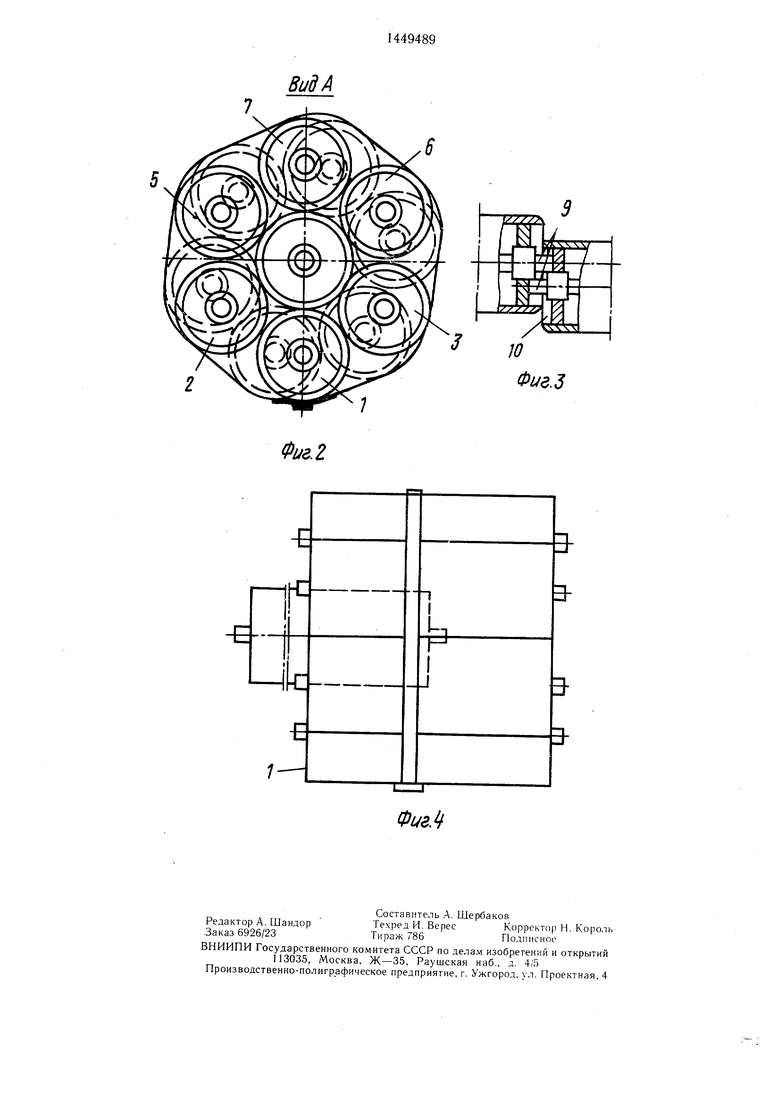
На фиг. 1 представлен пакет изделий; на фиг. 2 - вид А на фиг. 1; на фиг. 3 -- сое- Цинение торцовых частей изделий в пакете; На фиг. 4 - группа изделий. i Группа изделий представляет собой цилиндр или призму, образованные концен- рическими слоями изделий равной длины, ложенными вокруг внутреннего изделия в центре группы.
Сборку группы осуществляют укладкой
ижних издел ий 1-3 внешнего конценТричес- ,, когоТлояТв oTopol oHO находитсГн Гт його слоя. Вдоль продольной оси пакета щину выступающей части 9 и передвигается
10
Способ формирования пакета может быть реализован также установкой групп вплот ную друг к другу торцовыми поверхнос тями. Затем последовательно или одновременно смещают один относительно другого слои путем приложения горизонтальных усилий к торцовым поверхностям внутренних смещаемь1х слоев. Смещение производится приблизительно на половину длины изделия. Результатом такого смещения является соединение групп изделий в пакет.
