Изобретение относится к обработке металлов давлением и может быть использовано в строительстве для резки арматуры и на транспорте для резки проволочных растяжек, крепящих груз.
Целью изобретения является повышение производительности за счет быстрого восстановления работоспособности путем замены затупившихся кромок многократным разворотом режущих элементов и увеличение надежности за счет распределения передачи усилия резания по наружным поверхностям режущих элементов и контакти- руемым с ними поверхностям рычагов.
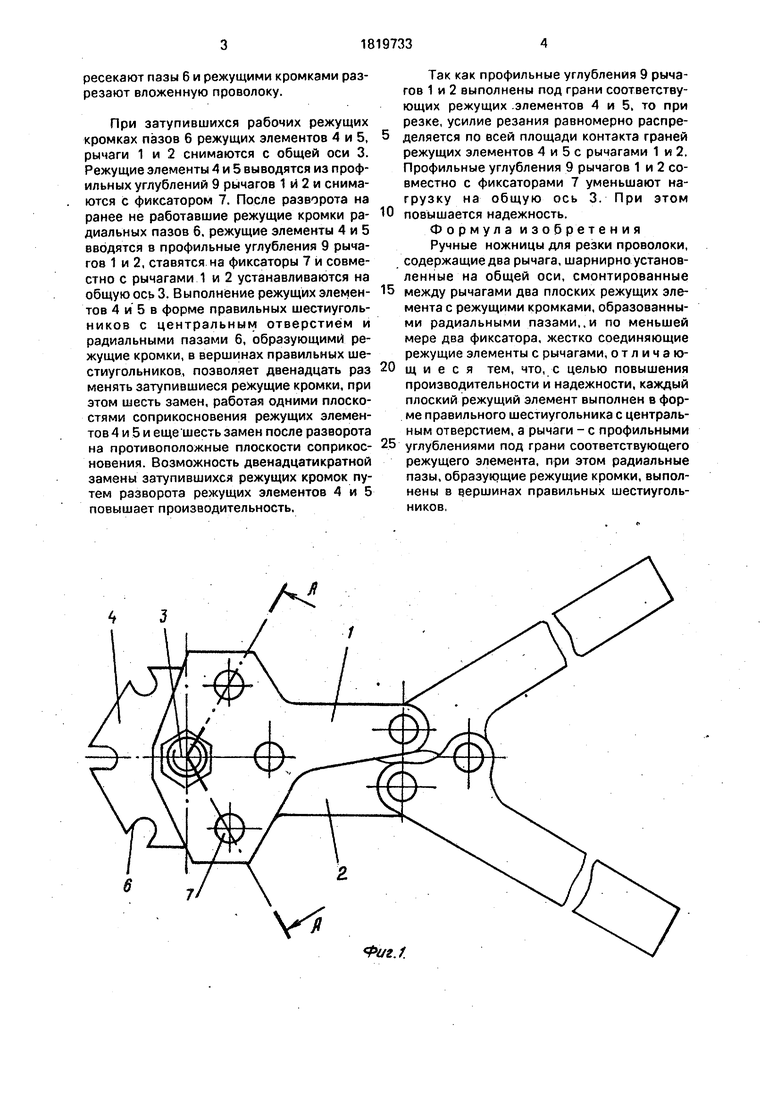
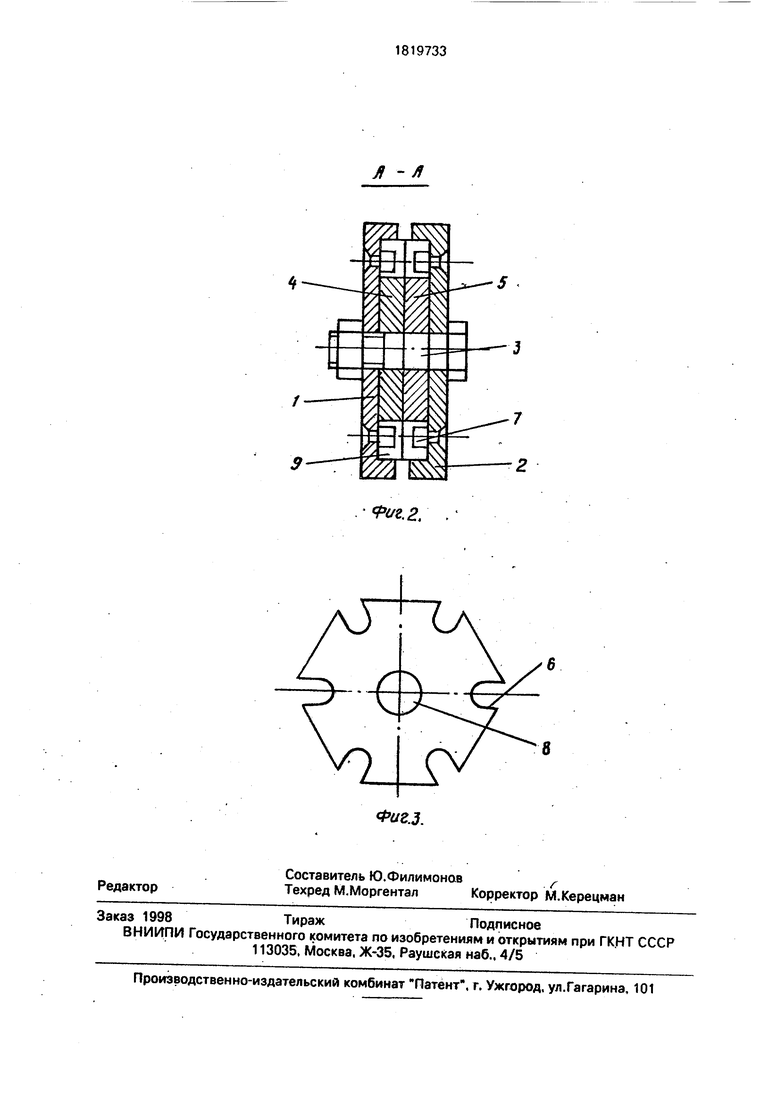
На фиг. 1 изображены предлагаемые ручные ножницы для резки проволоки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - режущий элемент.
