перпендикулярной оси труб, фокусировку ручное производят на диаметрально противоположных относительно оси точках труб, осуществляют в процессе резки непрерывное движение труб и одновременно перемещение пятен сфокусированного излучения вдоль оси труб, синхронизированное с движением труб,
Способ отличается также тем, что сфокусированное лазерное излучение на диаметрально противоположные точки поверхности труб подается поочередно с периодом подачи г, удовлетворяющим соотношению
5l/q , где д - толщина стенки трубы см,
| -удельная объемная энергия разрушения кварцевого стекла лазерным излучением Дж/см ,
q - средняя интенсивность сфокусированного излучения по толщине трубки в пределах яркостного пятна сфокусированного излучения Вт/см2,
г- яркостный радиус сфокусированного излучения см,
у - линейная скорость перемещения пуска сфокусированного излучения по поверхности трубы см/с.
Докажем существенность отличйтёль-. ных признаков настоящего изобретения. Использование непрерывного движения труб в процессе резки, обеспечиваемое синхронизацией перемещения сфокусированного пятна излучения вдоль оси труб С осевым перемещением труб, определяет постоянство во времени температурных воздействий в зоне пластичности труб, и, следовательно, постоянство формы поперечного сечения труб по их длине, т.е. повы- шение их качества. Использование при резке поДачи лазерного излучения, в том числе, при поочередной (циклической) подаче излучения, с