При пакетировании изделий с выступающими частями 9, например конвейерных роликов, каждое изделие, кроме внутреннего, передвигается по окружности концентричес зделия укладывают встык друг другу. Коичество рядов изделий по продольной оси
ыбирается из условия требуемого объема.1атем укладывают изделие 4 в центр групы со смещением его приблизительно на поовину длины относительно предыдущего
слоя. Завершают формирование укладкой
боковых 5 и 6 и верхних 7 изделий. Скреп |ение группы производится обвязкой 8 кажД|ого ряда изделий.
I Способ формирования пакета реализует- 5 ей соединением групп изделий, на торцовой пЬверхности которых образованы выступы и вЬадинь за счет смещения внутреннего слоя и зделий. Для этого сборку пакета начинащину выступающей части 9 и передвигается в торцовом направлении в сторону изделия смежной группы. При этом выступающие части 9 и полости подшипниковых узлов 10 на торцах изделий совмещаются, обеспечи- 20 вая больщую плотность пакета.
Формула изобретения
Способ формирования пакета изделий, включающий формирование групп изделий путем укладки их рядами по окружности в поперечном сечении в каждой группе с образованием плоских торцовых поверхностей концами изделий наружных рядов, обвязку каждой группы и последующее соединение
J J,- - - ччтппа-i a/i AVJM ipyjiiibi И иоследующее соединение
I nLtr необходимого групп изделий с совмещением их торцовых количества rnvnn. котопыр чятрм пйт,оп,цс, ., „
к|)личества групп, которые затем объединя- фся в пакет. При этом в каждой группе о|1ин слой смещается относительно предыду- Цего приблизительно на половину длины ийделий.
поверхностей изделий смежных групп, отличающийся тем, что, с целью повышения емкости пакета, в каждой группе внутренний ряд изделий после обвязки этой группы смещают в осевом направлении с образоваТа,.м.« л.ifji в осевом направлении с образова1аким образом, на торцовых поверхнос- . нием на одной и другой торцовых повеох- : каждой группы с одной стороны обоазу- ностях СОПТНРТГТ«РИ/П pnc-nL., „ ° f
,.д7- - J- --,-- Л.ll4 1J V L yVIlV V
Tifix каждой группы с одной стороны образу- фся выступы, а с другой - впадины.
Формирование пакета осуществляется пу- TtfM совмещения выступов и впадин рядом Iрупи изделий.
ностях соответственно впадины и выступа, а при этом соединение групп изделий осуществляют путем размещения выступов каждой группы изделий во впадине смежной с ней группы изделий.
когоТлояТв oTopol oHO находитсГн Гт щину выступающей части 9 и передвигается
Способ формирования пакета может быть реализован также установкой групп вплотную друг к другу торцовыми поверхностями. Затем последовательно или одновременно смещают один относительно другого слои путем приложения горизонтальных усилий к торцовым поверхностям внутренних смещаемь1х слоев. Смещение производится приблизительно на половину длины изделия. Результатом такого смещения является соединение групп изделий в пакет.
При пакетировании изделий с выступающими частями 9, например конвейерных роликов, каждое изделие, кроме внутреннего, передвигается по окружности концентрическогоТлояТв oTopol oHO находитсГн Гт щину выступающей части 9 и передвигается
щину выступающей части 9 и передвигается в торцовом направлении в сторону изделия смежной группы. При этом выступающие части 9 и полости подшипниковых узлов 10 на торцах изделий совмещаются, обеспечи- вая больщую плотность пакета.
Формула изобретения
Способ формирования пакета изделий, включающий формирование групп изделий путем укладки их рядами по окружности в поперечном сечении в каждой группе с образованием плоских торцовых поверхностей концами изделий наружных рядов, обвязку каждой группы и последующее соединение
ipyjiiibi И иоследующее соединение
групп изделий с совмещением их торцовых ., „
групп изделий с совмещением их торцовых ., „
поверхностей изделий смежных групп, отличающийся тем, что, с целью повышения емкости пакета, в каждой группе внутренний ряд изделий после обвязки этой группы смещают в осевом направлении с образова.ifji в осевом направлении с образованием на одной и другой торцовых повеох- ностях СОПТНРТГТ«РИ/П pnc-nL., „ ° f
нием на одной и другой торцовых повеох- ностях СОПТНРТГТ«РИ/П pnc-nL., „ ° f
ностях соответственно впадины и выступа, а при этом соединение групп изделий осуществляют путем размещения выступов каждой группы изделий во впадине смежной с ней группы изделий.