Ручные ножницы для резки проволоки содержат два рычага 1 и 2. шарнирно установленные на общей оси 3, смонтированные между рычагами 1 и 2 два плоских режущих элемента 4 и 5 с режущими кромками, образованными радиальными пазами 6, и по меньшей мере два фиксатора 7, жестко соединяющих режущие элементы 4 и 5 с рычагами 1 и 2. Каждый плоский режущий элемент 4 и 5 выполнен в форме правильного шестиугольника с центральным отверстием 8, а рычаги 1 и 2 - с профильными углублениями 9 под грани соответствующего режущего элемента 4 и 5, при этом радиальные пазы 6, образующие режущие кромки, выполнены в вершинах правильных шестиугольников.
Ножницы работают следующим образом.
В исходном состоянии, при сведенных рычагах 1 и 2, пазы б режущих элементов 4 и 5 совмещаются, образуя зев для ввода разрезаемой проволоки. В любой из совмещенных трех пазов 6 вкладывается разрезаемая проволока (на фиг. не показана). От прилагаемогоусилия рычаги 1 и 2 поворачиваются вокруг общей оси 3. Через фиксаторы 7 и боковые стенки профильных углублений 9 рычагов 1 и 2 усилие передается на режущие элементы 4 и 5. Режущие элементы 4 и 5 поворачиваясь взаимно пеЁ
00
Ю VI CJ СО
ресекают пазы 6 и режущими кромками разрезают вложенную проволоку.
При затупившихся рабочих режущих кромках пазов 6 режущих элементов 4 и 5, рычаги 1 и 2 снимаются с общей оси 3. Режущие элементы А и 5 выводятся из профильных углублений 9 рычагов 1 И 2 и снимаются с фиксатором 7. После разворота на ранее не работавшие режущие кромки радиальных пазов 6. режущие элементы 4 и 5 вводятся в профильные углубления 9 рычагов 1 и 2, ставятся на фиксаторы 7 и совместно с рычагами 1 и 2 устанавливаются на общую ось 3. Выполнение режущих элементов 4 и 5 в форме правильных шестиугольников с центральным отверстием и радиальными пазами 6, образующими режущие кромки, в вершинах правильных шестиугольников, позволяет двенадцать раз менять затупившиеся режущие кромки, при этом шесть замен, работая одними плоскостями соприкосновения режущих элементов 4 и 5 и еще шесть замен после разворота на противоположные плоскости соприкосновения. Возможность двенадцатикратной замены затупившихся режущих кромок путем разворота режущих элементов А и 5 повышает производительность.
0
5
0
5
Так как профильные углубления 9 рычагов 1 и 2 выполнены под грани соответствующих режущих .элементов 4 и 5, то при резке, усилие резания равномерно распределяется по всей площади контакта граней режущих элементов 4 и 5 с рычагами 1 и 2. Профильные углубления 9 рычагов 1 и 2 совместно с фиксаторами 7 уменьшают нагрузку на общую ось 3. При этом повышается надежность.
