Изобретение относится к области машиностроения, точнее к резьбовым разъемным соединениям, применяемым во многих машинах, механизмах и приспособлениях, способам стопорения крепежных деталей от самоотвинчивания, конструкциям различных стопорящих приспособлений и конструктивным элементам крепежных деталей, противодействущих самоотвинчиванию.
Борьба с самоотвинчиванием резьбовых соединений во многих машинах и механизмах является актуальной технической задачей, особенно для соединений, работающих в условиях повышенных вибраций и различных ударных нагрузок.
В настоящее время разработано большое количество способов стопорения резьбовых соединений. Известно, например, стопорение болтовых и шпилечных соединений с помощью контргайки /1/. Стопорение контргайкой достаточно широко применяется в технике. Однако стопорение контргайкой имеет следующие недостатки: недостаточная надежность стопорения, неравномерное распределение нагрузки по основной гайке и контргайке. Стопорение контргайкой относится к числу фрикционных способов стопорения, основанных на создании повышенного трения между стопоримой и стопорящей деталями.
Известен способ стопарения путем введения в конструкцию соединения пластичных прослоек между витками гайки и болта, например, с помощью спирали из бронзы ромбического профиля /2/. Такая спираль закладывается в резьбу гайки, и гайка вместе со спиралью завинчивается на болт или шпильку. Способ обеспечивает повышение трения между витками и одновременно способствует выравниванию нагрузки по высоте гайке. Способ имеет недостатки, заключающиеся в технологической сложности и повышенной трудоемкости сборки соединения.
Наиболее близким по технической сущности к заявляемому изобретению является способ стопорения с помощью вставок, вводимых в конструкцию соединения для увеличения трения между витками и создания натяга в резьбе /2/. Известны конструкции самостопорящихся (самоконтрящихся) гаек, в которых выполнена внутренняя кольцевая проточка для размещения в ней вставки из пластмассы. Вставки бывают кольцевые и штифтовые. Во втором случае вставка размещена на боковой стенке гайки, для чего в гайке выполнено отверстие. При завертывании гайки нарезной стержень болта нарезает резьбу во вставке. При этом упругость вставки тормозит гайку. Недостатками гаек со вставкой являются сложность конструкции, трудность монтажа вставки в кольцевой проточке, возможность проворачивания вставок при затяжке, недостаточно высокий коэффициент трения в паре пластмасса-металл, недостаточно надежное стопорение гайки.
Целью предлагаемого изобретения является повышение надежности стопорения за счет обеспечения повышенного трения между витками резьбы и натяга в сопрягаемых поверхностях резьбы.
Задача решена тем, что в резьбовом соединении, основанном на повышении трения в резьбе и увеличении натяга в соединении за счет упругий или пластичных в ставок, помещаемых в пазы гайки или болта, вставка выполнена в виде клиновидной шпонки с уклоном в сторону завинчивания гайки и размещаемой в продольном пазу на поверхности болта глубиной, равной высоте профиля резьбы, при этом уклон вставки равен уклону прямой линии, соединяющей точку на впадине профиля резьбы болта и вершину профиля на участке расположения вставки.
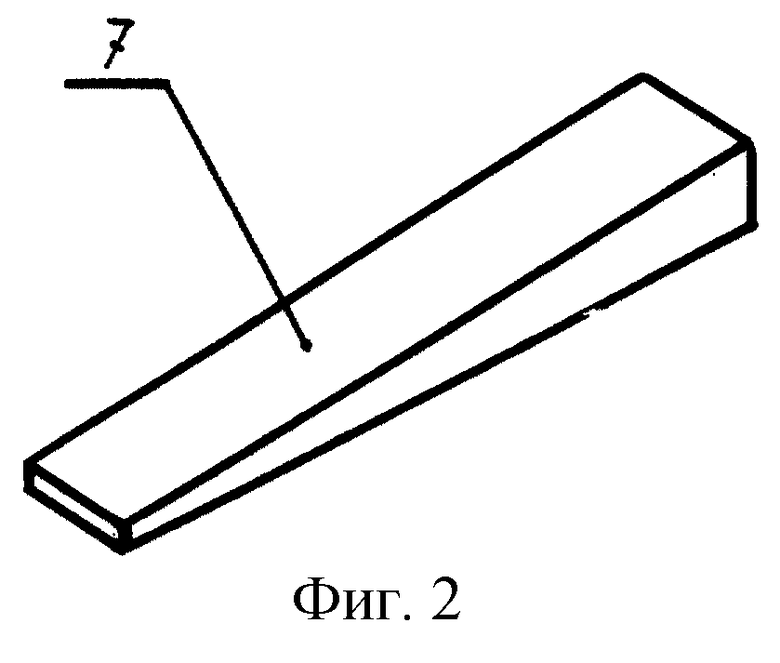
Изобретение иллюстрируется чертежами. На фиг.1 представлено резьбовое болтовое соединение, в котором стопорение обеспечивается клиновидной вставкой. На фиг.2 представлена клиновидная вставка.
Резьбовое болтовое соединение состоит из двух скрепляемых деталей 1, 2, болта 3, шайбы 4 и гайки 5. На поверхности болта выполнен продольный паз 6 шириной 2-3 мм. Глубина паза равна высоте профиля резьбы, нарезанной на стержне болта. Длина паза определяется при расчете болтового соединения и равна расстоянию от торца стержня до поверхности верхней детали 2.
В пазу 6 болта размещена вставка 7. Вставка выполнена в виде клиновидной шпонки, размещаемой в пазу тонким концом вверх, то есть в сторону завинчивания гайки. Вставка изготавливается с уклоном, равным уклоны прямой линии, соединяющей точку на впадине профиля резьбы болта и вершину профиля на участке расположения вставки. Длину вставки рекомендуется брать равной или чуть большей высоты гайки. Зазор между боковыми стенками вставки и стенками паза - 0,1-0,2 мм. Материал для изготовлении вставки - медь, алюминий и их сплавы.
Предлагаемое самостопорящееся резьбовое соединение работает следующим образом. Перед сборкой соединения изготавливают клиновидную вставку по рассчитанным размерам. Далее в отверстия в деталях вставляют болт. В паз болта помещают клиновидную вставку и на болт накидывают шайбу. Затем приступают к завинчиванию гайки, придерживая вставку от выпадания из паза болта.
При подходе гайки к клиновидной вставке резьба гайки начинает нарезать резьбу на наклонной поверхности вставки сначала неполного профиля, а затем все более и более полного профиля по мере завинчивания гайки. Усилие затяжки медленно возрастает, натяг в соединении увеличивается, трение между витками возрастает.
Выдавленный металл клиновидной вставки заполняет близлежащие участки резьбы, что способствует увеличению трения и натяга. В конце операции завинчивания усилие затяжки максимально возрастает, в результате чего образуется туго затянутое резьбовое соединение с высоким усилием стопорения. Тугой затяжке способствует также то, что наличие вставки обеспечивает поджатие витков резьбы болта и гайки друг к другу на противоположной от паза стороне болта, что приводит к увеличению трения.
Выполнение вставки в виде клиновидной шпонки и выполнение уклона по линии, соединяющей впадину профиля резьбы болта с вершиной профиля на участке расположения вставки, позволяет обеспечить плавный заход гайки и плавное возрастание усилия зажатия, что в конечном итоге способствует равномерному распределению нагрузки по высоте гайки.
Выполнение вставки из медного или алюминиевого пластичного материала способствует в отличие от прототипа увеличению трения в паре металл гайки - металл вставки.
Предлагаемое изобретение отличается oт прототипа еще и тем, что максимальное усилие затяжки возникает только в конце затяжки, что обеспечивается клиновидной формой вставки и рациональным уклоном ее рабочей поверхности.
В целом предлагаемое изобретение обеспечивает высокую надежность стопорения соединения, снижение трудоемкости. Конструкция самостопорящегося соединения проста, технологична и надежна.
Источники информации
1. Ройтман И.А. Резьбы. Резьбовые соединения. -М.: Просвещение, 1967.
