(54) МЕХАНИЗМ ДЛЯ ОБРАЗОВАНИЯ-ПОПЕРЕЧНЫХ ШВОВ НА РУКАВНОМ ТЕРМОСКЛЕИВАЮЩЕМСЯ МАТЕРИАЛЕ
К УПАКОВОЧНЫМ МАШИНАМ
1
-Изобретение относится к упаковочнофасовочной технике.
Известен механизм для образования поперечных швов на рукавном термосклеивающемся материале к упаковочным машинам, содержагЦий два бесконечных параллельных протяжных транспортера с укрепленными на них прижимами для пленки и сварочного элемента, установленного с возможностью возвратно- поступательного перемещения между транспортерами относительно их продольной оси. Сварочный элемент соединен с источниками тепло- и хладоносителя трубопроводом, совершающим последовательное движение со сварным приспособлением 1.
Однако устройство имеет сложную конструкцию для обеспечения подвода теплои хладагента к сварочному элементу, что снижает надежность работы механизма.
Цель изобретения - упрощение подвода тепло- и хладагента к сварочным элементам.
Поставленная цель достигается тем, что механизм для образования поперечных швов на рукавном термосклеивающемся материале к упаковочным машинам, содержащий
два бесконечных параллельных протяжных транспортера с прижимами и сварочными элементами, снабжен муфтами-синхронизаторами, установленными на основаниях транспортеров и соединенными со сварочными элементами посредством гибких трубопроводов.
При этом муфта-синхронизатор выполнена в виде стакана с радиально расположенными штуцерами для гибких трубопроводов, кинематически связанного с приводом транспортеров и посаженного на полую ось, имеющую радиальные отверстия по месту контакта со штуцерами для сообщения последних с полостью оси.
