Известны автоматы для изготовления папирос, включающие вариатор числа оборотов привода начесывающей ленты, съемник табачного жгута, часовой механизм закрутки мундштука, механизм закрутки мундштука с раскаткой и механизма подачи мундштука на ленту.
Предлагаемый автомат для изготовления папирос отличается от известных тем, что обеспечивает равномерный начес табачных волокон на кардоленту распределителя, равномерное уплотнение табачного жгута и плотный прижим мундштука к торцу отрезка табачного жгута, благодаря чему исключается образование «шеек на папиросах. Автомат изготовляет папиросы в едином процессе, без предварительного производства гильз.
Конструктивно автомат отличается тем, что для равномерного начеса табачных волокои на кардоленту распределителя в нем применены контролирующая и отбрасывающая гребенки, приводимые в колебательное движение рычажной системой от вариатора; для равномерного уплотнения табачного жгута имеются две плоские уплотняющие планки со сферическими канавками; для плотного прижима мундштука установлен компенсатор в виде рычажной системы, приводимой в возвратно-поступательное движение профилированным кулачком. Поворотное рычажное устройство в виде прямоугольного желоба укладывает папиросы на транспортер мундштуками в одну сторону. Это устройство кинематически связано с ползуном, двуплечим рычагом
и эксцентриковым приводом.
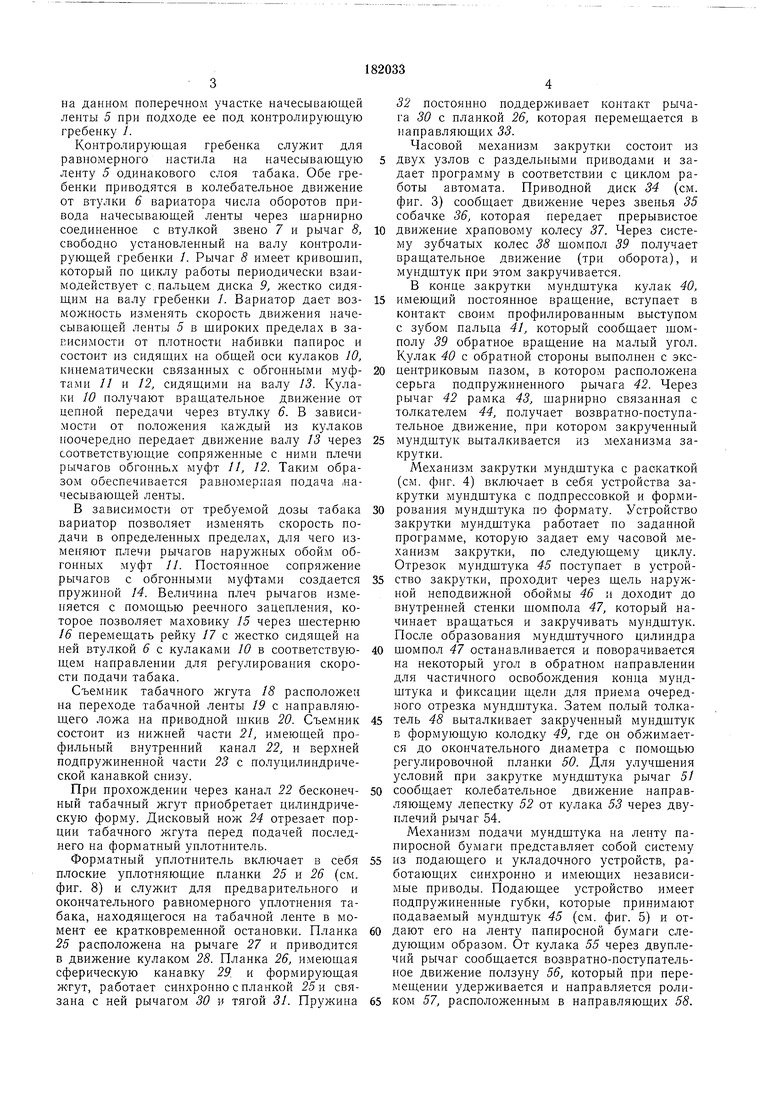
На фиг. 1 схематически изображен вариатор числа оборотов привода начесывающей ленты и схема узла контролирующей и отбрасывающей гребенок; на фиг. 2 - схема съемника табачного жгута; на фиг. 3 - схема часового механизма закрутки мундштука; на фиг. 4 - схема механизма закрутки мундштука с раскаткой; на фиг. 5 - схема механизма подачи мундштука на ленту; на фиг. 6 - схема компенсатора; на фиг. 7 - схема поворотного рычажного устройства; на фиг. 8 - схема узла плоских уплотняющих планок; на фиг. 9 - схема выполнения технологических операций.
