Изобретение относится к диффузионной сварке в вакууме и может быть использовано во многих отраслях промышленности.
Известен способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов, при котором перо и перпендикулярные ему полки и цапфу устанавливают с предварительным сжатием между ограничительными элементами оснастки, нагревают их до температуры ниже температуры полиморфного превращения свариваемого материала, сдавливают и осуществляют изотермическую выдержку, сжатие осуществляют упругим элементом, а нагрев осуществляют только зоны соединения (а.с. СССР N 1706811, B 23 K 20/14, 1990 г.).
Недостатком известного способа является возможность появления дефектов в зоне сварного соединения и искажение геометрии сварного соединения.
Наиболее близким по технической сущности является способ диффузионной сварки двух элементов, при котором на одной из свариваемых поверхностей выполняют выступ, узел сдавливают и нагревают, причем деформируемую часть стенки тавра выполняют толщиной, равной 0,8-0,95 ее толщины, а выступ выполняют на полке высотой 0,4-1,0 высоты деформируемой части стенки и шириной, равной толщине этой части (а.с. СССР N 1296342, B 23 K 20/14, 1985 г.).
Недостатком известного способа является возможность появления дефектов в зоне сварного соединения и искажение геометрии сварного соединения.
Задачей изобретения является повышение качества сварного соединения за счет увеличения фактической площади контакта свариваемых поверхностей и обеспечение геометрии свариваемого узла.
Технический результат достигается за счет того, что при диффузионной сварке двух элементов, при которой на одной из свариваемых поверхностей выполняют выступ, узел сдавливают и нагревают, толщину второго свариваемого элемента выполняют толщиной, равной 0,4-0,7 толщины выступа, на торце второго свариваемого элемента предварительно выполняют зону свободной деформации в виде макровыступов, свариваемые поверхности обрабатывают электронным лучом малой мощности, затем увеличивают мощность электронного луча и нагревают выступ до температуры сварки, макровыступы вдавливают на 1,0-1,5 их высоты в выступ, сдавливающее усилие снижают и осуществляют изотермическую выдержку.
Сдавливающее усилие в режиме сверхпластичности снижают до 0,033-0,065 первоначального давления.
Соотношение ширины макровыступа к его высоте составляет (1-3):1.
Известно выполнение на свариваемых деталях зоны свободной деформации, которая позволяет приконтактным объемам металла деформироваться, не оказывая влияния на соседние обработанные поверхности. Отношение основания зоны к высоте составляет 1:10. Обычно стремятся обеспечить максимальную фактическую площадь контакта свариваемых поверхностей, которые не обладают ювенильной поверхностью и имеют микронеровности. (Диффузионная сварка материалов. Справочник, под редакцией Н.Ф.Казакова, М., Машиностроение, 1981, с. 198-200, рис. 6, 7, с. 52).
Известен способ диффузионной сварки, по которому на торцах свариваемых деталей выполняют макровыступы в виде конуса, детали сдавливают и нагревают. Отношение основания к высоте макровыступа составляет (16-20):1. Основным условием является соосное расположение вершин макровыступов (а.с. СССР 1181829, B 23 K 20/14, 1984). Теоретически при контакте элементарный микровыступ, который представляет собой прямой круговой конус, в процессе деформации преобразуется в прямой усеченный конус. В зоне контакта микровыступов возможно образование дефектов (Э.С. Каракозов, Соединение металлов в твердой фазе, М., Металлургия, 1979, с. 45, 76-78, 206-210).
В предлагаемом техническом решении зона свободной деформации выполнена в виде макровыступов на одной из свариваемых поверхностей. Отношение основания макровыступа к высоте составляет (1-3): 1. Это позволяет на первом этапе сварки уменьшить фактическую площадь контакта свариваемых поверхностей и обеспечить пластическую деформацию нагретым приконтактным объемам металла. Приконтактные объемы металла заполняют объемы между макровыступами, при этом увеличивается фактическая площадь контакта свариваемых поверхностей. Оставшиеся микропустоты будут "зарастать" в процессе взаимной диффузии.