параметрами, удовлетворяющими неравенствам в формуле изобретения, на диаметрально противоположные точки поверхности труб обеспечивает синхронное перемещение непрерывной прорези в трубе и практически одновременное завершение прорези, т.е. отрезания трубы в диаметрально противоположных точках окружности трубы. При этом на всем протяжений резки на трубке не возникает сдвигающего момента сил, обусловленного приложением веса отрезаемой части трубки к плечу, равному среднему радиусу трубы, и вызывающего осевое смещение трубки в зоне пластичности в формовочной печи. За счет предотвращения смещения вызванной им несимметрии температурного поля в трубе
в зоне пластичности качество трубы возрастает и снижается доля брака в конечном продукте.
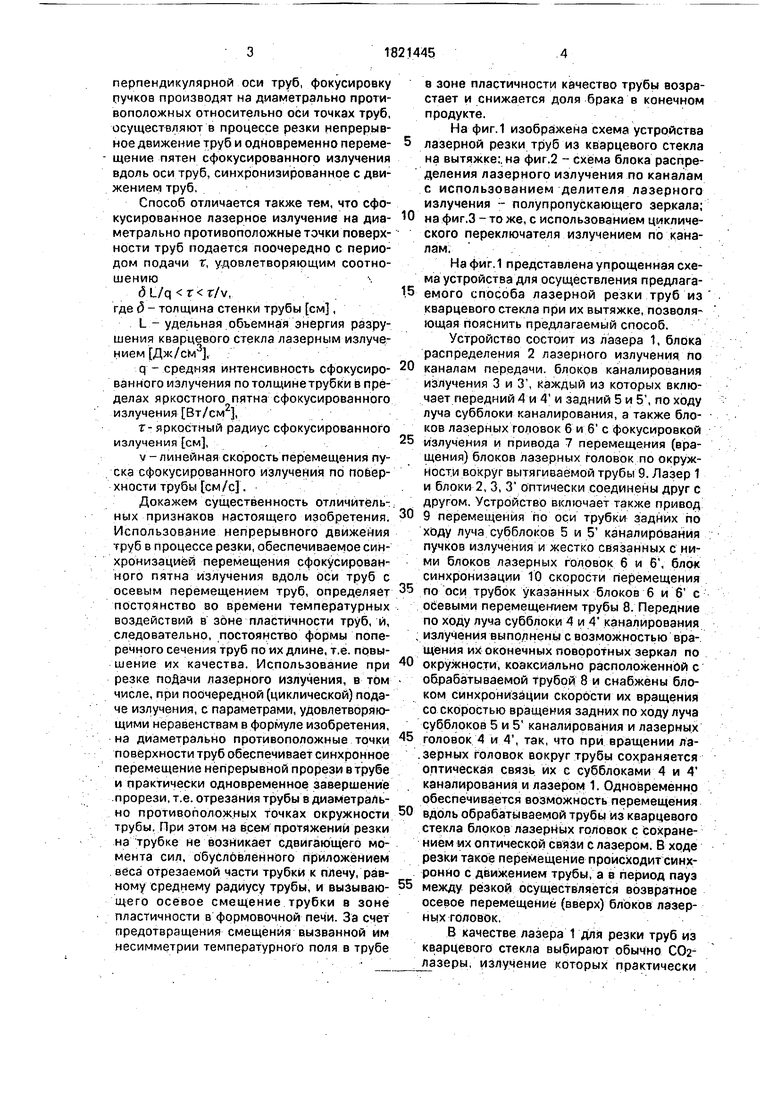
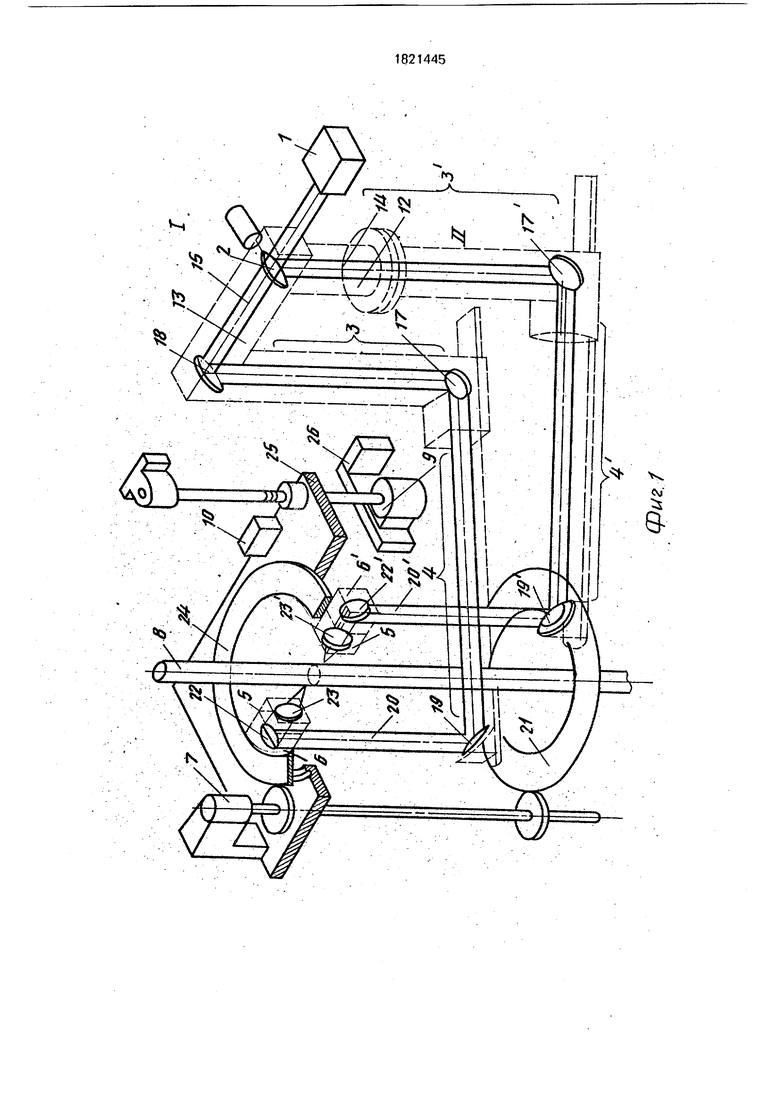
На фиг.1 изображена схема устройства
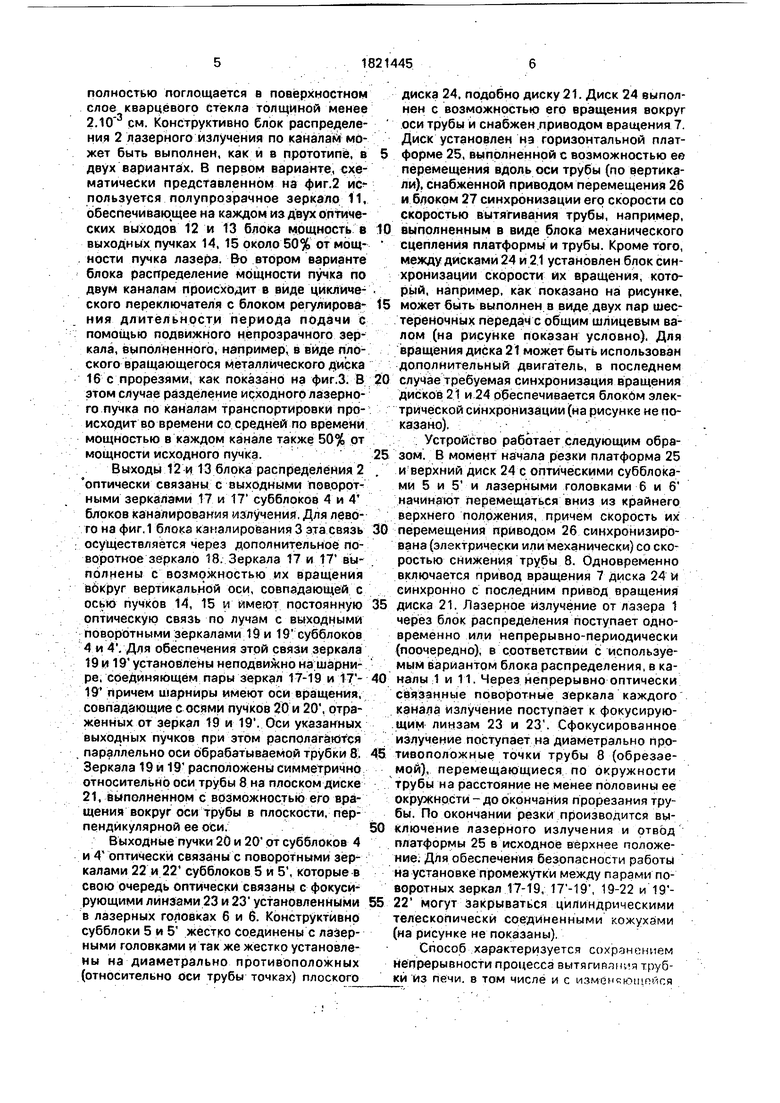
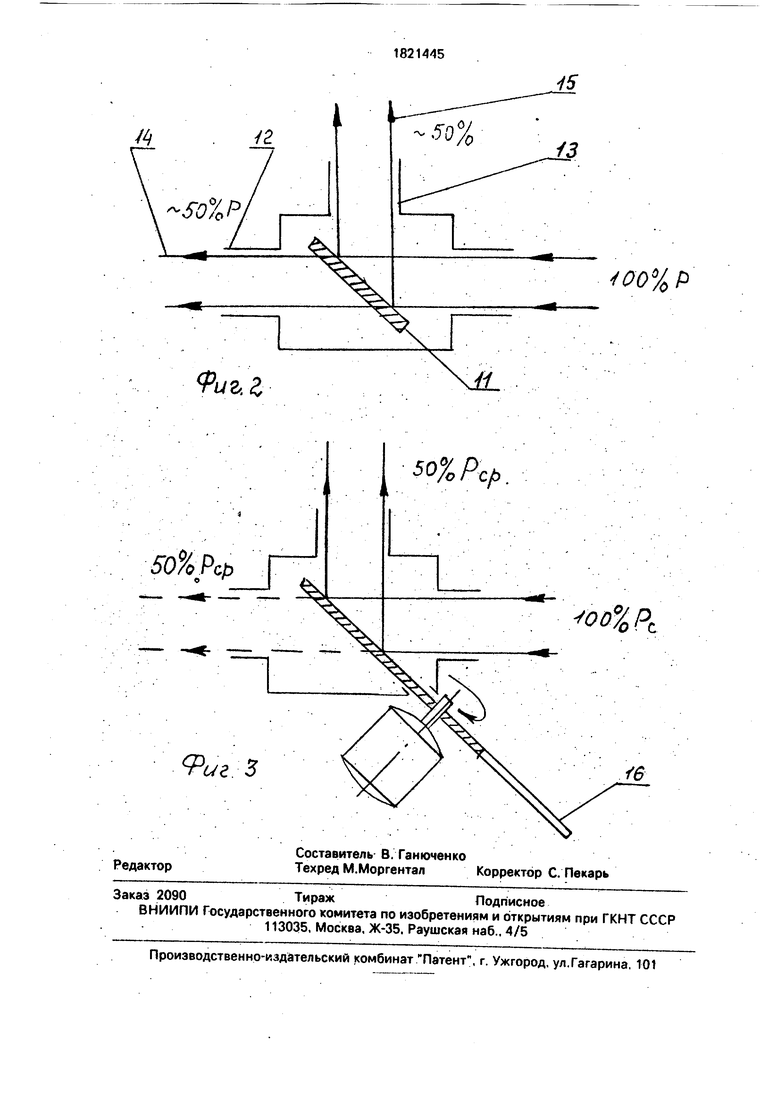
лазерной резки труб из кварцевого стекла на вытяжке:, на фиг.2 - схема блока распределения лазерного излучения по каналам с использованием делителя лазерного излучения полупропускающего зеркала;
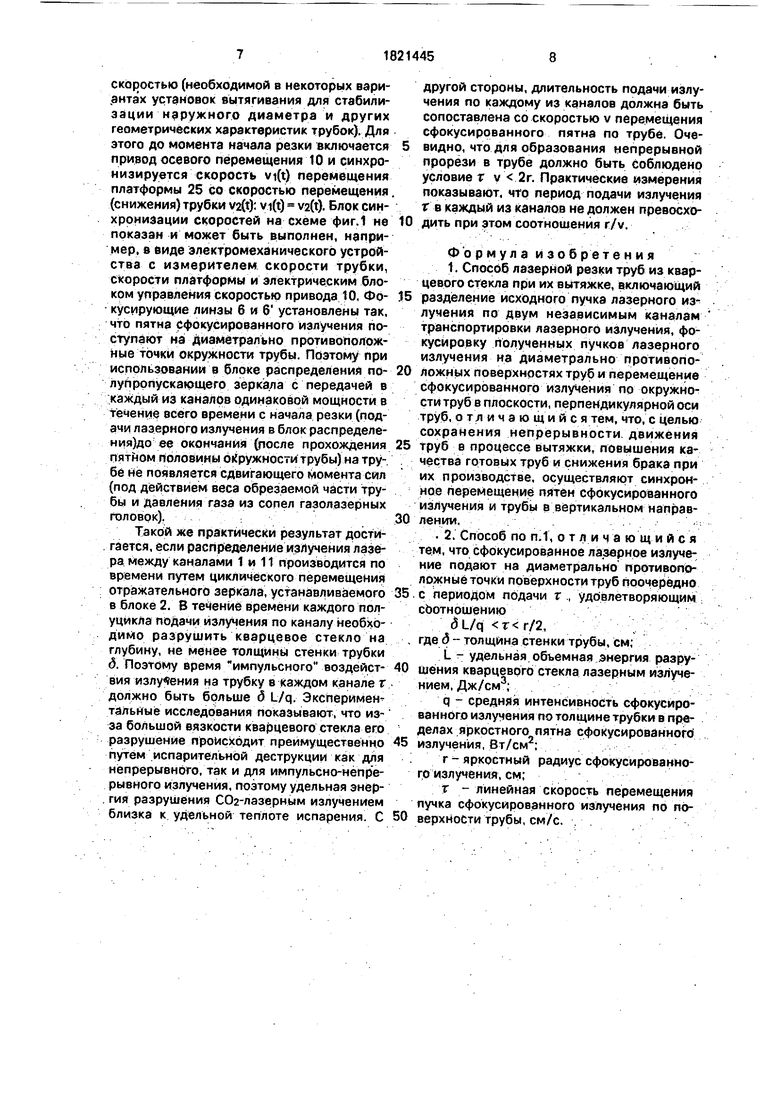
на фиг.З -то же, с использованием циклического переключателя излучением по каналам;
На фиг. 1 представлена упрощенная схема устройства для осуществления предяагаемого способа лазерной резки труб из кварцевого стекла при их вытяжке, позволяющая пояснить предлагаемый способ.