2. Орлов П. И. Основы конструирования в 2-х книгах. Кн. 2.-М.: Машиностроение, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЙКА САМОСТОПОРЯЩАЯСЯ | 2001 |
|
RU2197652C1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ | 2003 |
|
RU2241870C1 |
| Самостопорящийся резьбовой элемент | 1989 |
|
SU1705623A1 |
| Самостопорящаяся гайка | 1990 |
|
SU1751483A1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
| СТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2155886C2 |
| Крепежное устройство | 1976 |
|
SU617622A1 |
| Самостопорящийся болт | 1986 |
|
SU1344970A1 |
| СПОСОБ Н.В. ЗЕМЛЯКОВА СТОПОРЕНИЯ КОНТРГАЙКИ ОТНОСИТЕЛЬНО КРЕПЕЖНОЙ ГАЙКИ | 2006 |
|
RU2303717C1 |
| САМОСТОПОРЯЩЕЕСЯ ШПИЛЕЧНОЕ СОЕДИНЕНИЕ | 2004 |
|
RU2265143C1 |
Изобретение относится к области машиностроения, в частности к резьбовым соединениям и способам их стопорения. Целью изобретения является повышение надежности стопорения. Сущность изобретения заключается в использовании в качестве стопорящего элемента клиновидной шпонки из медного или алюминиевого сплава с уклоном в сторону завинчивания гайки, размещаемой в продольном пазу на поверхности болта глубиной, равной высоте профиля резьбы, при этом уклон вставки равен уклону прямой линии, соединяющей точку на впадине профиля резьбы болта и вершину профиля на участке расположения вставки. Технический результат заключается в обеспечении высокой надежности стопорения за счет повышенного трения и натяга в резьбе. 2 ил.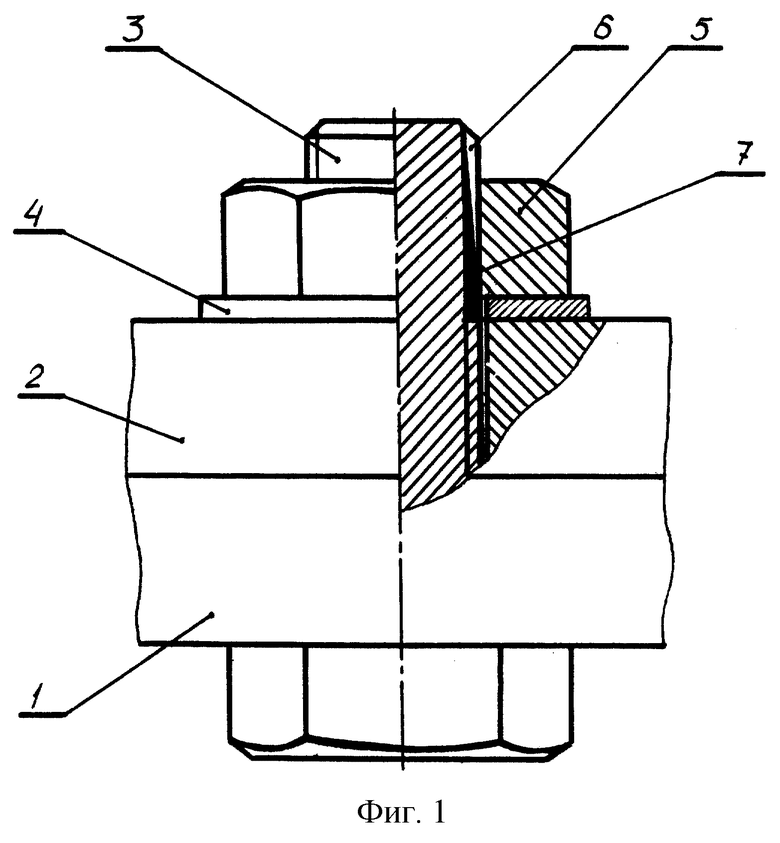
Самостопорящееся резьбовое соединение, содержащее вставку внутри соединения гайка - болт, отличающееся тем, что вставка выполнена в виде клиновидной шпонки с уклоном в сторону гайки и размещенной в продольном пазу на поверхности болта глубиной, равной высоте профиля резьбы, при этом уклон вставки равен уклону прямой линии, соединяющей точку на впадине профиля резьбы болта и вершину профиля на длине упомянутой вставки.
| БЕЗОПАСНАЯ БРИТВА ДЛЯ САМОСТОЯТЕЛЬНОЙ СТРИЖКИ ВОЛОС | 1995 |
|
RU2102225C1 |
| Орлов П.И | |||
| Основы конструирования | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1988, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| US 4645394 24.02.1987 | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СЫПУЧЕСТИ ПОРОШКОВ | 0 |
|
SU285338A1 |
| ЦИФРОВОЙ ИНТЕГРАТОР | 0 |
|
SU369590A1 |
| Захватное устройство | 1981 |
|
SU986779A1 |
| Шиберный затвор | 1982 |
|
SU1329609A3 |
| Автоматический гранатомет | 1936 |
|
SU1654637A1 |
| ПОГЛОЩАЮЩИЙ ТЕРМОСТАБИЛИЗИРУЮЩИЙ МАТЕРИАЛ НА ОСНОВЕ МАНГАНИТОВ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ТЕРМОСТАБИЛИЗИРУЮЩЕЕ ПОКРЫТИЕ НА ЕГО ОСНОВЕ | 2008 |
|
RU2404128C2 |