Формула изобретения Ручные ножницы для резки проволоки, содержащие два рычага, шарнирно установленные на общей оси, смонтированные между рычагами два плоских режущих элемента с режущими кромками, образованными радиальными пазами,,и по меньшей мере два фиксатора, жестко соединяющие режущие элементы с рычагами, отличающиеся тем, что, с целью повышения производительности и надежности, каждый плоский режущий элемент выполнен в форме правильного шестиугольника с центральным отверстием, а рычаги - с профильными углублениями под грани соответствующего режущего элемента, при этом радиальные пазы, образующие режущие кромки, выполнены в в,ершинах правильных шестиугольников,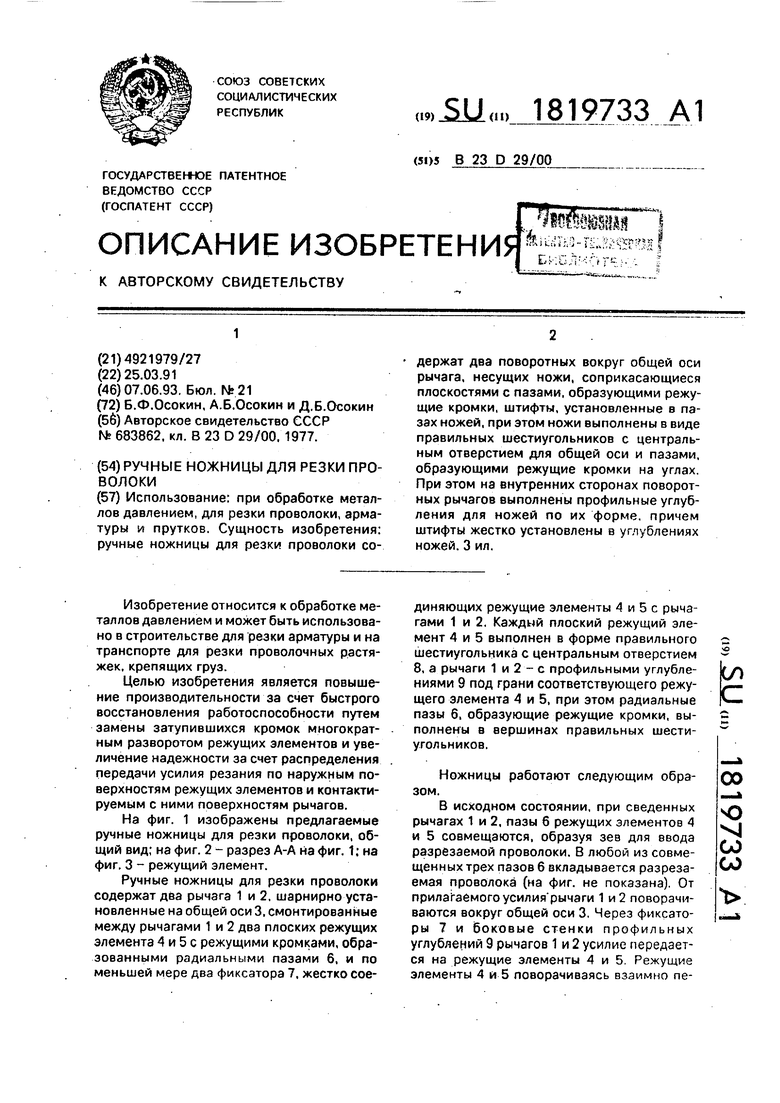
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| ПЕРЕНОСНЫЕ ИМПУЛЬСНО-ТЕПЛОВЫЕ НОЖНИЦЫ | 2018 |
|
RU2696912C1 |
| ПЕРЕНОСНЫЕ ИМПУЛЬСНО-ТЕПЛОВЫЕ НОЖНИЦЫ | 2015 |
|
RU2657746C2 |
| РУЧНЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОВОЛОКИ | 1994 |
|
RU2074056C1 |
| КАМЕРА ИЗМЕЛЬЧЕНИЯ ДЛИННОМЕРНЫХ РАДИОАКТИВНЫХ ЭЛЕМЕНТОВ | 2004 |
|
RU2276414C1 |
| Ручные ножницы для резки проволоки и прутков | 1986 |
|
SU1433659A1 |
| Ножницы для резки профильного проката | 1987 |
|
SU1466872A1 |
| Ножницы переносные | 1985 |
|
SU1278127A1 |
| Ручные ножницы для резки проволоки и прутков | 1981 |
|
SU984732A1 |
| НОЖНИЦЫ УНИВЕРСАЛЬНЫЕ ПЕРЕНОСНЫЕ | 1992 |
|
RU2116872C1 |
Использование: при обработке металлов давлением, для резки проволоки, арматуры и прутков. Сущность изобретения: ручные ножницы для резки проволоки содержат два поворотных вокруг общей оси рычага, несущих ножи, соприкасающиеся плоскостями с пазами, образующими режущие кромки, штифты, установленные в пазах ножей, при этом ножи выполнены в виде правильных шестиугольников с центральным отверстием для общей оси и пазами, образующими режущие кромки на углах. При этом на внутренних сторонах поворотных рычагов выполнены профильные углубления для ножей по их форме, причем штифты жестко установлены в углублениях ножей. 3 ил.
Риг.1.
А -Л
. Pve,2.
8
| Ножницы для резки проката | 1977 |
|
SU683862A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
