Фиг.1
ний заключается в том, что к элементам затягиваемого резьбового соединения сначала прикладывают асимметричный вибрационный момент, а затем знакопостоянный момент, чередующийся с асимметричным вибрационным моментом. Предварительно производят настройку датчика 16 момента на величину критического момента. При включении управляющей системы 15 управляющая муфту 14 соединяет зубчатое колесо 13 и центральный приводной вал б возбудителя поворотных симметричных колебаний и вращение выходного вала 3 привода 2 передается на дебаланс- ные грузы последнего, которые генерируют вибрационный симметричный момент, передаваемый на рабочую головку 5. Одновременно вращение выходного вала 3 через
муфту 11 сдатчиком 16 передается на приводной вал 10 механизма знакопостоянного момента, в котором формируется знакопостоянный момент, и через дополнительный выходной вал на гильзу 4 и далее на рабочую головку 5. которая передает асимметричный вибрационный момент на затягиваемое или разбираемое резьбовое соединение. При уменьшении сопротивления в разбираемом резьбовом соединении до значения, меньшего критического момента, срабатывает датчик 16 момента. В результате управляющая система 15 выключает управляющую муфту 14, которая отсоединяет центральный приводной вал 6 от выходного вала 3 привода 2. В результате на гильзу 4 с рабочей головкой 5 передается только знакопостоянный момент. 2 с.п. ф-лы, 5 ил.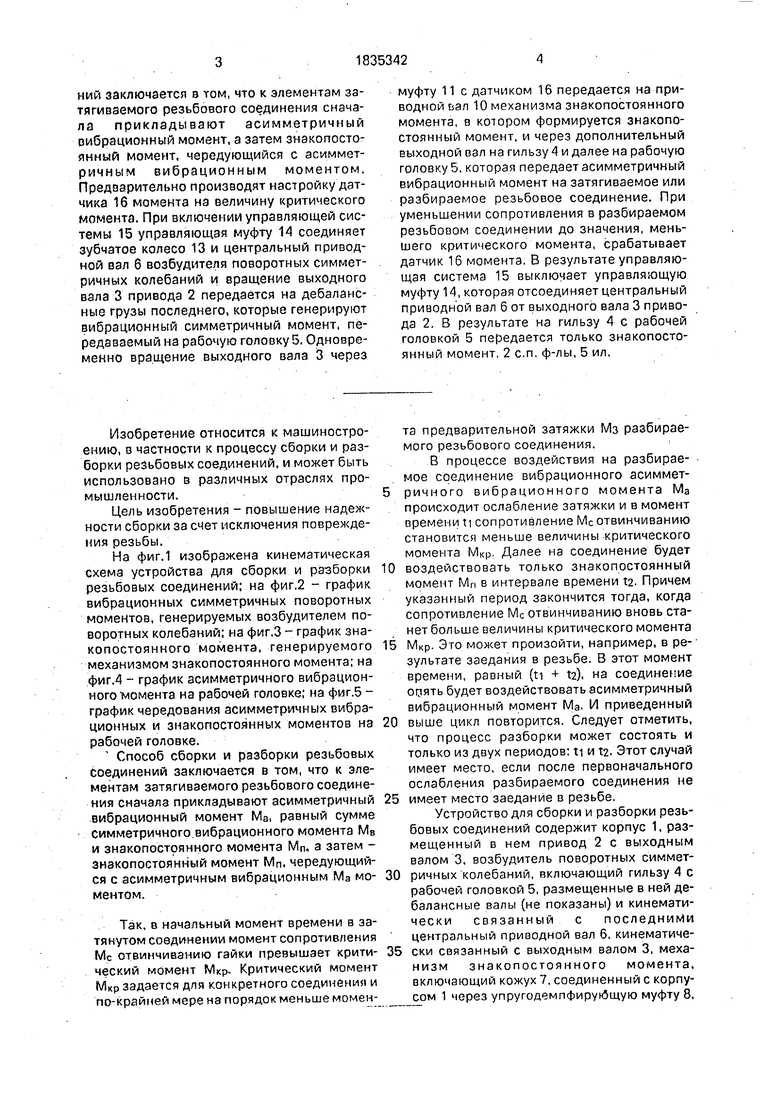
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный гайковерт | 1990 |
|
SU1771943A1 |
| Гайковерт | 1986 |
|
SU1351769A2 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1994 |
|
RU2081741C1 |
| Пневматический вибрационный гайковерт | 1988 |
|
SU1634472A1 |
| Электрический вибрационный гайковерт | 1981 |
|
SU1088923A2 |
| Гайковерт | 1981 |
|
SU977145A1 |
| Гайковерт | 1982 |
|
SU1066794A1 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1992 |
|
RU2046696C1 |
| Электрический вибрационный гайковерт | 1987 |
|
SU1421514A2 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1998 |
|
RU2182533C2 |
Изобретение относится к машиностроению, в частности к процессу сборки и разборки резьбовых соединений. Цель изобретения - повышение надежности за с 1ет исключения повреждения резьбы. Способ сборки и разборки резьбовых соедине
Изобретение относится к машиностроению, в частности к процессу сборки и разборки резьбовых соединений, и может быть использовано в различных отраслях промышленности.