Известно, что невысоким нагревом можно освободить поверхность от адсорбированных слоев воды. Сильным нагревом в защитных средах можно испарить окисные пленки (Диффузионная сварка материалов. Справочник, под редакцией Н. Ф.Казакова, М., Машиностроение, 1981, с. 27).
В предлагаемом техническом решении перед сваркой зону стыка обрабатывают электронным лучом малой мощности, нагревая сварной узел до температуры, исключающей пластическое деформирование зоны стыка при заданном усилии сжатия. Данный процесс позволяет очистить зону стыка для сварки. Выполнение зоны свободной деформации в виде макровыступов позволяет обеспечить доступ электронного луча ко всей свариваемой поверхности, очищая и активизируя ее.
При диффузионной сварке осуществляют нагрев свариваемых деталей (Н.Ф.Казаков, Диффузионная сварка в вакууме, М. Машиностроение, 1968, с. 87-97; патент РФ N 1202170, B 23 K 20/14, 1984) или зоны стыка (Н.Ф.Казаков, Диффузионная сварка в вакууме, М., Машиностроение, 1968, с. 98-99, рис. 37; а.с. СССР N 1706811, B 23 K 20/14, 1990). При контакте элементарный микровыступ, который представляет собой прямой круговой конус, в процессе деформации преобразуется в прямой усеченный конус. Оставшиеся микропустоты будут "зарастать" в процессе взаимной диффузии (Э.С.Каракозов, Соединение металлов в твердой фазе, М., Металлургия, 1979, с. 45, 76-78). Величина вдавливания микровыступов не контролируется.
В предлагаемом техническом решении нагревают только одну из свариваемых деталей, вторая остается "холодной". Вдавливание макровыступов на 1,0-1,5 их высоты позволяет контролировать (гарантировать) максимальную фактическую площадь контакта. Удельное давление при вдавливании "холодной" стенки в полку обеспечивает пластическое деформирование приконтактных объемов металла. Макровыступы нагреваются, деформируются и микропустоты сварного шва почти исчезают. После вдавливания макровыступов сдавливающее усилие снижают и дальнейший процесс пластической деформации в контактной зоне проходит в режиме сверхпластичности. Данный прием позволяет исключить нагрев более тонкой стенки и потерю геометрии сварного соединения.
Обычно площади свариваемых поверхностей равны. (а.с. СССР N 1077734, B 23 K 20/14, 1983; патент РФ N 1202170 B 23 K 20/14, 1984; а.с. СССР 1296342, B 23 K 20/14, 1985; а.с. СССР 1708611, B 23 K 20/14, 1990).
В предлагаемом техническом решении толщину стенки выбирают равной 0,4-0,7 толщины выступа. При таком соотношении толщин свариваемых деталей обеспечивается качественная геометрия сварного соединения.
На фиг. 1 - принципиальная схема реализации способа диффузионной сварки двух элементов;
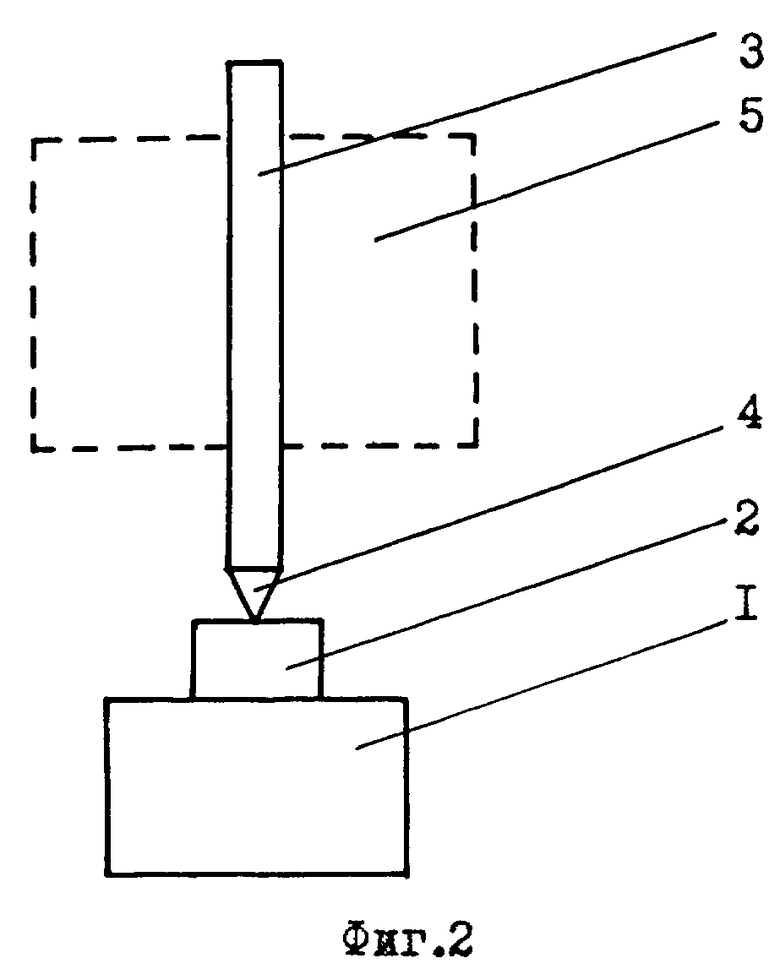
на фиг. 2 - вид А на фиг. 1;
на фиг. 3 - макрошлиф зоны сварки, 10x.