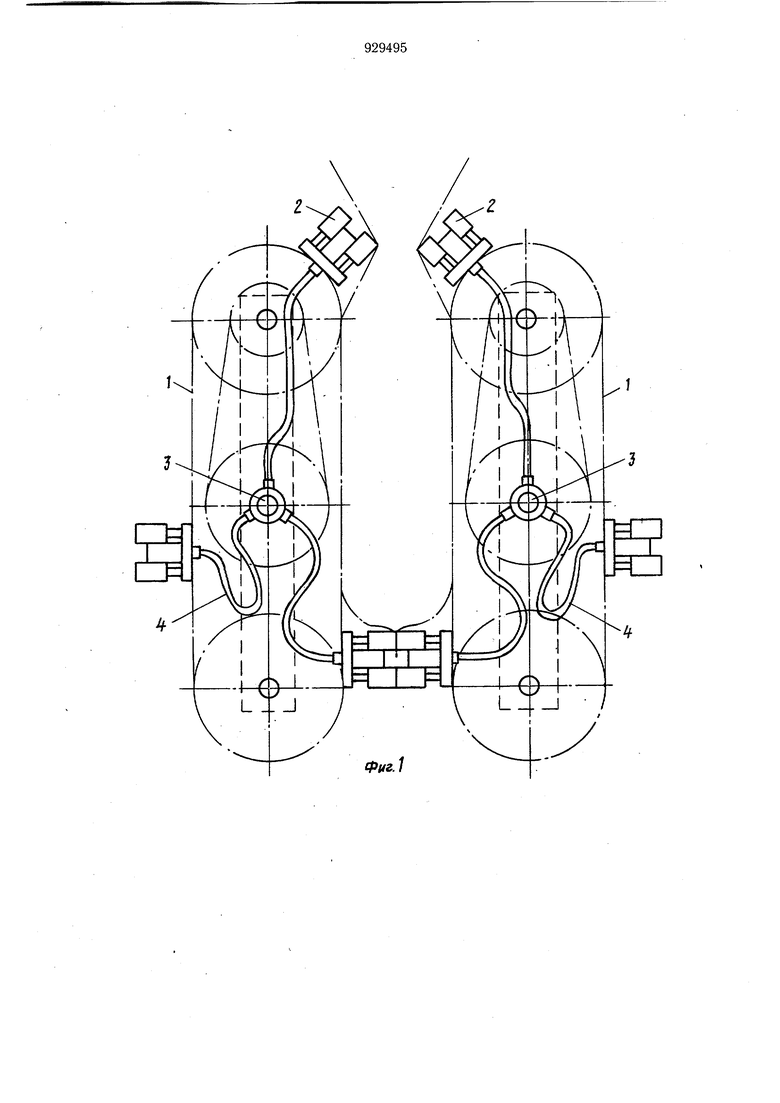
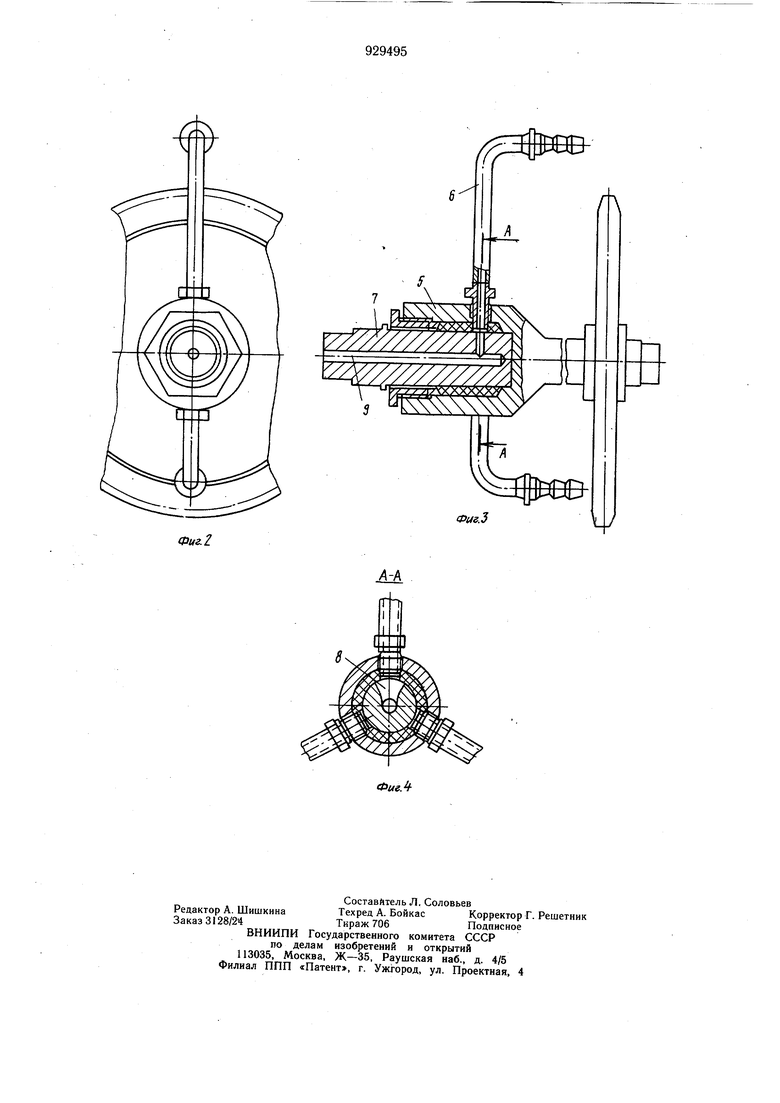
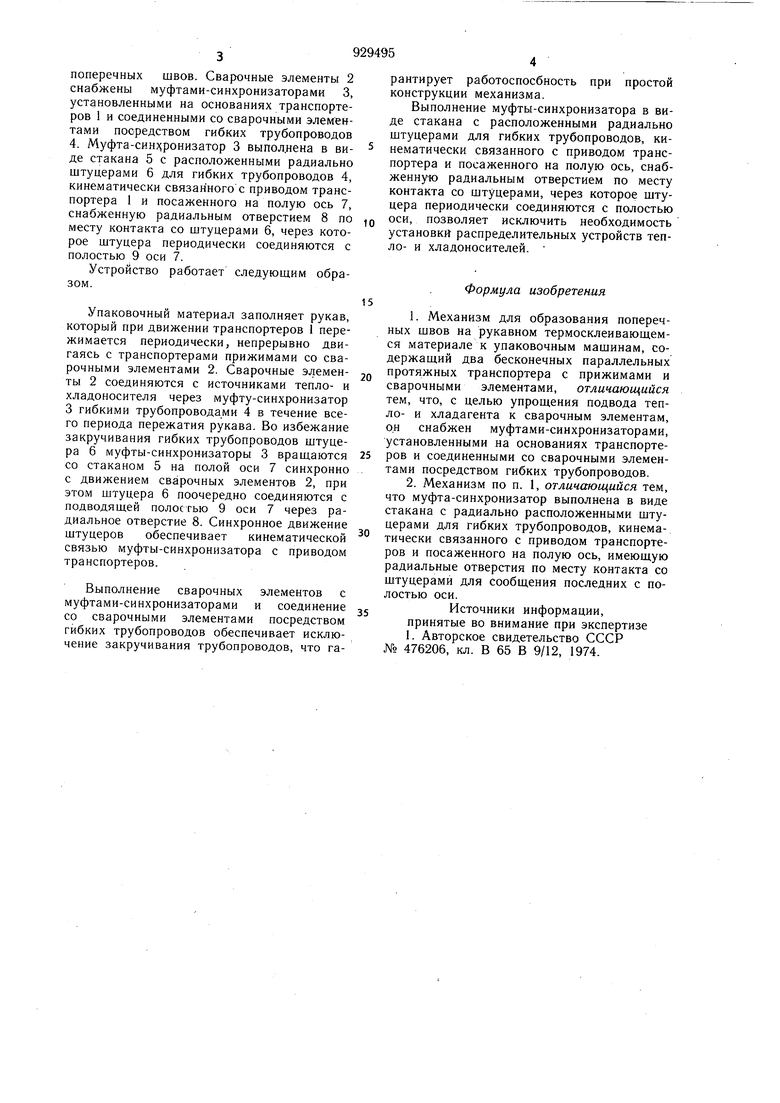
На фиг. 1 изображен механизм для об15разования поперечных щвов на рукавном термосклеивающемся материале к. упаковочным машинам, вид спереди; на фиг. 2 - муфта-синхронизатор, вид спереди; на фиг. 3 - то же, вид сбоку в сечении; на 20 фиг.4- сечение А-А на фиг. 3.
Механизм состоит из двух бесконечных параллельных протяжных транспортеров 1 с , закрепленными на них прижимами со сварочными элементами 2 для образования поперечных швов. Сварочные элементы 2 снабжены муфтами-синхронизаторами 3, установленными на основаниях транспортеров 1 и соединенными со сварочными элементами посредством гибких трубопроводов 4. Муфта-син)ронизатор 3 выполлена в виде стакана 5 с расположенными радиально штуцерами б для гибких трубопроводов 4, кинематически связанного с приводом транспортера 1 и посаженного на полую ось 7, снабженную радиальным отверстием 8 по месту контакта со штуцерами 6, через которое штуцера периодически соединяются с полостью 9 оси 7. Устройство работает следуюшим образом. Упаковочный материал заполняет рукав, который при движении транспортеров 1 пережимается периодически, непрерывно двигаясь с транспортерами прижимами со сварочными элементами 2. Сварочные элементы 2 соединяются с источниками тепло- и хладоносителя через муфту-синхронизатор 3 гибкими трубопроводами 4 в течение всего периода пережатия рукава. Во избежание закручивания гибких трубопроводов штуцера 6 муфты-синхронизаторы 3 вращаются со стаканом 5 на полой оси 7 синхронно с движением сварочных элементов 2, при этом штуцера 6 поочередно соединяются с подводящей полостью 9 оси 7 через радиальное отверстие 8. Синхронное движение штуцеров обеспечивает кинематической связью муфты-синхронизатора с приводом транспортеров. Выполнение сварочных элементов с муфтами-синхронизаторами и соединение со сварочными элементами посредством гибких трубопроводов обеспечивает исключение закручивания трубопроводов, что гарантирует работоспосбность при простой конструкции механизма. Выполнение муфты-синхронизатора в виде стакана с расположенными радиально штуцерами для гибких трубопроводов, кинематически связанного с приводом транспортера и посаженного на полую ось, снабженную радиальным отверстием по месту контакта со штуцерами, через которое штуцера периодически соединяются с полостью оси, позволяет исключить необходимость установки распределительных устройств тепло- и хладоносителей. Формула изобретения 1.Механизм для образования поперечных швов на рукавном термосклеиваюшемся материале к упаковочным машинам, содержащий два бесконечных параллельных протяжных транспортера с прижимами и сварочными элементами, отличающийся тем, что, с целью упрощения подвода тепло- и хладагента к сварочным элементам, он снабжен муфтами-синхронизаторами, установленными на основаниях транспортеров и соединенными со сварочными элементами посредством гибких трубопроводов. 2.Механизм по п. 1, отличающийся тем, что муфта-синхронизатор выполнена в виде стакана с радиально расположенными штуцерами для гибких трубопроводов, кинематически связанного с приводом транспортеров и посаженного на полую ось, имеющую радиальные отверстия по месту контакта со штуцерами для сообщения последних с полостью оси. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 476206, кл. В 65 В 9/12, 1974.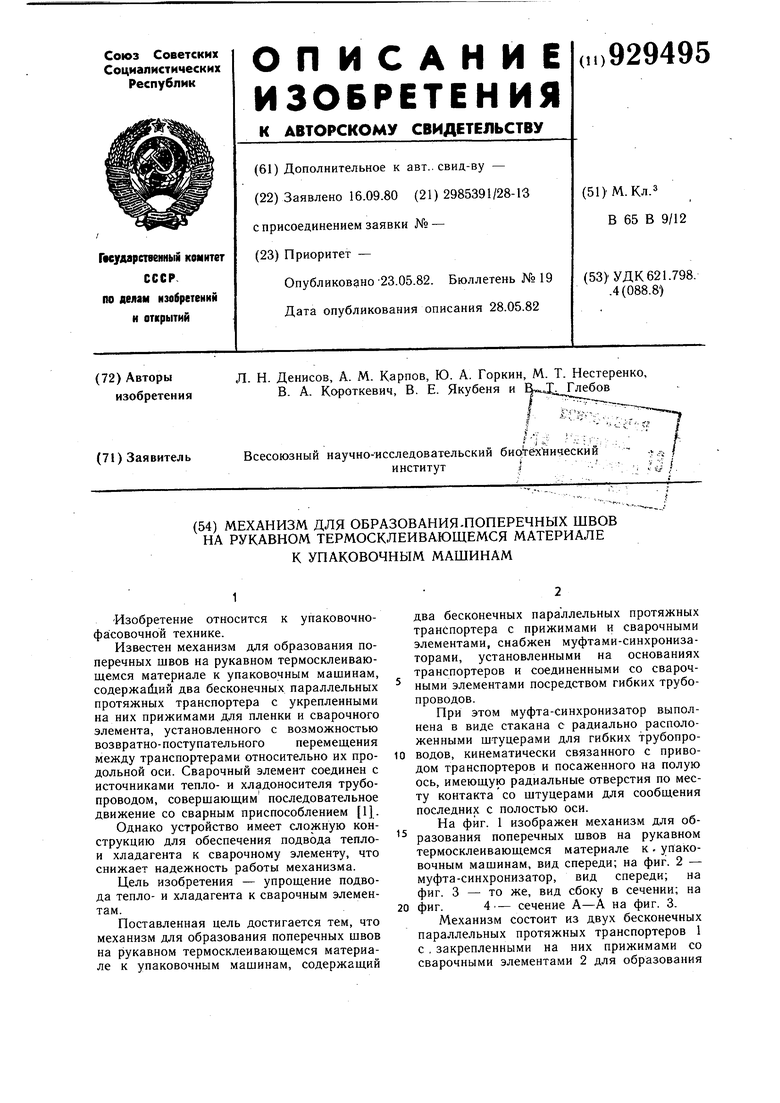
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки | 1973 |
|
SU476206A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Устройство для подачи и резки термосклеивающегося материала | 1980 |
|
SU967875A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И | 1972 |
|
SU328688A1 |
| ВСЕСОЮЗНАЯ ПА1ЕН11Ш-ТЕх:::;^1^:иА?5 | 1973 |
|
SU373218A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1988 |
|
SU1570946A1 |
| Устройство для упаковки продуктов в пакеты из рукавного полимерного материала | 1976 |
|
SU654493A1 |
| Устройство для формирования и упаковки пачек бумаг в рукавный термосклеивающийся материал | 1984 |
|
SU1191361A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1979 |
|
SU770931A1 |
| Устройство для изготовления пакетов из термосклеивающегося материала | 1990 |
|
SU1712253A1 |