Известны сиособы доводки до расчетных характеристик евроэжекторных вакуумных насосов путем замены сопел или диффузоров эжекторов на другие, большнх размеров.
Изобретение имеет целью повысить скорость и точность доводки.
Для этого Снижают давление рабочего нара неред соплом эл сектора, подлежащего доводке, и в случае ухудшения вакуума нри расчетном количестве и составе отсасываемой смеси увеличивают внутренний диаметр горловины сопла. При сохранении вакуума в тех же условиях увеличивают диаметр горловины диффузора эжектора.
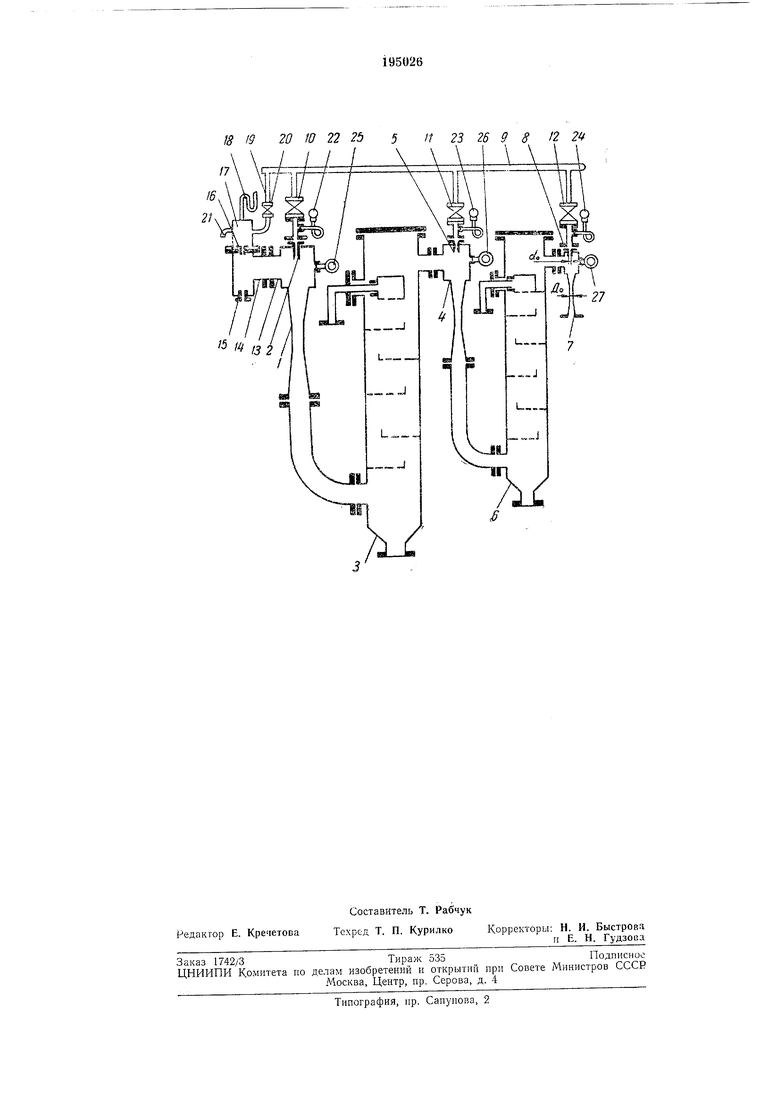
На чертеже, поясняющем описываемый способ, изображена схема трехступенчатого пароэжекторного вакуумного насоса с коитрольно-имерительными приборами, необходимыми для его доводки.
Насос содержит эжектор первой ступени с диффузором ) и соплом 2, иервый конденсатор 3, эжектор второй ступени с диффузором 4 и соплом 5, второй конденсатор 6 и эжектор третьей ступени с диффузором 7 и соилом 8. Рабочий иар подается к соплам 2, 5 и 8 из общего паропровода 9 через запорно-регулирующие вентили 10, 11 и 12. Отсасываемая смесь газов и паров входит в эжектор первой ступени через боковой патрубок 13, на котором на время испытаний и доводки рекомендуется устанавливать либо дозирующую диафрагму для всасывания определенного количества воздуха из атмосферы, либо, если насос рассчитан на отсасывание смеси газов и водяного пара, 14 с дозировочной диафрагмой 15 для воздуха, дозировочной диафрагмой 16 для пара, паровым колпаком /7, U-образным дифманометром 18, паропроводом 19, вентилем 20 и открытым в атмосферу патрубком 21. Дифмапометр 18 наполпен водой или спиртом. Вентиль 20 открыт настолько, чтобы во время работы вакуумного насоса разница давлений, показываемая дифманометром 18, равнялась нулю.
Для осуществления доводки по предлагаемому способу между паровыми вентилями 10, 11 и 12 и соплами 2, 5 и 8 должны быть присоединены манометры 22, 23 и 24 для замера давления пара перед соплами, a на головках корпусов эжекторов-вакуумметры 25, 26 и 27 соответствующей чувствительности.
Доводку осуществляют следующим образом.
Убедивщись, что нагрузка (производительиость) вакуумного nacoca, давлеиие рабочего пара, температура охлаждающей и отработанной воды соответствуют расчетным, и что в трубопроводах и узлах насоса нет ни посторонних тел, ИИ неплотностей (подсосов), необходимо попытаться улучщить работу эжекторов без.уделичен.н расхода лара, в частности путем увелщ ы я.,. между соллами и диффузорШи ;например, с помощью дополнительных прсу яало{С- Или{ колец. