Изобретение относится к обработке цветных металлов и их сплавов давлением, в частности к технологическим смазкам для штамповки пневматических пуль, когда требуется высокая точность весовых и геометрических параметров, высокое качество поверхности и высокие защитные свойства, например для холодной штамповки спортивных пневматических пуль из проволоки сплава свинец-сурьма-олово.
Течение свинца при штамповке пуль является сложным процессом и зависит от большого числа факторов, в частности от применяемой смазки.
Наличие полости в конструкции пневматической пули в еще большей степени осложняет процесс формообразования пули, так как течение свинца в этом случае происходит не только по наружному, но и по внутреннему контуру пресс-формы. Ввиду сложной геометрической формы пневматической пули (наличие двух конусных частей, относительно глубокой внутренней полости) возрастают требования к технологической смазке. Исходя из условия обеспечения качественной штамповки пуль, определены следующие основные требования к смазке:
- смазка должна обеспечивать штампуемость пуль до точно заданных весовых и геометрических параметров и получение качественных пуль (с пропрессованной и блестящей поверхностью);
- непрерывную работу оборудования;
- обладать высокими защитными свойствами;
- обеспечивать заданную кучность стрельбы Пн.б≤3,5 мм.
Наиболее близкой к изобретению технической сущности является смазочная композиция для холодной обработки давлением цветных металлов и их сплавов следующего состава, мас.%:
Недостатком известной смазки является ее значительная вязкость, низкие смазывающие свойства и, как следствие этого, невысокое качество получаемой поверхности пуль и неудовлетворительная кучность стрельбы из них, а также нетехнологичность процесса с использованием этой смазки, так как требуется периодическая остановка оборудования для чистки матриц. Смазка также имеет недостаточные защитные свойства.
Целью изобретения является повышение кучности стрельбы, качества поверхности, технологичности процесса штамповки и защитных свойств смазки. Поставленная цель достигается тем, что смазка, содержащая нейтральный сульфонат бария, полиметакрилат (например, марки B-1), дополнительно содержит антикоррозионную присадку ВСП, серу, фосфор и хлорсодержащую присадку ЛЗ 309/2, ингибитор коррозии ТАЛ-11, диоктиловый эфир себациновой кислоты и дизельное топливо при следующем соотношении компонентов, мас.%:
Для приготовления смазки используют присадку ВСП (ТУ 38-101 811-83), представляющую собой 40-50%-ный концентрат продукта взаимодействия алкенилсукцинимида диэтилентриамина с димеркаптобензотиазолом в минеральном масле, например в И-12A или И-20 в непрореагировавшем полибутилене; серу, фосфор и хлорсодержащую присадку ЛЗ 309/2 - трихлорпентилдиизопропилдитиофосфат, выпускаемую по ТУ 38 30169-73, присадку ТАЛ-11 - 50%-ный раствор в керосине продукта конденсации жирных кислот таллового масла с имидазолином ТУ 38УССР 201-462-86 и полиметакрилат ТУ 6-01-979-84.
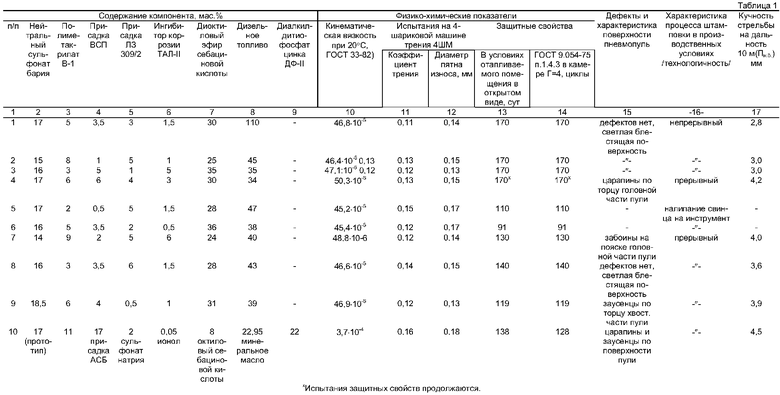
Смазку получают простым смешением всех компонентов при подогреве до 90°С и постоянном перемешивании с выдержкой при этой температуре в течение 40 мин, затем обогрев отключается до полного охлаждения. Составы смазок, их физико-химические и защитные свойства приведены в табл.1.