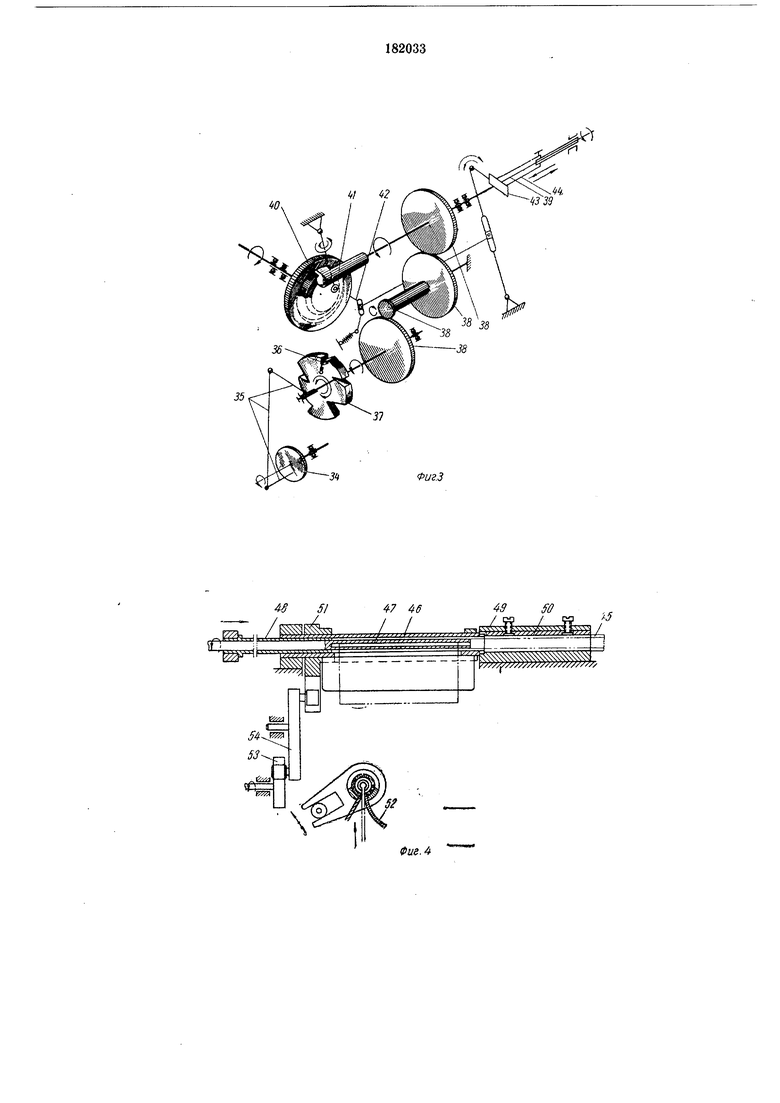
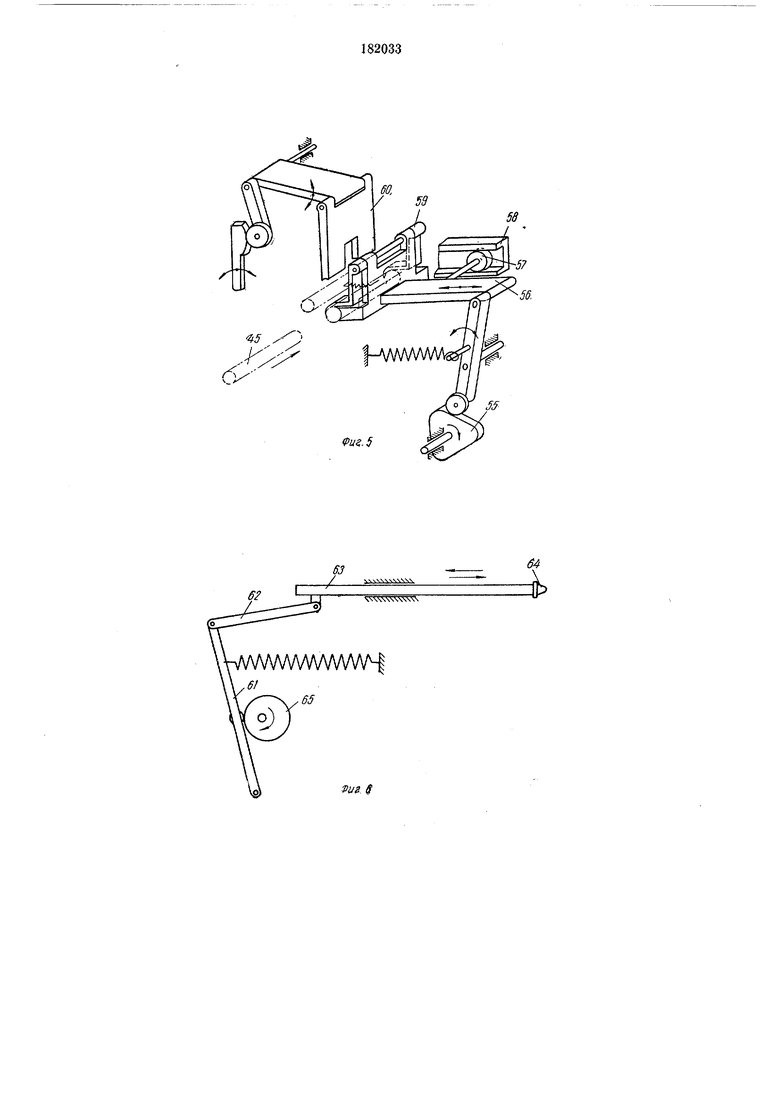
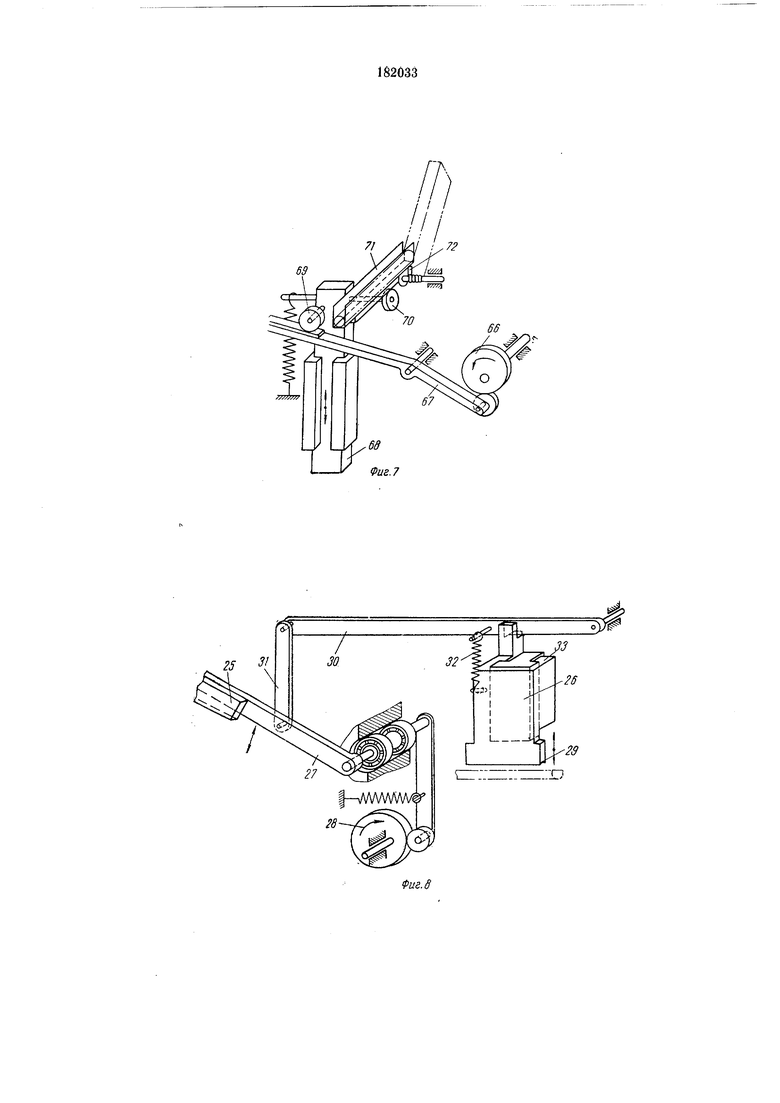
Равномерный начес табачных волокон на кардоленту распределителя осуществляется механизмом, включающим в себя контролирующую гребенку / н отбрасывающую гребенку 2. Гребенка 2 жестко связана с подпружиненным рычагом 3, находящимся в постоянном контакте с роликом подпружиненного рычага 4, и предназначена для отбрасывания скапливающегося табака нри его передаче, обеспечивая таким образом относитель3на данном поперечном участке начесывающей ленты 5 при подходе ее под контролирующую гребенку /. Контролирующая гребенка служит для равномерного настила на начесывающую5 леиту 5 одинакового слоя табака. Обе гребенки приводятся в колебательное движение от втулкн 6 вариатора числа оборотов привода начесывающей ленты через щарнирно соединенное с втулкой звено 7 и рычаг 8,ю свободно установленный на валу контролирующей гребенки /. Рычаг 8 имеет кривощин, который по циклу работы периодически взаимодействует с. пальцем диска 9, жестко сидящим на валу гребенки 1. Вариатор дает воз-15 можность изменять скорость движения начесывающей ленты 5 в щироких пределах в закисимости от плотности набивки папирос и состоит из сидящих на общей оси кулаков 10, кинематически связанных с обгонными муф-20 тами // и 12, сидящими на валу 13. Кулаки 10 нолучают вращательное движение от цепной передачи через втулку 6. В зависимости от нололсения каждый из кулаков иоочередно передает движение валу 13 через25 соответствующие сопряженные с ними плечи рычагов обгонных муфт //, 12. Таким образом обеспечивается равномерная подача .