Устройство состоит из лазера 1, блока распределения 2 лазерного излучения, по
каналам передачи, блоков каналирования излучения 3 и 3, каждый из которых включает передний 4 и 4 и задний 5 и 5, по ходу луча субблоки каналирования, а также блоков лазерных головок 6 и 6 с фокусировкой
излучения и привода 7 перемещения (вращения) блоков лазерных головок по окружности вокруг вытягиваемой трубы 9. Лазер 1 и блоки 2, 3, 3 оптически соединены друг с другом. Устройство включает также привод
g перемещения по оси трубки задних по ходу луча субблоков 5 и 5 каналирования пучков излучения и жестко связанных с ни- ми блоков лазерных головок 6 и б , блок синхронизации 10 скорости перемещения
по оси трубок указанных блоков б и б с
осевыми перемещением трубы 8. Передние по ходу луча субблоки 4 и 4 каналирования ; излучения выполнены с возможностью вращения их оконечных поворотных зеркал по
окружности, коаксиально расположенной с обрабатываемой трубой 8 и снабжены блоком синхронизации скорости их вращения со скоростью вращения задних по ходу луча субблоков 5 и 5 каналирования и лазерных
головок 4 и 4, так, что при вращении ла.зерных головок вокруг трубы сохраняется
оптическая связь их с субблоками 4 и 4
каналирования и лазером 1. Одновременно
обеспечивается возможность перемещения
вдоль обрабатываемой трубы из кварцевого стекла блоков лазерных головок с сохранением их оптической связи с лазером. В ходе резки такое перемещение происходит синхронно с движением трубы, а в период пауз
между резкой осуществляется возвратное осевое перемещение (вверх) блоков лазерных головок.
В качестве лазера 1 для резки труб из кварцевого стекла выбирают обычно С02
: лазеры, излучение которых практически
полностью поглощается в поверхностном слое кварцевого стёкла толщиной менее 2. см. Конструктивно блок распределения 2 лазерного излучения по каналам может быть выполнен, как и в прототипе, в двух вариантах. В первом варианте, схематически представленном на фиг.2 используется полупрозрачное зеркало 11, обеспечивающее на каждом из двух оптических выходов 12 и 13 блока мощность в выходных пучках 14, 15 около 50% от мощности пучка лазера. Во втором варианте блока распределение мощности пучка по двум каналам происходит в виде циклического переключателя с блоком регулирования длительности периода подачи с помощью подвижного непрозрачного зеркала, выполненного, например, в виде плоского вращающегося металлического диска 16 с прорезями, как показано на фиг.З. В этом случае разделение исходного лазерного пучка по каналам транспортировки происходит во времени со средней по времени мощностью в каждом канале также 50% от мощности исходного пучка.
Выходы 12 и 13 блока распределения 2 оптически связаны с выходными поворот ными зеркалами .17. и 17 субблоков 4 и 4 блоков кэнаяированмя излучения. Для левого на фиг. 1 блока каиалиройания 3 эта связь осуществляется через дополнительное поворотное зеркало 18. Зеркала 17 и 17 выполнены с возможностью их вращения вбкруг вертикальной оси, совпадающей с осью пучков 14, 15 и имеют постоянную оптическую связь по лучам с выходными поворотными зеркалами 19 и 19 субблоков 4 и 4. Для обеспечения этрй связи зеркала 19 и 19 установлены неподвижно на;шарни- ре. соединяющем пары зеркал 17-19 и 17- 19 причем шарниры имеют оси вращения, совпадающие с осями пучков 20 и 20, отражённых от зеркал 19 и 19. Оси указанных выходных пучков при этом располагаются параллельно оси обрабатываемой трубки 8. Зеркала 19 и 19- расположены симмётрично: относительно оси трубы 8 на плоском диске 21, выполненном с возможностью его вращения вокруг оси трубы в плоскости, перпендикулярной ее оси.
Выходные пучки 20 и 20 от субблоков 4 и 4 оптически связаны с поворотными зеркалами 22 и 22 субблоков 5 и 5, которые в свою очередь оптически связаны с фокусирующими линзами 23 и 23 установленными в лазерных головках 6 и 6. Конструктивно субблоки 5 и 5 жестко соединены с лазерными головками и так же жёстко установлены на диаметрально противоположных (относительно оси трубы точках) плоского
диска 24. подобно диску 21. Диск 24 выполнен с возможностью его вращения вокруг оси трубы и снабжен .приводом вращения 7. Диск установлен нэ горизонтальной плат- 5 форме 25, выполненной с возможностью ее перемещения вдоль оси трубы (по вертикали), снабженной приводом перемещения 26 и блоком 27 синхронизации его скорости со скоростью вытягивания трубы, например,
0 выполненным в виде блока механического сцепления платформы и трубы. Кроме того, между дисками 24 и 2.1 установлен блок синхронизации скорости их вращения, который, например, как показано на рисунке,
5 может быть выполнен, в виде двух пар шестереночных передач с общим шлицевым валом (на рисунке показан условно). Для вращения диска 21 может быть использован дополнительный двигатель, в последнем
0 случае требуемая синхронизация вращения Дисков 2.1 и 24 обеспечивается блокбм электрической синхронизации (на рисунке не показано).
