ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимального построения шнека для получения пищевого масла посредством шнековых прессов с составными шнеком и зеерной корзиной и устройство для его осуществления | 1989 |
|
SU1831431A3 |
| Способ управления ситовым шнековым прессом | 1990 |
|
SU1802799A3 |
| Охлаждающая труба с прямотоком и противотоком | 1990 |
|
SU1776212A3 |
| Устройство для охлаждения проволоки | 1977 |
|
SU960274A1 |
| Механизм отрезки спирали к устройству для изготовления плетеной сетки | 1971 |
|
SU456400A3 |
| Устройство для сбора витков проволоки в бухту | 1990 |
|
SU1793983A3 |
| Способ производства цементного клинкера | 1982 |
|
SU1299495A3 |
| Узел подвижного соединения пролетной и концевой балок мостового крана | 1981 |
|
SU1227590A1 |
| Упругая муфта | 1976 |
|
SU646119A1 |
| Аппарат для сушки водных протеиновых суспензий в кипящем слое | 1978 |
|
SU1122872A1 |
Использование: преимущественно в маслодельном производстве, сахарной промышленности, а также при уничтожении туш животных. С помощью изобретения создается возможность объективного определения экономически наиболее благоприятного момента для замены изнашиваемых деталей шнековых давильных прессов, в особенности давильных стержней и сегментов шнека. Это производится непрерывным измерением тока двигателя привода главного шнека и радиальных давлений в точно определенных местах зеерной корзины и постоянным сравнением их с наперед заданными величинами. 2 с.п. ф- лы, 2 ил.
Изобретение относится к способу и устройству для контроля износа, определяемо- г) временем, шнековых давильных прессов v найдет применение в маслобойной про- ь ышленности, в сахарной промышленности, а также при уничтожении остатков туш Животных..
Задачей изобретения является созда- ьие возможности объективного определения наиболее экономически выгодного момента для замены изношенных частей инекового давильного пресса, в частности /.авильных стержней и сегментов шнека.
По изобретению задача решается за счет того, что измеряют ток двигателя главного шнека давильного шнекового пресса и радиальные давления обрабатываемого ма- териала по меньшей мере в трех составных астях зеерной корзины, которые находятся
в первой, второй и третьей трети по длине зеерной корзины, фактически измеренные величины постоянно сравнивают с начальными или заранее заданными величинами, а обусловленный изноёом местный сдвиг максимума радиального давления регистрируют и оценивают.
Устройство для осуществления предлагаемого способа отличается тем. что по меньшей мере в трех частях зеерной корзины, которые находятся в первой, второй и третьей трети по длине зеерной корзины, расположены датчики радиального давления обрабатываемого материала, связанные оценочной электроникой с индикаторным устройством, а также с блоком компьютера, который соединен с устройством измерения тока двигателя привода главного шнека.
00 CJ 00
ы
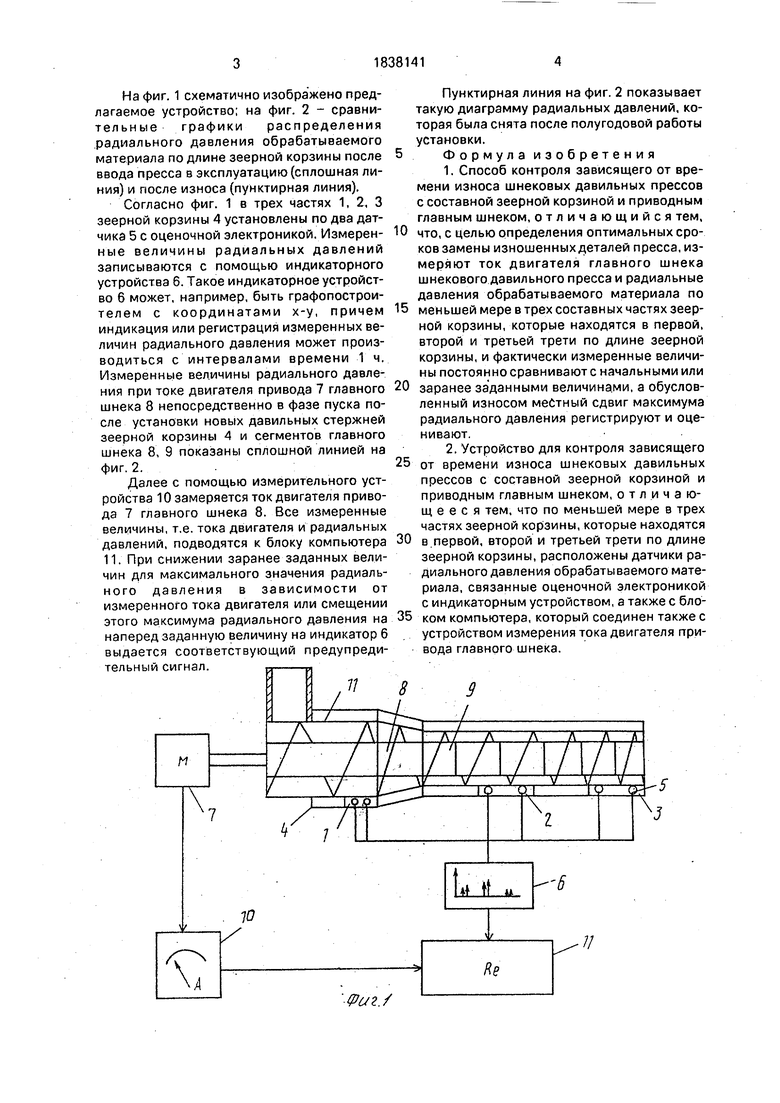
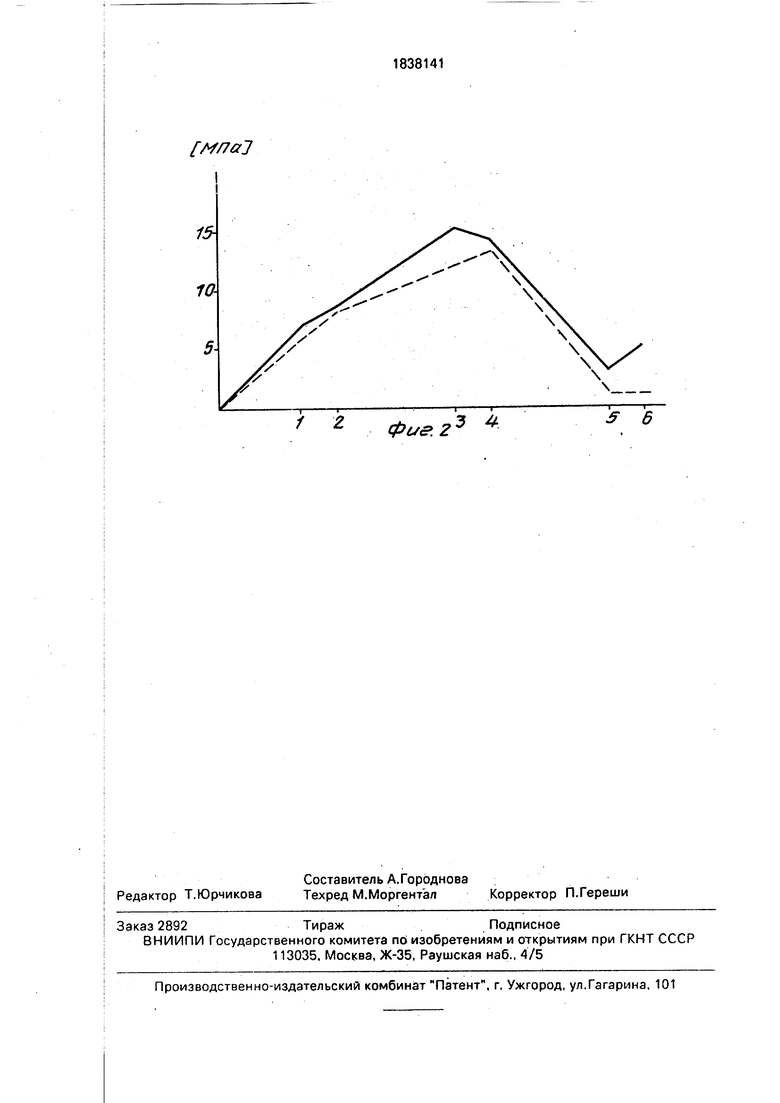
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - сравнительные графики распределения радиального давления обрабатываемого материала по длине зеерной корзины после ввода пресса в эксплуатацию (сплошная линия) и после износа (пунктирная линия).
Согласно фиг. 1 в трех частях 1, 2, 3 зеерной корзины 4 установлены по два датчика 5 с оценочной электроникой. Измеренные величины радиальных давлений записываются с помощью индикаторного устройства 6. Такое индикаторное устройство 6 может, например, быть графопостроителем с координатами х-у, причем индикация или регистрация измеренных величин радиального давления может производиться с интервалами времени 1 ч. Измеренные величины радиального давления при токе двигателя привода 7 главного шнека 8 непосредственно в фазе пуска после установки новых давильных стержней зеерной корзины 4 и сегментов главного шнека 8, 9 показаны сплошной линией на фиг. 2..
Далее с помощью измерительного устройства 10 замеряется ток двигателя привода 7 главного шнека 8. Все измеренные величины, т.е. тока двигателя и радиальных давлений, подводятся к блоку компьютера 11. При снижении заранее заданных величин для максимального значения радиального давления в зависимости от измеренного тока двигателя или смещении этого максимума радиального давления на наперед заданную величину на индикатор 6 выдается соответствующий предупреди0
5
0
5
0
5
Пунктирная линия на фиг. 2 показывает такую диаграмму радиальных давлений, которая была снята после полугодовой работы установки.
Формулаизобретения
Mf7aJ
фи&.2
5 6