Способ диффузионной сварки двух элементов реализуется следующим образом.
Заготовка содержит полку 1 с выступом 2 и стенку 3. На торце стенки 3 предварительно выполняют зону свободной деформации в виде макровыступов 4 высотой h. Сборку полки 1 и стенки 3 производят в оснастке 5 в вакуумной камере. Макровыступы 4 прижимают к выступу 2.
Для очистки сварного узла от загрязнений и адсорбированных на них газов стык полки 1 и стенки 3 обрабатывают электронным лучом.
После очистки сварного узла от загрязнений и адсорбированных на них газов увеличивают мощность электронного луча и нагревают выступ 2 до температуры сварки. В нагретый выступ 2 вдавливают "холодные" макровыступы 4 на 1,0-1,5 h. Удельное давление при вдавливании "холодной" стенки 3 в полку 2 обеспечивает пластическое деформирование приконтактных объемов метала. Соотношение ширины макровыступа 4 к его высоте составляет (1-3):1, что обеспечивает заполнение свободного пространства между макровыступами 4 нагретым приконтактным объемом металла.
Первый цикл сварки завершен.
После вдавливания макровыступов 4 в выступ 2 на 1,0-1,5 h усилие давления снижают до 0,033-0,065 первоначального давления. Макровыступы 4 при вдавливании в разогретый выступ нагреваются, и происходит совместная деформация зоны соединения в режиме сверхпластичности. Производят изотермическую выдержку.
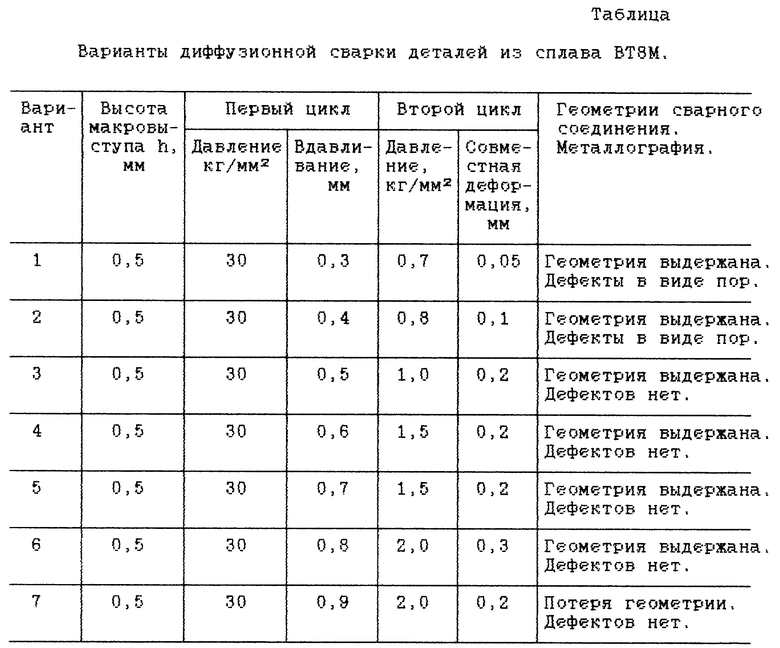
Пример конкретного выполнения. Сваривают детали из сплава ВТ8М. Толщина стенки равна 0,5 толщины выступа. На торце стенки выполнены макровыступы высотой 0,5 мм. Стенку прижимают к полке с усилием 430 кг. Место контакта обрабатывают электронным лучом в течение 15-30 с, не допуская нагрева стенки с макровыступами и полки выше 250-300oC. Затем электронным лучом нагревают выступ до температуры 850-900oC. В выступ вдавливают торец стенки, после чего сдавливающее усилие снижают до 35 кг и осуществляют выдержку при температуре сварки в течение 10 минут.
