Изобретение относится к сварке давлением с подогревом и может быть использовано в различных отраслях промышленности.
Целью изобретения является повышение качества сварного соединения, интенсификация процесса путем исключения несплошностей и увеличения скорости диффузии в зоне соединения и экономия металла путем снижения припуска на последующую механическую обработку.
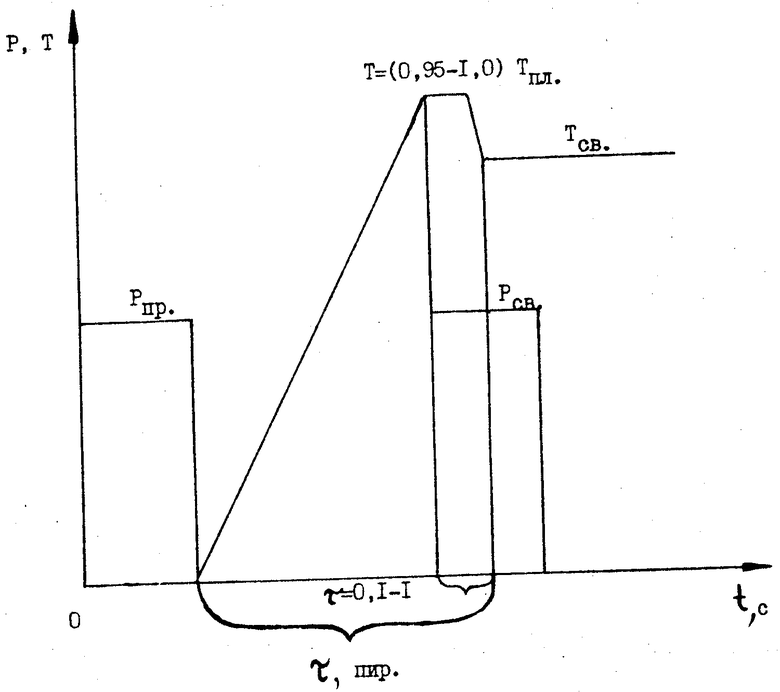
На чертеже показан график изменения сварочного давления и температуры в зависимости от времени процесса.
Способ осуществляют следующим образом. На свариваемые поверхности соединяемых деталей наносят поверхностно-активное защитное вещество, детали предварительно нагружают усилием Рпр. (см.чертеж), затем нагрузку снимают и осуществляют высокотемпературный нагрев до температуры сварки Тсв. в течение времени τпир, соответствующего пиролизу поверхностно-активного вещества. В процессе пиролиза температуру в зоне соединения повышают до 0,095-1,0 температуры плавления более легкоплавкого металла и поддерживают ее в течение 0,1-1,0 с. Температуру нагрева увеличивают импульсами тока мощностью 100-500 А/мм2. Затем детали сдавливают, температуру снижают до температуры сварки и осуществляют изотермическую выдержку.
Благодаря кратковременному увеличению температуры свариваемых поверхностей в процессе пиролиза до 0,95-1,0 температуры плавления более легкоплавкого металла снижаются пластические свойства материала (эффект Ребиндера), что приводит к резкому возрастанию скорости деформирования микрошероховатостей и приконтактных объемов металлов, обеспечивая интенсивную миграцию границы раздела и увеличение скорости диффузии, что способствует интенсификации процесса, повышению качества соединения за счет исключения несплошностей и локализации деформации, позволяя уменьшить объем последующей обработки и снизить расход металла.
Уменьшение температуры кратковременного нагрева до менее 0,95 Тпл. резко снижает деформационную способность контактирующих поверхностей и, как следствие, приводит к увеличению времени сварки. Повышение температуры нагрева до более 1,0 Тпл. приводит к увеличению остаточной деформации, неоправданному расходу металла и возможности образования внутренних несплошностей. Уменьшение времени увеличения температуры свариваемых поверхностей до менее 0,1 с не позволяет в достаточной мере интенсифицировать процесс сварки, а его увеличение до более 1,0 с приводит к резкому возрастанию деформации и дополнительному расходу металла (при сварке металлов с карбидной составляющей возможно выпадение карбидов по границе зерен, что резко снижает физико-механические свойства соединения).
Кратковременное увеличение температуры в стыке импульсами тока плотностью 100-500 А/мм2 способствует дополнительной подвижности электронных оболочек атомов и их объемному взаимодействию. При плотности тока меньше 100 А/мм2 не обеспечивается повышение температуры до необходимой величины. Нагрев током плотностью более 700 А/мм2 экономически нецелесообразен.
П р и м е р. Производили сварку стали Р6М5 со сталью 45. На свариваемые поверхности деталей наносили поверхностно-активное защитное вещество (эпоксидная смола + 10% никроклетчатки). Детали сжимали и нагревали со скоростью более 200оС/с, за время пиролиза поверхностно-активного защитного покрытия до температуры 0,95 температуры плавления ст. 45, выдерживали 1 с, затем температуру снижали до температуры сварки 1100-1150оС и осуществляли изотермическую выдержку путем импульсного нагрева и приложения импульсов давления. При этом нагрев с температуры 1100оС (0,7 Тпл.) до температуры 0,95 Тпл. стали 45 осуществляют импульсами тока 500 А/мм2 за время 0,1 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением и машина для его осуществления | 1987 |
|
SU1682090A1 |
| Способ сварки давлением | 1985 |
|
SU1278162A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ | 1991 |
|
RU2025241C1 |
| Способ сварки давлением | 1989 |
|
SU1660311A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2231432C1 |
| Способ сварки давлением | 1983 |
|
SU1219297A1 |
| Способ сварки давлением | 1979 |
|
SU975284A2 |
| Способ сварки давлением с подогревом | 1985 |
|
SU1286374A1 |
| Способ диффузионной сварки металлов | 1986 |
|
SU1409437A1 |
Изобретение относится к сварке давлением с подогревом и может быть использовано в различных отраслях промышленности. Цель повышение качества сварного соединения, интенсификация процесса путем исключения несплошностей, увеличение скорости диффузии в зоне соединения и экономия металла путем снижения припуска на последующую механическую обработку. На свариваемые поверхности соединяемых деталей наносят поверхностно-активное защитное вещество. Детали предварительно сдавливают, затем нагрузку снимают и осуществляют высокотемпературный нагрев до температуры сварки в течение времени, соответствующего пиролизу поверхностно-активного вещества. В процессе пиролиза температуру в зоне соединения повышают до 0,95 1,0 Tпл более легкоплавкого металла и поддерживают ее в течение 0,1 1,0 с. Температуру нагрева увеличивают импульсами тока плотностью 100 500 A/мм2 Затем детали сдавливают, температуру снижают до температуры сварки и осуществляют изотермическую выдержку. В процессе пиролиза резко возрастает скорость деформирования микрошероховатостей и приконтактных объемов металла, обеспечивается интенсивная миграция границы раздела и увеличение скорости диффузии. 1 з. п. ф-лы, 1 ил.
| Способ сварки давлением | 1985 |
|
SU1278162A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