Оценка защитных свойств смазки проводилась двумя методами:
1) в условиях обтапливаемого помещения в открытом виде;
защитные свойства оценивались визуально до первого появления дефекта на поверхности пули.
2) по ГОСТ 9.054-75, п.1.4.3, в термовлагокамере Г-4 в условиях периодической конденсации влаги при температуре 40±20°С и относительной влажности 95±3% циклы;
защитные свойства оценивались визуально до появления первого дефекта на поверхности пули.
Определение кинематической вязкости осуществлялось капиллярным вискозиметром ВПЖ-4 при 20°C по ГОСТ 33-82.
Оценка технологичности процесса штамповки пневматических пуль осуществлялась в производственных условиях на автоматической линии ЛШПК-ДЦ по непрерывности работы оборудования.
Оценка качества поверхности пуль проводилась визуально по наличию темных пятен, разводов, заусенцев, забоин, царапин и других дефектов.
Условия и режим испытания при штамповке пневматических пуль следующие.
Пневматические пули изготавливаются из свинцовой проволоки диаметром 4,5 мм, содержащей 0,15% сурьмы и 0,03% олова.
Технологический процесс штамповки пневматических пуль состоит из двух стадий:
1. Штамповка цилиндрических заготовок - столбиков осуществляется на автомате ВВ-049. При этом смазка наносится на свинцовую проволоку простым смазыванием или пропусканием через слой смазки. Процесс штамповки осуществляется в нормальных условиях при 20-25°С без разогрева инструмента.
Отштампованные заготовки контролируются по весу, который составляет 0,540-0,545 г с точностью до 0,005 г.
2. На заготовки размером  4,50-4,55 мм, d 3,70-3,72 мм наносится смазка на установке КСМ.
4,50-4,55 мм, d 3,70-3,72 мм наносится смазка на установке КСМ.
Штамповка пневматических пуль из заготовок производится на автоматической роторной линии ЛШПК-ДЦ. Формирование пули на автоматической роторной линии происходит последовательно:
- на первой позиции формируется хвостовая часть и масса, равная массе пули;
- на второй позиции формируется головная часть пули.
Процесс формообразования пули происходит в разъемной матрице, изготовленной из стали ХВГ ГОСТ 5950-73 со сложной геометрической формой рабочей полости высокой точности, допускаемой по всем диаметральным и линейным размерам порядка 0,005-0,010 мм, без отклонений по плоскостям разъема с помощью выталкивателя и пуансона из стали У10А ГОСТ 1435-74. При этом чистота обработки наружного контура и внутренней полости должна быть не ниже 7 и 9 классов соответственно.
Штамповка на автоматической линии ЛШПК-ДЦ производится при 20-25°С без разогрева инструмента.
Качество штамповки контролируется по следующим параметрам:
- непрерывности технологического процесса, т.е. отсутствию налипания свинца на инструмент;
- чистоте поверхности пули, образованию заусенцев, царапин, забоин;
- стабильности установленного веса заготовки и пули;
- соответствию геометрических размеров.
Качество поверхности отштампованных пуль контролируется с помощью лупы бинокулярной БЛ-2-1. Затем пули с высокой чистотой поверхности контролируются на соответствие установленным требованиям по массе и геометрическим размерам, которые находятся в следующих пределах:
масса 0,543-0,54 г,
геометрические размеры d=5,60-5,70 мм,  =4,75-4,77 мм
=4,75-4,77 мм
Данные по испытаниям всех рецептур смазок (1-10) по показателям стойкости инструмента, шероховатости поверхности и усилиям давления на штамп приведены в табл.2.