. Устройство работает следующим обра5 зом. В момент начала резки платформа 25 и верхний диск 24 с оптическими субблоками 5 и 5 и лазерными головками 6 и 6 начинают перемещаться вниз из крайнего верхнего положения, причем скорость их
0 перемещения приводом 26 синхронизирована {электрически или механически) со скоростью снижения трубы 8. Одновременно включается привод вращения 7 диска 24 и синхронно с последним привод вращения
5 диска 21. Лазерное излучение от лазера 1 через блок распределения поступает одновременно или непрерывно-периодически (поочередно), в соответствии с используемым вариантом блока распределения, в ка0 калы :1 и 11. Через непрерывно оптически сёязанные поворотные зеркала каждого канала излучение поступает к фокусирую- щим линзам 23 и 23. Сфокусированное излучение поступает на диаметрально прр5 тивоположные точки трубы 8 (обрезаемой), перемещающиеся по окружности трубы на расстояние не менее половины ее окружности -до окончания прорезания трубы. По окончании резки производится вы0 ключение лазерного излучения и отвод платформы 25 в исходное верхнее положение. Для обеспечения безопасности работы на установке промежутки между парами поворотных зеркал 17-19, 1749, 19-22 и 19 5 22 могут закрываться цилиндрическими телескопически соединенными кожухами (на рисунке не показаны).
Способ характеризуется сохранением непрерывное™ процесса вытягийтшя трубки из печи, в том числе и с изменяющейся
скоростью (необходимой в некоторых вариантах установок вытягивания для стабилизации наружного диаметра и других геометрических характеристик трубок). Для этого до момента начала резки включается привод осевого перемещения 10 и синхронизируется скорость vi(t) перемещения платформы 25 со скоростью перемещения (снижения) трубки V2(t): vi(t) V2(t). Блок син- хронизации скоростей на схеме фиг. 1 не показан и может быть выполнен, например, в виде электромеханического устройства с измерителем скорости трубки, скорости платформы и электрическим блоком управления скоростью привода 10, Фо- кусирующие линзы б и 6 установлены так, что пятна сфокусированного излучения поступают на диаметрально противоположные точки окружности трубы. Поэтому при использовании в блоке распределения по- луп ропускающего зеркала с передачей в каждый из каналов одинаковой мощности в течение всего времени с начала резки (подачи лазерного излучения в блок распределе- ния)до ее окончаний (после прохождения пятном половины окружности трубы) на тру- бе не появляется сдвигающего момента сил (под действием веса обрезаемой части трубы и давления газа из сопел газолазерных головок).:
Такой же практически результат достигается, если распределение излучения лазера между каналами 1 и 11 производится по времени путем циклического перемещения отражательного зеркала, устанавливаемого в блоке 2. В течение времени каждого полуцикла подачи излучения по каналу необходимо разрушить кварцевое стекло на глубину, не менее толщины стенки трубки д. Поэтому время импульсного возденет- вия излучения на трубку в каждом канале т должно быть больше д L/q. Эксперимент тальныё исследования показывают, что изза большой вязкости кварцевого стекла его разрушение происходит преимущественно путём испарительной деструкции как для непрерывного, так и для импульсно-нёпре- рывного излучения, поэтому удельная энер- . гия разрушения С02-лазерным излучением близка к удельной теплоте испарения. С
другой стороны, длительность подачи излучения по каждому из каналов должна быть сопоставлена со скоростью v перемещения сфокусированного пятна по трубе. Очевидно, что для образования непрерывной прорези в трубе должно быть соблюдено условие ъ у 2г. Практические измерения показывают, что период подачи излучения тв каждый из каналов не должен превосходить при этом соотношения r/v.
