Изобретение относится к технологии изготовления кулачкового вала.
Цель изобретения - использование де- галей из чугуна с шаровидным графитом или Из металлокерамики.
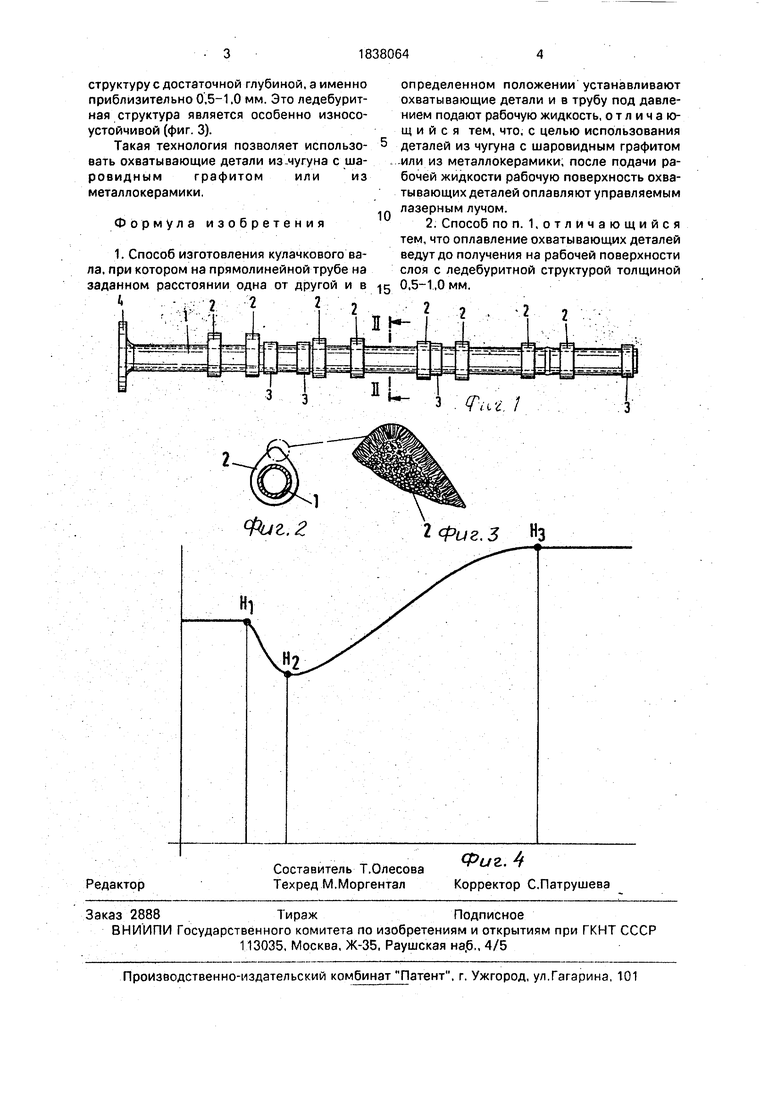
На фиг. 1 показан кулачковый вал; на фиг. 2 - сечение II-II фиг. 1; на фиг. 3 - увеличенное сечение II-II; на фиг. 4 - кривая изменения давления между кулачковыми элементами и трубой.
Кулачковый вал состоит из стержневой
рубы 1, на которой закреплены несколько охватывающих деталей 2, четыре кольца 3
юдшипников и цилиндрическое кольцо 4. Эти детали располагают в заданном положении на трубе 1, которая после введения
абочей жидкости под высоким давлением расширяется. Вследствие этого создается t онтактное давление Hi между каждой де- алью 2, а также подшипниковым кольцом 3
и цилиндрическим колесом 4, с одной стороны, и трубой 1 - с другой стороны (фиг. 1,4).
После этого детали 2, а также кольца 3 подшипника, обработанные грубым шлифованием, оплавляют по рабочей поверхности управляемым лазерным лучом. Вследствие плавления поверхностного слоя деталей 2 контактное давление снижается незначительно до значения Й2. Однако после затвердения расплавленного слоя и выравнивания температуры деталей 2 и стержневой трубы 1 контактное давление автоматически поднимается до значения Нз, более высокого, чем давление Hi, получившееся после гидравлического расширения стержневой трубы 1. Кривая давления представлена в зависимости от времени на фиг, 4.
Кроме этого на поверхности охватывающих деталей 2 получают ледебуритную
ел
с
00
00
00
о
Ov
N
Ј
структуру с достаточной глубиной, а именно приблизительно 0,5-1.0 мм. Это ледебурит- ная структура является особенно износоустойчивой (фиг. 3).
Такая технология позволяет использовать охватывающие детали из-чугуна с шаровидным графитом или из металлокерамики.
Формула изобретения
1. Способ изготовления кулачкового вала, при котором на прямолинейной трубе на заданном расстоянии одна от другой и в
i Г
Фиг. г
0
определенном положении устанавливают охватывающие детали и в трубу под давлением подают рабочую жидкость, отличающийся тем, что, с целью использования деталей из чугуна с шаровидным графитом .или из металлокерамики; после подачи рабочей жидкости рабочую поверхность охватывающих деталей оплавляют управляемым лазерным лучом.
2. Способ по п. 1,отличающийся тем, что оплавление охватывающих деталей ведут до получения на рабочей поверхности слоя с ледебуритной структурой толщиной 0.5-1,0 мм.
2фиг.З Н3
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАССИ ДЛЯ АВТОМОБИЛЯ ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ | 2017 |
|
RU2743087C2 |
| Способ обработки деталей | 1986 |
|
SU1341225A1 |
| ПАРА ТРЕНИЯ И СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА С ЭТОЙ ПАРОЙ ТРЕНИЯ | 2002 |
|
RU2215206C1 |
| НАГРУЖЕННАЯ ТЕРМИЧЕСКИ И/ИЛИ МЕХАНИЧЕСКИ СТЕНКА ПРОВОДЯЩЕГО ЖИДКОСТЬ И/ИЛИ ГАЗ КОНСТРУКТИВНОГО ЭЛЕМЕНТА, В ЧАСТНОСТИ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2683202C2 |
| ФАСОННАЯ ДЕТАЛЬ ТРУБОПРОВОДА (ВАРИАНТЫ) | 1993 |
|
RU2087788C1 |
| ЧУГУН С НИОБИЕМ И КОНСТРУКЦИОННАЯ ДЕТАЛЬ | 2013 |
|
RU2639194C2 |
| УЗЕЛ ДЛЯ ВЫХЛОПНОГО ПАТРУБКА ЛОПАСТНОЙ МАШИНЫ И КОМПЛЕКТ С, ПО МЕНЬШЕЙ МЕРЕ, ДВУМЯ УЗЛАМИ | 1996 |
|
RU2162948C2 |
| КАЛАНДРОВЫЙ ВАЛ | 1991 |
|
RU2106449C1 |
| Способ термической обработки изделий из высокопрочного чугуна | 1987 |
|
SU1576580A1 |
| Способ непрерывного изготовления трубных заготовок из чугуна и установка для его осуществления | 1986 |
|
SU1450729A3 |