Стойкость инструмента матрицы и пуансона оценивали по количеству отработанных изделий при штамповке до износа.
шт., до задира
Методика оценки показателя кучности стрельбы проводилась в соответствии с установленным ОСТ3-5380-83 порядком проведения испытаний спортивных боеприпасов. Испытания проводились в закрытом, специальном оборудованном тире из жестко закрепленного баллистического оружия при температуре 20±5°С.
По фактической мишени отстрела, характеризующей показатель "кучность стрельбы", определяют наибольший поперечник рассеивания пуль при стрельбе из стволов баллистической установки ИЖ-32 БУ на дистанции 10 м из 6 групп по 10 выстрелов. Поперечник рассеивания пуль определяется путем замера расстояния наиболее удаленных пробоин в серии из 10 выстрелов за вычетом диаметра калибра пули, равного 4,5 мм, и измеряется в мм.
Наибольший поперечник рассеивания пуль при стрельбе из пневматической винтовки на дистанции 10 м из 6 групп по 10 выстрелов в каждой должна быть Пн.б не более 3,5 мм. Использование изобретения обеспечивает получение при штамповке высококачественных пневматических пуль на автоматической роторной линии с высокой кучностью при стрельбе с Пн.б 3,5 мм.
Из табл.1 следует, что смазка предлагаемого состава обеспечивает хорошую штампуемость, технологичность, качество поверхности пуль и кучность стрельбы.
Одновременно смазка обладает более высокими защитными свойствами, причем толщина наносимого слоя при этом значительно меньше, чем у прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ ЦВЕТНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1991 |
|
RU2068872C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ ДАВЛЕНИЕМ ЦВЕТНЫХ МЕТАЛОВ И ИХ СПЛАВОВ | 1985 |
|
SU1840620A1 |
| МОТОРНОЕ МАСЛО | 1980 |
|
SU875842A1 |
| МОТОРНОЕ МАСЛО | 1992 |
|
RU2034908C1 |
| МОТОРНОЕ МАСЛО | 1997 |
|
RU2117033C1 |
| ПРИСАДКА К МОТОРНЫМ МАСЛАМ | 1993 |
|
RU2035494C1 |
| МОТОРНОЕ МАСЛО | 1997 |
|
RU2123515C1 |
| Смазочная композиция | 1976 |
|
SU623860A1 |
| МОЮЩЕ-ДИСПЕРГИРУЮЩАЯ ПРИСАДКА К МОТОРНОМУ МАСЛУ | 2001 |
|
RU2213127C2 |
| ЗАЩИТНАЯ СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1993 |
|
RU2046823C1 |
Использование: при обработке цветных металлов и их сплавов давлением. Сущность: смазка содержит в мас.%: нейтральный сульфонат натрия 15-17, полиметакрилат 3-8, 40-50%-ный концентрат продукта взаимодействия алкенилсукцинимида диэтилентриамина с димеркаптобензотиазолом в минеральном масле 1-5, трихлорпентилдиизопропилдитиофосфат 1-5, 50%-ный раствор в керосине продукта конденсации жирных кислот таллового масла с имидазолином 1-5, диоктиловый эфир себациновой кислоты 25-35, дизельное топливо - остальное. Технический результат - повышение технологичности процесса штамповки, улучшение качества обрабатываемой поверхности и повышение защитных свойств смазки. 2 табл.
Смазка для холодной штамповки цветных металлов и их сплавов, содержащая нейтральный сульфонат бария и полиметакрилат, отличающаяся тем, что, с целью повышения качества поверхности и защитных свойств, смазка дополнительно содержит 40-50%-ный концентрат продукта взаимодействия алкенилсукцинимида диэтилентриамина с димеркантобензотиазолом в минеральном масле, трихлорпентилдиизопропилдитиофосфат, 50%-ный раствор в керосине продукта конденсации жирных кислот таллового масла с имидазолином, диоктиловый эфир себациновой кислоты и дизельное топливо при следующем соотношении компонентов, мас.%:
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU740817A1 |