Ф о р м у л а и з о б р е т е н и я
1. Способ лазерной резки труб из кварцевого стекла при их вытяжке, включающий разделение исходного пучка лазерного излучения по двум независимым каналам транспортировки лазерного излучения, фокусировку полученных пучков лазерного излучения из диаметрально противоположных поверхностях труб и перемещение сфокусированного излучения по окружности труб в плоскости, перпендикулярной оси труб, о тли ч а ю щи и с я тем, что, с целью сохранения непрерывности, движения труб в процессе вытяжки, повышения качества готовых труб и снижения брака при их производстве, осуществляют синхронное перемещение пятен сфокусированного излучения и трубы в вертикальном направлении,:
. 2. Способ по п.1, о т л и ч а ю щ и и с я тем, что сфокусированное лазерное излучение подают на диаметрально противоположные точки поверхности труб поочерёдно с периодом подачи г .удовлетворяющим соотношению
3L/q r г/2, , .: где д - толщина стенки трубы, см;
L - удельная.объемная .энергия разрушения кварцевого стекла лазерным излучением, Дж/см;
q - средняя интенсивность сфокусированного излучения по толщине трубки в пределах яркостного пятна сфокусированного излучения, Вт/см ....
г - яркрстный радиус сфокусированного излучения, см;
г - линейная скорость перемещения пучка сфокусированного излучения по поверхности трубы, см/с. . .
/4
ftva. г
/00% P 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вытягивания стеклянных трубок | 1991 |
|
SU1811506A3 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2020133C1 |
| "Способ лазерной обработки диэлектриков "ЛЭТГАН" и устройство для его осуществления" | 1989 |
|
SU1798090A1 |
| Способ резки стеклянных трубок и устройство для его осуществления | 1989 |
|
SU1784596A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2099296C1 |
| СПОСОБ ФОРМИРОВАНИЯ МАССИВА МИКРООПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2540727C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ | 1993 |
|
RU2086376C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 2005 |
|
RU2283738C1 |
| Проточный газовый лазер | 1981 |
|
SU1718314A1 |
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ МАНИПУЛЯЦИИ ОБЪЕКТАМИ | 2001 |
|
RU2243630C2 |
Изобретение относится к оптоэлектрон- нОй, светотехнической и электронной про мышленности. Сущность изобретения: способ резки кварцевых труб на вытяжке включает разделение лазерного пучка по двум каналам, фокусировку полученных пучков на поверхности с перемещением их по Изобретение относится к способам разделения труб из кварцевого стекла, в частности, опорных труб, используемых в производстве высококачественных световодов, в процессе их вертикальной вытяжки из нагревательно-формовочной печи и может быть использовано в оптоэлектронной, светотехнической и других отраслях техники, где предъявляются высокие требования к постоянству геометрических и физических параметров указанных труб. Целью изобретения является сокращение непрерывности процесса.вытяжки труб окружности труб в плоскости, перпендикулярной оси труб. С целью сохранения непрерывности движения труб в процессе их вытяжки. Повышения качества и снижения брака при их производстве осуществляют синхронное перемещение пятен сфокусированного излучения вдоль оси труб с фокусировкой пучков на диаметрально противоположных относительно оси точках труб, в том числе с возможностью периодической подачи излучения. Блоки кзнэлиро- вания разделяются на два оптически связанные субблока с оптическими осями, параллельными оси трубы, с возможностью их синхронного перемещения с осевым движением трубы и одновременным перемещением в плоскости, перпендикулярной оси трубы по окружности вокруг трубы, причем блок распределения излучения может быть выполнен в виде циклического переключения лазерного излучения, позволяющего регулировать длительность периода подачи излучения на каждый канал. 1 з.п. ф-лы, 3 ил. при их лазерной резке, повышение качества готовых труб и снижение брака при их производстве. Согласно изобретению, поставленная цель достигается использованием способа лазерной резки труб из кварцевого стекла при их вытяжке, в котором разделяют исходный пучок лазерного излучения по двум независимым каналам транспортировки лазерного излучения, фокусируют полученные пучки лазерного излучения на поверхности труб и перемещают сфокусированное излучение по окружности труб в плоскости, in С 00 N5 Ј ел
50% A
W Я
so%pcf,
00% Р„
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство по заявке JSfc 4713307/33, С 03 В 22/00, 1989, 2 | |||
| Авторское свидетельство СССР № 1503186 В 23 К 26/00, нп | |||
| Патент США №4088865, 219-121, 1978. | |||