Сравнительные характеристики вариантов диффузионной сварки приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2167749C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164199C1 |
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087286C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2002 |
|
RU2268811C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2240211C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293635C1 |
| СПОСОБ СОЕДИНЕНИЯ СВИНЦОВЫХ АККУМУЛЯТОРОВ В БАТАРЕЮ | 2002 |
|
RU2229186C2 |
Изобретение может быть использовано при диффузионной сварке в вакууме изделий, содержащих полку и стенку. На одной из свариваемых поверхностей выполняют выступ. Толщина второго элемента должна составлять 0,4 - 0,7 толщины выступа. На его торце предварительно выполняют зону свободной деформации в виде макровыступов. Нагревают свариваемые поверхности путем обработки электронным лучом малой мощности. Затем производят дополнительный нагрев выступа до температуры сварки путем увеличения мощности электронного луча. При приложении усилия макровыступы вдавливают на 1,0-1,5 их высоты в выступ. Затем сдавливающее усилие снижают. За счет увеличения фактической площади контакта свариваемых поверхностей и обеспечения геометрии свариваемого узла повышается качество сварного соединения. 2 з.п. ф-лы, 3 ил., 1 табл.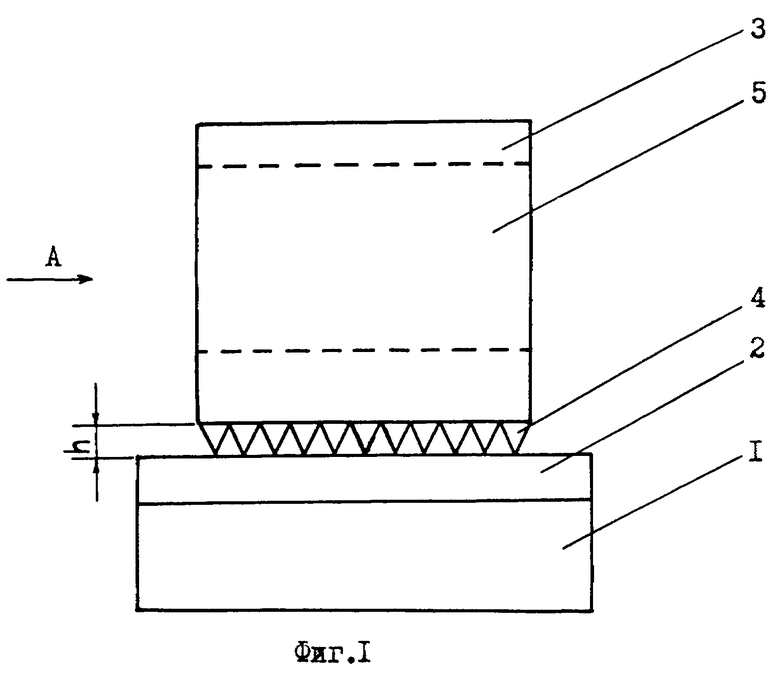
| Способ диффузионной сварки | 1985 |
|
SU1296342A1 |
| SU 1181829, 30.09.1985 | |||
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1984 |
|
RU1202170C |
| US 4315591, 16.02.1982 | |||
| ВКЛАДЫШ СФЕРИЧЕСКОГО ШАРНИРА | 1998 |
|
RU2130134C1 |