В ид А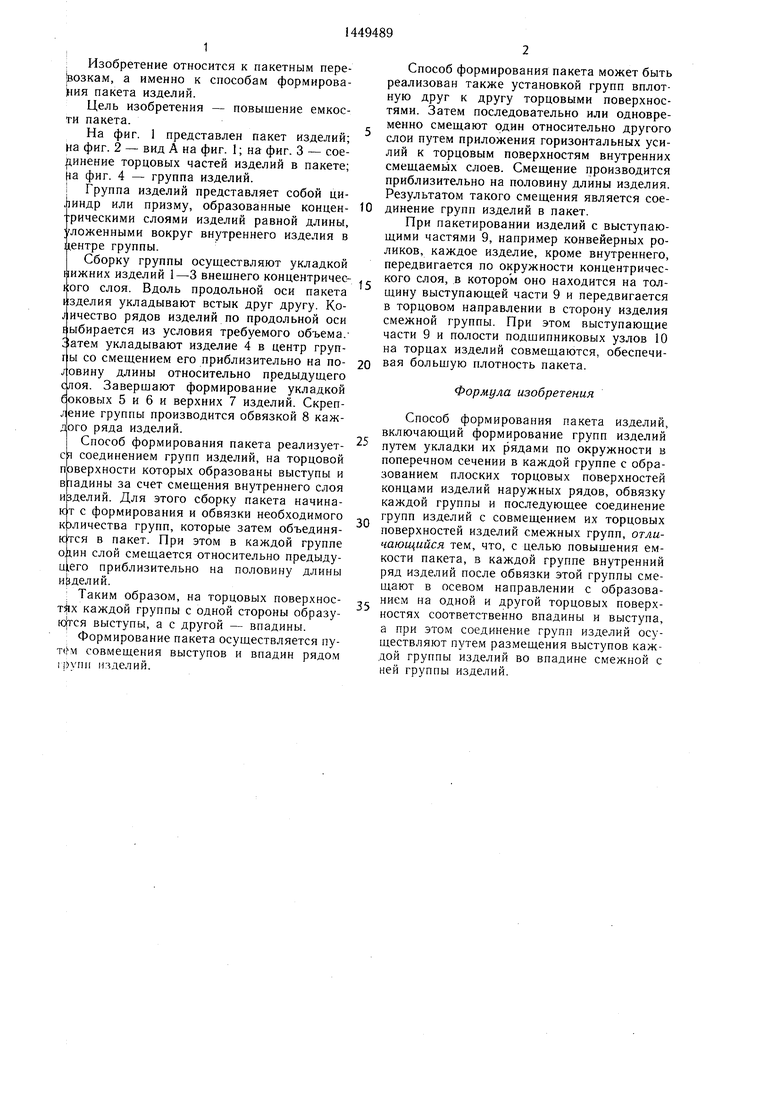
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования пакета из цилиндрических изделий | 1979 |
|
SU897674A1 |
| Способ обвязки пакета изделий | 1986 |
|
SU1428664A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПЛИТЫ ДЛЯ ДОРОЖНОГО СТРОИТЕЛЬСТВА | 2024 |
|
RU2832534C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| Способ формирования пакета цилиндрических изделий | 1988 |
|
SU1654177A1 |
| Способ обвязки пакета цилиндрических изделий | 1987 |
|
SU1437297A1 |
| ПАКЕТ КОНТАКТНЫХ ЭЛЕМЕНТОВ, КОНТАКТНОЕ УСТРОЙСТВО И ПЕРЕКРЁСТНОТОЧНАЯ НАСАДОЧНАЯ КОЛОННА С ИХ ИСПОЛЬЗОВАНИЕМ | 2020 |
|
RU2751768C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| Способ садки кирпича | 1990 |
|
SU1787793A1 |
| Способ формирования пакета из цилиндрических изделий различной длины (его варианты) | 1991 |
|
SU1816727A1 |
