Изобретение относится к приборостроению, в частности к резьбовым соединениям, широко применяемым; при сборке соединений, сборочных единиц в приборах и радиоэлектронной аппаратуре.
Целью изобретения является обеспечение экологической безопасности, пожаро- безопасности, повышение термостойкости и надежности стопорения.
Поставленная цель достигается тем, что в качестве клеящей смеси используют состав, содержащий 92-95% натриевого жидкого стекла и 5-8% алюминиевой пудры..
Натриевое жидкое стекло представляет густую жидкость серого цвета, получаемую автоклавным и безавтоклааным растворением стеклоиидных силикатов натрия. Наличие в смеси алюминиевой пудры позволяет обеспечить термостойкость пленки, образующейся после высыхания клеящей смеси, повышая твердость за счет
наполнителя, функцию которого выполняет алюминиевая пудра;
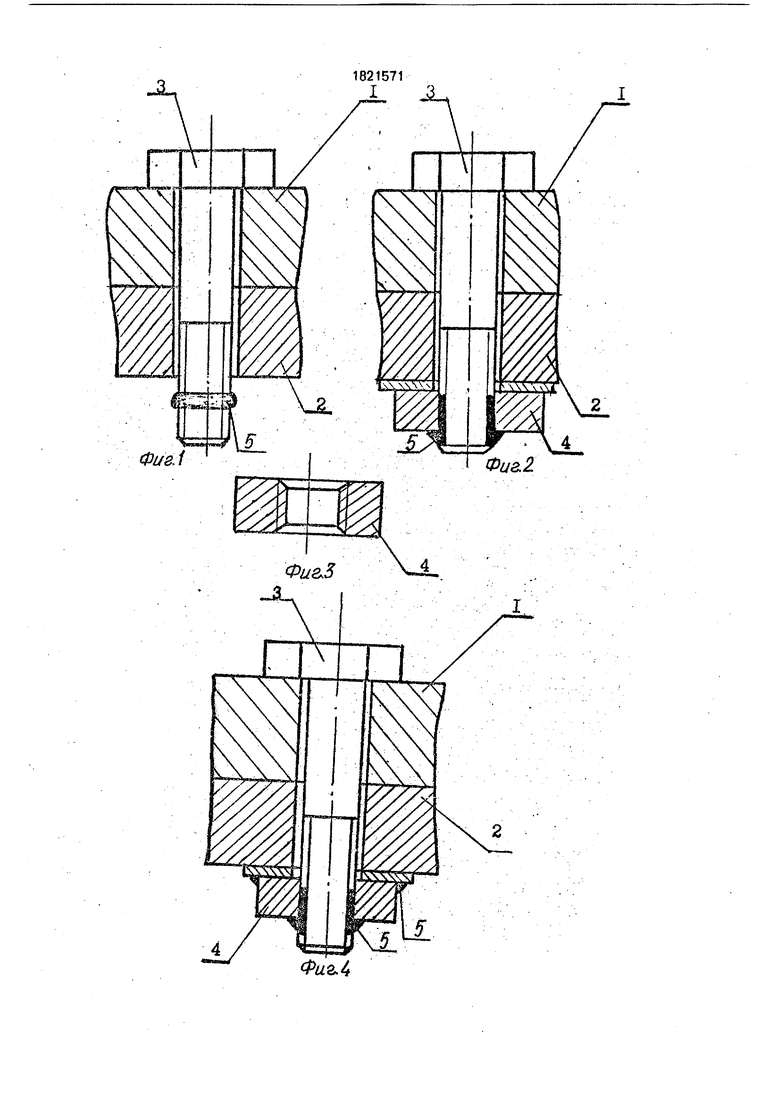
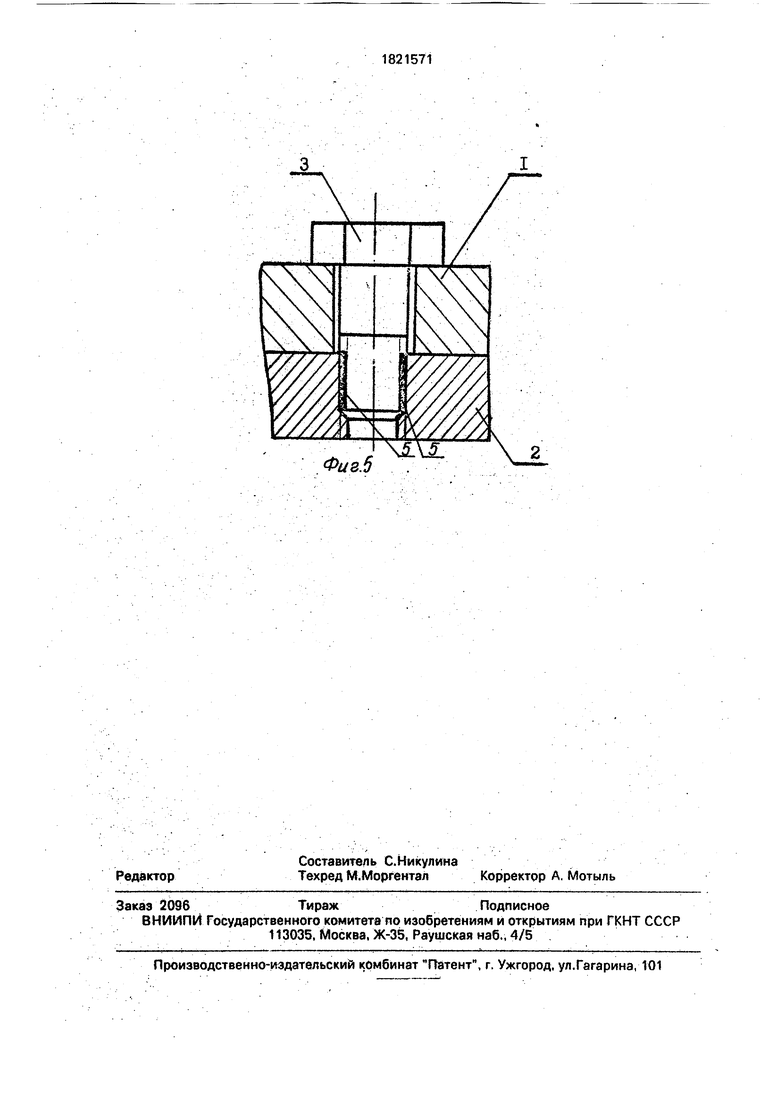
На фиг. 1 изображено соединение деталей перед навинчиванием гайки; на фиг. 2 - соединение Деталей после навинчивания гайки на болт; на фиг. 3 - гайка; на фиг, 4, 5 , - варианты резьбовых соединений со средством для предохранения от самоотвинчи- вания.
Резьбовое соединение содержит размещенный в деталях 1 и 2 болтЗ, навинченную на него гайку 4 и средство 5 для предохранения от самоотвинчивания. Средство 5 выполнено в виде клеящей смеси, содержащей 92-95% натриевого жидкого стекла и 5-8% алюминиевой пудры.
Перед навинчиванием гайки клеющую смесь наносят на 3-4 витка начала резьбы болта (см. фиг. 1), а после затяжки соединения ее наносят на выступающую резьбовую часть болта 3 по периметру с переходом на
(Л
С
00 N3
|СЛ xi
торец гайки 4 (см. фиг. 2), боковую поверхность гайки 4 по всему периметру с переходом на поверхность соединяемой детали 2. В результате после отвердения образуется твердая плотная пленка, которая, прилипая к.выступающей части болта, гайки и соеди няемой детали, создает дополнительное усилие стопорения, предохраняющее резьбовые соединения от самортвинчивзния. Образующаяся пленка после отвердения не оказывает разрушающего действия на лакокрасочные и металлические покрытия соединяемых и крепежных деталей.