начесывающей ленты. В зависимости от требуемой дозы табака30 вариатор позволяет изменять скорость подачи в определенных пределах, для чего изменяют плечи рычагов наружных обойм обгонных муфт У/. Постоянное сопряжение рычагов с обгонными муфтами создается35 пружиной 14. Величина плеч рычагов изме гяется с помощью реечного зацепления, которое позволяет маховику /5 через шестерню 16 перемещать рейку 17 с жестко сидящей на ней втулкой 6 с кулаками 10 в соответствую-40 щем направлении для регулирования скорости подачи табака. Съемник табачного жгута 18 расположен на переходе табачной ленты 19 с направляющего ложа на приводной шкив 20. Съемник45 состоит из нижней части 21, имеющей профильный внутренний канал 22, и верхней подпружиненной части 23 с полуцилиндрической канавкой снизу. При прохождении через канал 22 бесконеч-50 ный табачный жгут приобретает цилиндрическую форму. Дисковый нож 24 отрезает порции табачного жгута перед подачей последнего на форматный уплотнитель. Форматный уплотнитель включает в себя55 плоские уплотняющие планки 25 и 26 (см. фиг. 8) и служит для предварительного и окончательного равномерного уплотнения табака, находящегося на табачной ленте в момент ее кратковременной остановки. Планка60 25 расположена на рычаге 27 и приводится 4 32 постоянно поддержнвает контакт рычага 30 с планкой 26, которая перемещается в направляющих 33. Часовой механизм закрутки состоит из двух узлов с раздельными приводами и задает программу в соответствии с циклом работы автомата. Приводной диск 34 (см. фиг. 3) сообщает движение через звенья 35 собачке 36, которая передает прерывистое движение храповому колесу 37. Через систему зубчатых колес 38 шомпол 39 получает вращательное движение (три оборота), и мундщтук при этом закручивается, В конце закрутки мундщтука кулак 40, имеющий постоянное вращение, вступает в контакт своим профилированным выступом с зубом пальца 41, который сообщает щомполу 39 обратное вращение на малый угол, Кулак 40 с обратной стороны выполнен с эксцентриковым назом, в котором расположена серьга подпружиненного рычага 42. Через рычаг 42 рамка 43, шарнирно связанная с толкателем 44, получает возвратно-поступательное движение, при котором закрученный мундщтук выталкивается из механизма закрутки. Механизм закрутки мундштука с раскаткой (см. фиг. 4) включает в себя устройства закрутки мундщтука с подпрессовкой и формирования мундштука по формату. Устройство закрутки мундштука работает по заданной программе, которую задает ему часовой механизм закрутки, по следующему циклу, Отрезок муидщтука 45 поступает в устройство закрутки, проходит через щель наружной неподвижной обоймы 46 н доходит до внутренней стенки шомпола 47, который начинает вращаться и закручивать мундштук. После образования мундщтучного цилиндра щомпол 47 останавливается и поворачивается на некоторый угол в обратном направлении для частичного освобождения конца мундштука и фиксации щели для приема очередкого отрезка мундштука. Затем полый толкатель 48 выталкивает закрученный мундштук в формующую колодку 49, где ои обжимается до окончательного диаметра с помощью регулировочной нланки 50. Для улучщения условий при закрутке мундщтука рычаг 5/ сообщает колебательное движение направляющему лепестку 52 от кулака 53 через двуплечий рычаг 54. Механизм подачи мундштука на ленту паниросной бумаги представляет собой систему из подающего и укладочного устройств, работающих синхронно и имеющих независимые приводы. Подающее устройство имеет подпружиненные губки, которые принимают нодаваемый мундштук 45 (см. фиг. 5) и отдают его на ленту папиросной бумаги следующим образом. От кулака 55 через двуплеПолзун 56 с одной стороны имеет планку с лункой, образующей с планкой 59 щипцы, раствор которых регулируется винтом. Мундштук из щипцов вынимается планкой 60, которая укладывает его на ленту папиросной бумаги.