Цель изобретения - повышение надежности сборки за счет исключения повреждения резьбы.
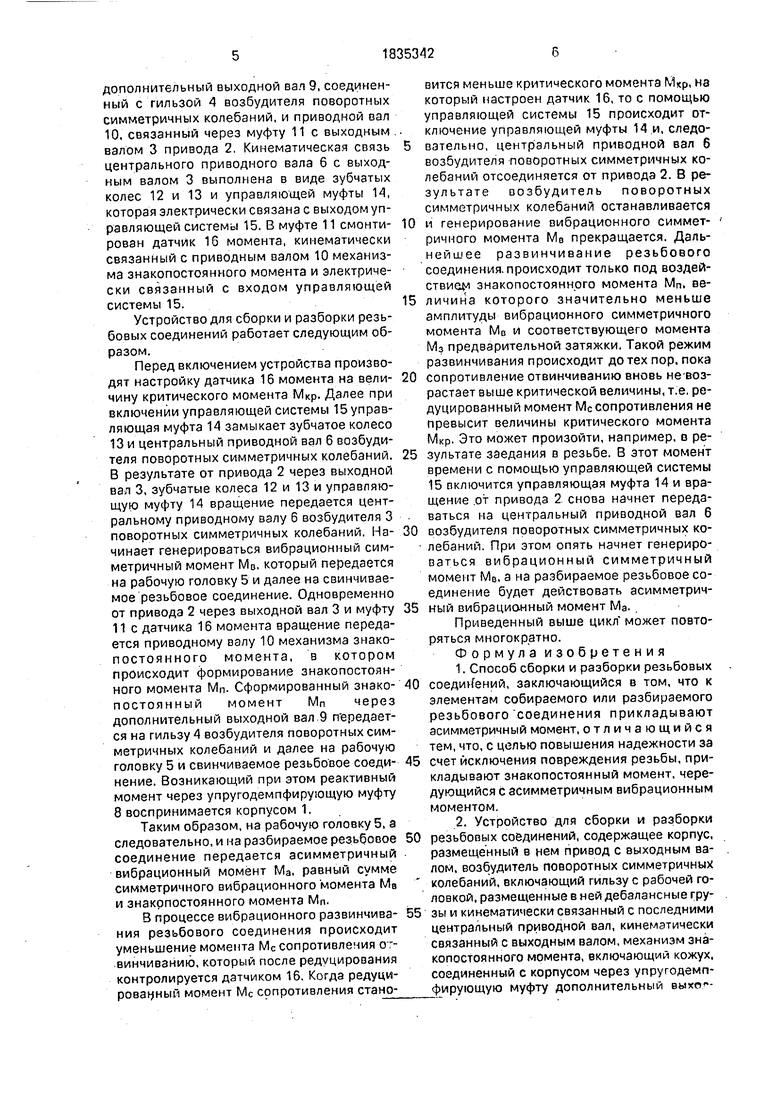
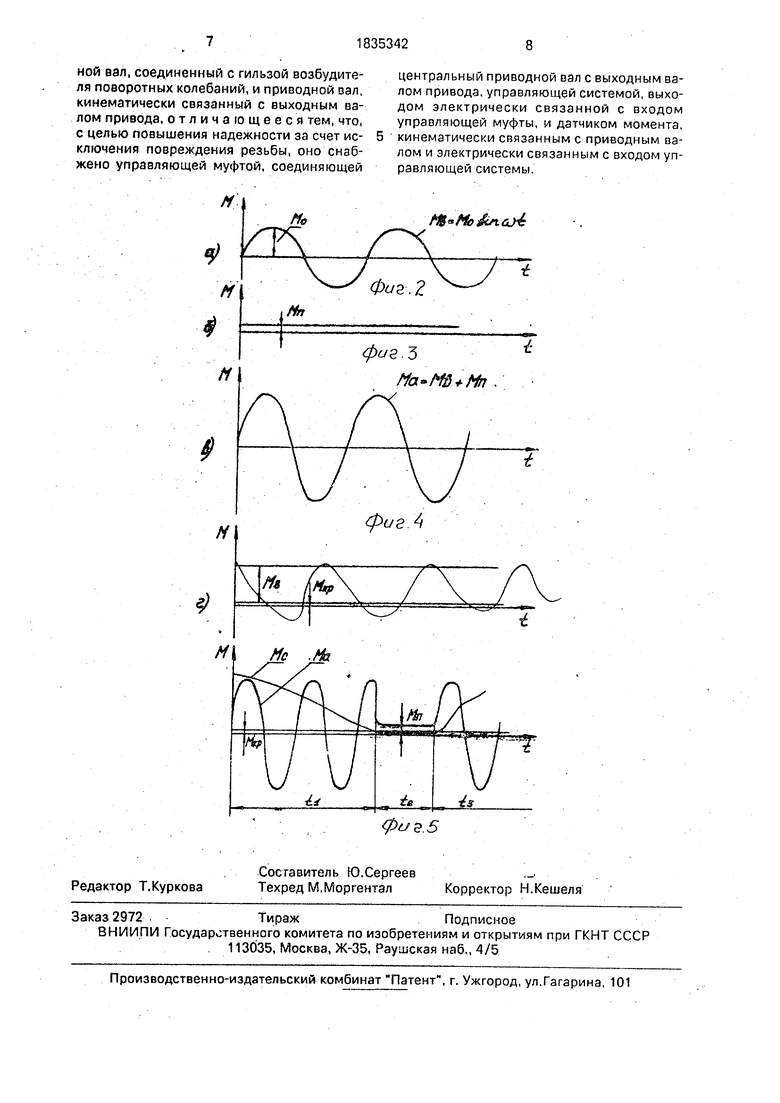
На фиг.1 изображена кинематическая схема устройства для сборки и разборки резьбовых соединений; на фиг.2 - график вибрационных симметричных поворотных моментов, генерируемых возбудителем поворотных колебаний; на фиг.З - график знакопостоянного момента, генерируемого механизмом знакопостоянного момента; на фиг,4 - график асимметричного вибрационного момента на рабочей головке; на фиг.5 - график чередования асимметричных вибрационных и знакопостоянных моментов на рабочей головке.
Способ сборки и разборки резьбовых соединений заключается в том, что к элементам затягиваемого резьбового соединения сначала прикладывают асимметричный вибрационный момент Ма, равный сумме симметричного.вибрационного момента Мв и знакопостоянного момента Мп, а затем - знакопостоянный момент Мп. чередующийся с асимметричным вибрационным Ма моментом.
Так, в начальный момент времени в затянутом соединении момент сопротивления Мс отвинчиванию гайки превышает критический момент Мкр, Критический момент Мкр задается для конкретного соединения и no-крайней мере на порядок меньше момента предварительной затяжки Мз разбираемого резьбового соединения.
В процессе воздействия на разбираемое соединение вибрационного асимметричного вибрационного момента Ма происходит ослабление затяжки и в момент времени tiсопротивление Мс отвинчиванию становится меньше величины критического момента МКр. Далее на соединение будет