Демонтаж застопоренных натриевым жидким стеклом, смешанным с алюминиевой пудрой, крепежных деталей производится с помощью стандартных инструментов.
В соединении деталей, изображенном на фиг. 5, клеящую смесь наносят на 6-10 ниток начала резьбы болта 3, и алюминиевая пудра в данном случае играет роль армирующего элемента, поскольку она, обладая свд йством адгезии к металлу, заполняет зазоры, имеющиеся между резьбовой поверхностью гайки и болта (винта или шпильки), чем и создает дополнительные усилия, предохраняющие его от самоотвин- чивания.
Демонтаж крепежных деталей в резьбовых соединениях, застопоренных натриевым жидким стеклом, смешанным с алюминиевой пудрой, играющей роль армирующего средства, затруднен, поэтому тре- буются дополнительные усилия для обеспечения развинчивания крепежных деталей, что подтверждает наличие гарантированного усилия стопорения.
Поверхности, на которые должна наноситься клеящая смесь, предварительно необходимо обезжирить путем проТирания их тампоном, смоченным в ацетоне или бензине ВР-1. .Обработанные поверхности следует предохранять от попадания масла и влаги. Натриевое жидкое стекло, смешанное с алюминиевой пудрой, наносится на крепежные и соединяемые детали при помощи известных средств:
металлической иглой, шприцем, кисточкой, стеклянной палочкой и другими спосо- бами в зависимости от легкости доступа и габаритов детали.
Приготавливалась клеящая смесь следующих составов, мае. %:
1. Жидкое стекло95 Алюминиевая пудра 5
2. Жидкое стекло94 Алюминиевая пудра б.
3. Жидкое стекло92 Алюминиевая пудра 8
Для экспериментальной проверки клеящей смеси, в состав которой входит жидкое натриевое стекло и алюминиевая пудра, представляющая собой тонко измельченные частицы алюминия пластинчатой формы, изготавливались образцы крепежных деталей в количестве 24: характеризующиеся использованием краски ЭП-51 (6 образцов) для стопорения, минимального
0 содержания составляющих в смеси (6 образцов), нормального содержания составляющих в смеси (6 образцов) и максимального содержания составляющих в смеси (б образ- цов), т.е. нижний, нормальный и верхний
5 пределы содержания компонентов,
Смеси получали простым тщательным смешиванием компонентов, средство стопорения наносилось на крепежные детали стеклянной палочкой.
0 В образцах крепежные детали были выполнены из стали 20 с цинковым покрытием и после стопорения проходили суточную сушку. После сушки были проведены испытания образцов с целью определения моВ ментовстопорения, которые обеспечиваются краской ЭП-51 и клеящей смесью, содержащей 92-95% натриевого жидкого стекла и 5-8% алюминиевой пудры.