Изобретение касается пакетны.х перевозок. Цель изобретения - повышение емкости пакета. Формирование групп осуществляют укладкой нижних изделий внешних слоев. Вдоль продольной оси изделия укладывают встык друг другу. Затем укладывают изделие 4 внутрь группй со смещением его приблизительно на половину длины относительно предыдуш.его слоя. Завершают формирование групп укладкой боковых верхних изделий, а скрепление производится обвязкой 8. Формирование пакета осуш,ествля- ют соединением групп с оборудованными на торцовой поверхности за счет смещения изделий выступов и впадин, которые совме- Ш1аются при соединении смежных групп. Также группы изделий цилиндрической формы соединяются в пакет смещением внутреннего слоя относительно друг друга путем приложения к смещаемым слоям горизонтальных усилий. При сборке изделий с выступающими частями на торцах изделия смещаются по окружности для большей компактности пакета. 4 ил. (О (Л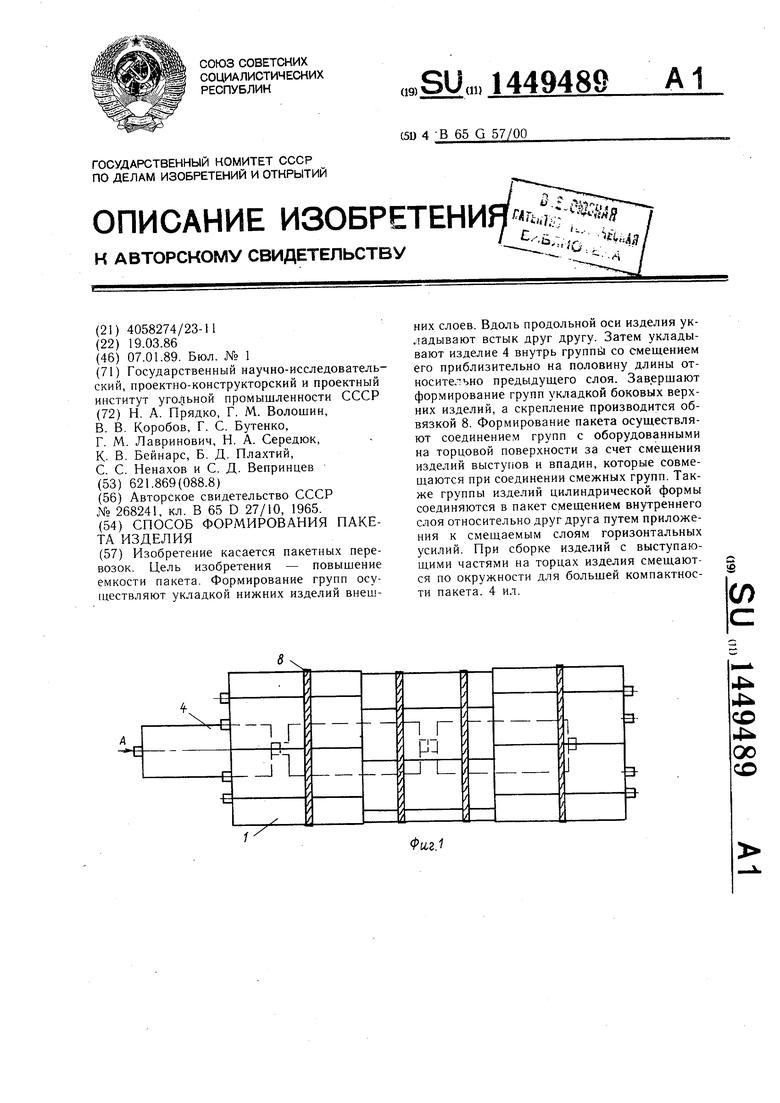
Фиг. 2
/
ю Фиг.:5
| 0 |
|
SU268241A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