воздействовать только знакопостоянный момент Мп в интервале времени т.2. Причем указанный период закончится тогда, когда сопротивление Мс отвинчиванию вновь станет больше величины критического момента
МКр. Это может произойти, например, в ре- зультате заедания в резьбе, В этот момент времени, равный (ti + 1.2), на соединение опять будет воздействовать асимметричный вибрационный момент Ма. И приведенный
выше цикл повторится. Следует отметить, что процесс разборки может состоять и только из двух периодов: ti и т.2. Этот случай имеет место, если после первоначального ослабления разбираемого соединения не
имеет место заедание в резьбе.
Устройство для сборки и разборки резьбовых соединений содержит корпус 1, размещенный в нем привод 2 с выходным валом 3, возбудитель поворотных с имметричных колебаний, включающий гильзу 4 с рабочей головкой 5, размещенные в ней де- балансные валы (не показаны) и кинематически связанный с последними центральный приводной вал 6. кинематически связанный с выходным валом 3, механизм знакопостоянного момента, включающий кожух 7, соединенный с корпусом 1 через упругодемпфирук5щую муфту 8,
дополнительный выходной вал 9, соединенный с гильзой 4 возбудителя поворотных симметричных колебаний, и приводной вал 10, связанный через муфту 11 с выходным валом 3 привода 2, Кинематическая связь центрального приводного вала 6 с выходным валом 3 выполнена в виде зубчатых колес 12 и 13 и управляющей муфты 14, которая электрически связана с выходом управляющей системы 15. В муфте 11 смонтирован датчик 16 момента, кинематически связанный с приводным валом 10 механизма знакопостоянного момента и электрически связанный с входом управляющей системы 15.