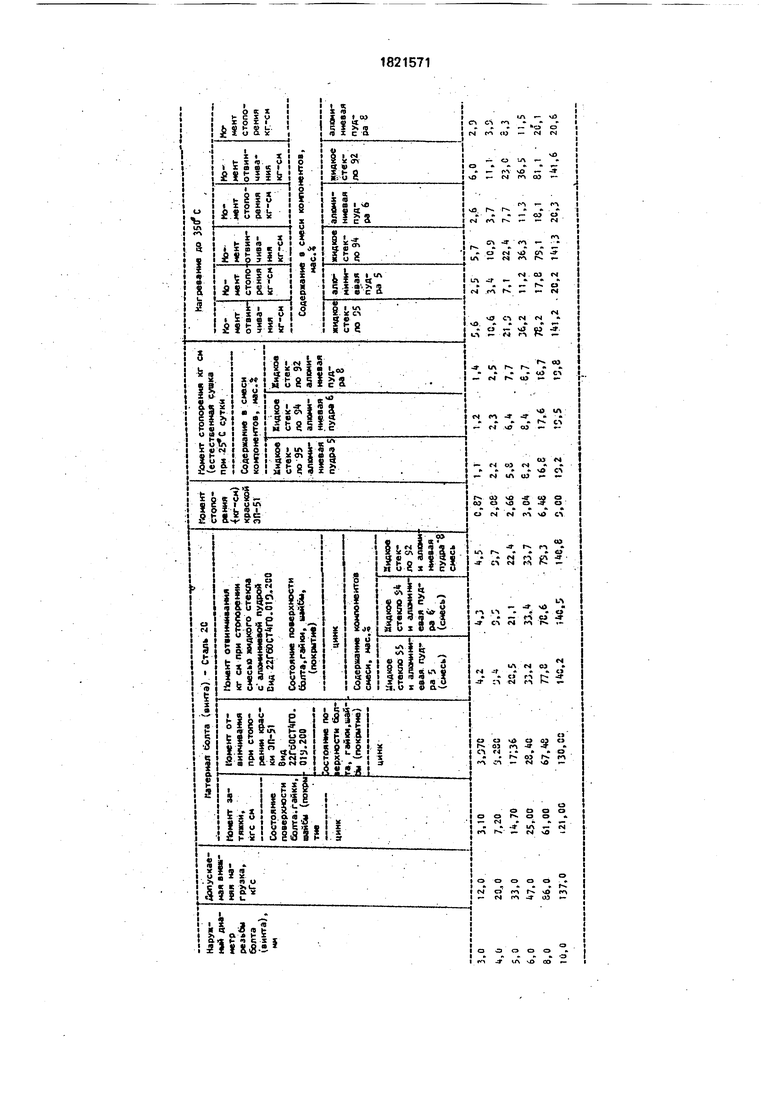
0 в таблице представлены результаты замеров моментов затяжки и развинчивания при стопорении краской ЭП-51 и жидким натриевым стеклом, смешанным с алюминиевой пудрой, а также величина твердости
5 засохшего средства стопорения, и темпера- тур а прокаливания.
Из полученных результатов, внесенных , в таблицу, видно, что испытываемые средства для предохранений от самоотвинчивания
0 крепежных деталей обеспечивает более эффективное стопорение (сравнение моментов стопорения) по сравнению с краской ЭП-51, получаемая пленка средства имеет большую твердость, обладает большей тер5 мбстойкостью сохраняетсредство стопоре- . ния после прокаливания при температуре свыше 1QQ°C и до 350°С по сравнению с краской ЭП-51, что расширяет диапазон рабочих температур. Обладая большей твер0 достью по сравнению с прототипом, настоящее средство после высыхания обеспечивает более надежное стопорение крепежных деталей при повышенных рабочих температурах крепежных деталей.
5 При нагревании резьбовых соединений, застопоренных клеящей смесью до 350°, обнаружено, что происходит спекание смеси, сопровождающееся увеличением объема (набухание) за счет испарения жидкой фракции, находящейся в составе жидкого натриевого стекла, которое оказывает положительное влияние на качество стопорения резьбовых соединений, т.к. происходит полное заполнение смесью зазоров, имеющихся между профилем резьбы гайки и резьбового стержня, роль которого выполняет стандартный болт, шпилька, винт, при этом не наблюдается снижение свойства адгезии, а наоборот увеличивается момент стопорения крепежных деталей.
Для облегчения демонтажа застопорен- ных соединений необходимо снять образовавшуюся пленку смеси механическим способом (ножом, металлической кисточ- кой), а затем производить развинчивание, используя стандартный инструмент.
При откручивании резьбовых соединений без предварительной очистки мест стопорения от средства стопорения наблюдалось нагревание гайки и резьбово- го стержня, а момент развинчивания в этом случае должен быть больше момента стопорения, который обеспечивается клеящей смесью (см. таблицу). Рукой раскрутить крепежные детали, застопоренные описанной клеящей смесью, невозможно и для этого необходимо применять стандартный инструмент, предварительно очистив места нанесения от этой смеси механическим методом.