Компенсатор выполнен в виде рычажной системы, состоящей из рычагов 61, 62 и 63 (см. фиг. 6); на конце рычага 63 имеется головка 64. Рычаг 63 получает возвратно-поступательное движение от профилированного кулака 65, взаимодействующего с подпружиненным рычагом 61. Рычаг 63 с головкой 64 при движении точно устанавливает мундщтук па ленте папиросной бумагн, одновременно прижимая его к торцу обрезка табачного жгута, чем полностью исключается образование «щеек на папиросах.
Поворотное рычажное устройство приводится в действие эксцентриком 66 (см. фиг. 7), взаимодействующим с двуплечим рычагом 67. Колебательное рычага 67 передается ползуну 68 через ролик 69, который контактирует с двуплечим рычагом 67 под действием пружины.
Ползун 68 свободно перемещается в направляющих и через ролик 70, расположенный на ползуне, передает движение прямоугольному желобу 71, который и поворачивает находящуюся в нем папиросу на 180°; пружина 72 кручения осуществляет контакт желоба 71 с роликом 70.
Технологический процесс изготовления папирос на предлагаемом автомате показан на фиг. 9.
Волокнистый табак помещается в распределитель 73, в нижней части которого имеется качающийся уплотнитель. На периодически движущейся табачной ленте 19 волокна табака образуют табачный жгут, от которого дисковый нож 24 отделяет порции 74 табака, равные длине двух курок папирос. От ленты мундштучной бумаги 75 по ширине, равной длине двух мундштуков, нож 76 отрезает части, которые механизмом закрутки свертываются в цилиндр 77 мундштука и перемещаются толкателем на форматную ленту 78, несущую на себе ленту папиросной бумаги
79. В промежутки между цилиндрами 77 толкатель 80 вдвигает порции табака.
В дальнейшем чередующиеся двойные по длине порции табака и мундштуки дисковым ножом 81 разрезаются на папиросы (один нож режет по мундштуку, другой - по табаку). Две готовые папиросы, обрашенные курками в противоположные стороны, поступают на выходной транспортер 82, причем
прямоугольный желоб 71 поворотного рычажного устройства поворачивает одну из папирос в каладой их паре на 180°, и, таким образом, все папиросы укладываются на транспортере мундштуками в одну сторону.
Предмет изобретения
1. Автомат для изготовления папирос, включающий вариатор числа оборотов нривода начесывающей ленты, съемник табачного жгута, часовой механизм закрутки мундщтука, механизм закрутки мундщтука с раскаткой и механизм подачи мундштука на ленту, отличающийся тем, что, с целью равномерного начеса табачных волокон на кардоленту распределителя, в нем применены контролирующая и отбрасывающая гребеики, приводимые в колебательное рычажной системой от вариатора.
2. Автомат по п. 1, отличающийся тем, что для равномерного уплотнения табачного жгута в нем применены две плоские унлотияющие нланки со сферическими канавками.
3.Автомат но п. 1, отличающийся тем, что, с целью обеспечения плотного прижима
мундштука к торцу отрезка табачного жгута, исключающего образование «шеек на паниросах, в нем применен компенсатор, выполненный в виде рычажной системы, приводимой в возвратно-поступательное двилсение профилированным кулачком.