Устройство для сборки и разборки резьбовых соединений работает следующим образом.
Перед включением устройства производят настройку датчика 16 момента на величину критического момента МКр. Далее при включении управляющей системы 15 управляющая муфта 14 замыкает зубчатое колесо 13 и центральный приводной вал 6 возбудителя поворотных симметричных колебаний. В результате от привода 2 через выходной вал 3, зубчатые колеса 12 и 13 и управляющую муфту 14 вращение передается центральному приводному валу 6 возбудителя 3 поворотных симметричных колебаний. Начинает генерироваться вибрационный симметричный момент Мв, который передается на рабочую головку 5 и далее на свинчиваемое резьбовое соединение. Одновременно от привода 2 через выходной вал 3 и муфту 11с датчика 16 момента вращение передается приводному валу 10 механизма знакопостоянного момента, в котором происходит формирование знакопостоянного момента Мп. Сформированный знакопостоянный момент Мп через дополнительный выходной вал.9 передается на гильзу 4 возбудителя поворотных симметричных колебаний и далее на рабочую головку 5 и свинчиваемое резьбовое соединение. Возникающий при этом реактивный момент через упругодемпфирующую муфту 8 воспринимается корпусом 1.
Таким образом, на рабочую головку 5, а следовательно, и на разбираемое резьбовое соединение передается асимметричный вибрационный момент Ма, равный сумме симметричного вибрационного момента Мв и знакопостоянного момента Мп.
В процессе вибрационного развинчивания резьбового соединения происходит уменьшение момента Мс сопротивления отвинчиванию, который после редуцирования контролируется датчиком 16. Когда редуцированный момент Мс сопротивления становится меньше критического момента Мкр, на который настроен датчик 16, то с помощью управляющей системы 15 происходит отключение управляющей муфты 14.и. следо5 вательно, центральный приводной вал б возбудителя поворотных симметричных колебаний отсоединяется от привода 2. В результате возбудитель поворотных симметричных колебаний останавливается
0 и генерирование вибрационного симмет- ричного момента Мв прекращается. Дальнейшее развинчивание резьбового соединения, происходит только под воздействие знакопостоянного момента Мп. ве5 личина которого значительно меньше амплитуды вибрационного симметричного момента Мв и соответствующего момента Мз предварительной затяжки. Такой режим развинчивания происходит до тех пор, пока
0 сопротивление отвинчиванию вновь не-воз- растает выше критической величины, т.е, редуцированный момент Мс сопротивления не превысит величины критического момента Мкр. Это может произойти, например, в ре5 зультате заедания в резьбе. В этот момент времени с помощью управляющей системы 15 включится управляющая муфта 14 и вращение .от привода 2 снова начнет передаваться на центральный приводной вал 6
0 возбудителя поворотных симметричных ко- лебаний. При этом опять начнет генерироваться вибрационный симметричный момент Мв, а на разбираемое резьбовое соединение будет действовать асимметрич5 ный вибрационный момент Ма.
Приведенный выше цикл может повторяться многократно.
Формула изобретения
элементам собираемого или разбираемого резьбового соединения прикладывают асимметричный момент, отличающийся тем, что, с целью повышения надежности за 5 счет исключения повреждения резьбы, прикладывают знакопостоянный момент, чередующийся с асимметричным вибрационным моментом.
размещенный в нем привод с выходным ва- . лом, возбудитель поворотных симметричных колебаний, включающий гильзу с рабочей головкой, размещенные в ней дебалансные гру- . 5 зы и кинематически связанный с последними центральный приводной вал, кинематически связанный с выходным валом, механизм знакопостоянного момента, включающий кожух, соединенный с корпусом через упругодемпфирующую муфту дополнительный вал, соединенный с гильзой возбудителя поворотных колебаний, и приводной вал, кинематически связанный с выходным валом привода, отличающееся тем, что, с целью повышения надежности за счет исключения повреждения резьбы, оно снабжено управляющей муфтой, соединяющей
н
Ч
Ноf% Mo &ncjЈ
m r .
н
- (Ь,,. 7 --/
Фиг: 2
центральный приводной вал с выходным валом привода, управляющей системой, выходом электрически связанной с входом управляющей муфты, и датчиком момента, кинематически связанным с приводным валом и электрически связанным с входом управляющей системы.
(Ь,,. 7
Фиг: 2
фиг.Ъ
+ Mn .
фиъ.5
| Механизм для образования поперечных швов на рукавном термосклеевающемся материале к упаковочным машинам | 1980 |
|
SU929495A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Вибрационный гайковерт | 1980 |
|
SU933438A1 |