В таблице представлены свойства застопоренных крепежных деталей с резьбой МЗ-М10 клеящей смесью указанного состава с различным соотношением компонентов и краской ЭП-51, что позволяет провести сравнительный анализ свойств для определения эффективности стопорения жидким натриевым стеклом, смешанным с алюминиевой пудрой в предложенном соотношении применяемых компонентов.
Полученную клеящую смесь необходимо хранить в закрытой герметичной емкости, что предохраняет ее от быстрого высыхания.
Крепежные детали, застопоренные на- триевым жидким стеклом, смешанным с алюминиевой пудрой, можно эксплуатировать до температуры 350°С.
Стопорение натриевым жидким стек- пом, смешанным с алюминиевой пудрой, предлагается применять для резьб диаметром 1-10,0 мм, которые в процессе эксплуатации не подвергаются циклически действующим повышенным динамическим нагрузкам. Жидкое натриевое стекло применяется ъ мыловаренной, жировой, машиностроительной, химической, текстильной, бумажной промышленности, в том числе для производства картонной тары, в черной металлургии, для производства сварочных материалов, в качестве связующего материала при изготовлении форм и стержней в литейном производстве, в качестве флотационного реагента при обогащении полезных ископаемых, для изготовления клея силикатного, применяемого для склейки бумаги и картона.
Использование жидкого натриевого стекла, смешанного с алюминиевой пудрой, в качестве средства для стопорения крепежных деталей в резьбовых соединениях, предохраняющего их от самоотвинчивания в процессе эксплуатации, по сравнению с известными средствами (анаэробными герме- тиками и красками) экологически безвредно, взрывобезопасно, и позволяет эксплуатировать застопоренные крепежные детали при 350°С.
Надежность стопорения резьбовых соединений жидким натриевым стеклом, смешанным с алюминиевой пудрой, обеспечивается строгим соблюдением технологического процесса.
Предлагаемое средство стопорения крепежных деталей может широко применяться во многих областях народного хозяйства, где требуется стопорение; а также в радиоэлектронной аппаратуре, в приборах бытовой техники, работающих в период эксплуатации при повышенных температурах и при отсутствии циклически действующих повышенных динамических нагрузок.
Ф о р мула изобретения Средство для предохранения от самоотвинчивания разъемных, легконагружаемых металлических резьбовых соединений в виде клеящей смеси, отличающееся тем, что с целью обеспечения экологической безопасности, пожаробезопасности. повышения термостойкости и надежности стопорения, клеяющая смесь содержит 92-95% натриевого жидкого стекла и 5-8% алюминиевой пудры.
Фи&4
Фиг.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Средство для предохранения от самоотвинчивания | 1990 |
|
SU1760200A1 |
| СПОСОБ СТОПОРЕНИЯ РЕЗЬБОВОГО КРЕПЕЖНОГО СОЕДИНЕНИЯ | 1992 |
|
RU2029144C1 |
| СПОСОБ СТОПОРЕНИЯ РЕЗЬБОВОГО КРЕПЕЖНОГО СОЕДИНЕНИЯ | 1990 |
|
RU2027082C1 |
| Средство для предохранения от самоотвинчивания | 1990 |
|
SU1739093A1 |
| СПОСОБ СТОПОРЕНИЯ РЕЗЬБОВОГО КРЕПЕЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2530865C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ПОВЫШЕННОЙ НАДЕЖНОСТИ И УНИВЕРСАЛЬНОСТИ | 2015 |
|
RU2599612C1 |
| АКРИЛОВАЯ КОМПОЗИЦИЯ ДЛЯ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2422485C2 |
| Групповое контровочное устройство | 1979 |
|
SU868154A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2000 |
|
RU2191299C2 |
Сущность изобретения: средство стопо- ренйя выполнено в виде клеящей смеси, содержащей 92-95% натриевого жидкого стекла и 5-8% алюминиевой пудры. 1 табл., 5 ил.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Иосилевич Г.Б | |||
| и др | |||
| Затяжка и.стопр- рение резьбовых соединений, М.: Машиностроение, 1985, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