4.Автомат по п. 1, отличающийся тем, что, с целью укладки папирос на транспортере мундштуками в одну сторону, в нем применено поворотное рычажное устройство, выполненное в виде прямоугольного желоба, кинематически связанного с ползуном, двуплечим рычагом и эксцентриковым приводом.
//
10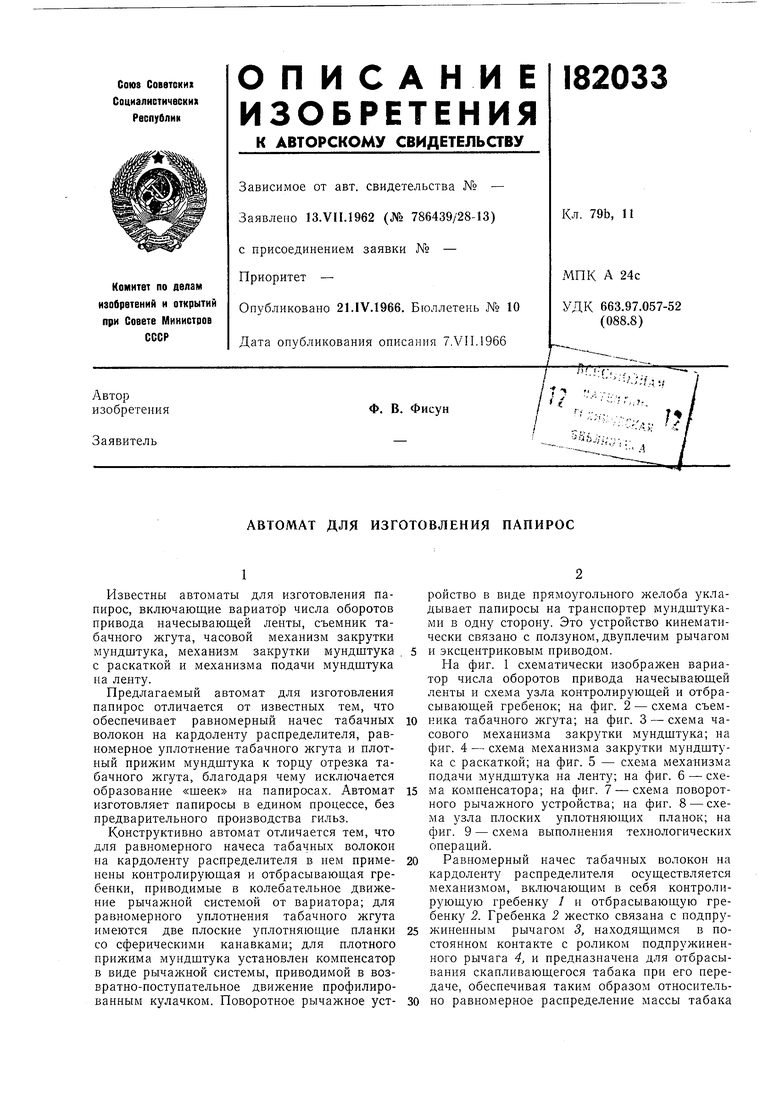
| название | год | авторы | номер документа |
|---|---|---|---|
| Папиросная машина | 1955 |
|
SU104938A1 |
| НАКОПИТЕЛЬ-ПИТАТЕЛЬ ДЛЯ РЕЗАНОГО ТАБАКА | 2002 |
|
RU2218848C1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И УПЛОТНЕНИЯ ТАБАКА | 2001 |
|
RU2191528C2 |
| Способ изготовления курительных изделий | 1985 |
|
SU1414309A3 |
| Автомат для изготовления пачек, наполнения их папиросами и обандероливания пачек | 1959 |
|
SU124866A1 |
| Папиросная машина | 1957 |
|
SU117190A1 |
| УСТРОЙСТВО для ПЕРЕРАБОТКИ ТАБАЧНОЙ ОБРЕЗИ | 1969 |
|
SU235580A1 |
| В. А. ХОЛОСТОЕ Машино-конструкторское бюро табачной промышленности | 1970 |
|
SU270554A1 |
| Накопитель-дозатор резаного табака | 1990 |
|
SU1736395A1 |
| Способ и приспособление для изготовления папирос из табачного непрерывного жгута | 1932 |
|
SU37643A1 |
/J
7 ; 7:G h-T7777////////////////7///////////7/
24
/8
1///////, ///////ЯЛ/////
TSi/X/
2122
tO
-31
ff
Фиг.3
49fff
Фиг. 4
Фиг. 5
иг. S
68
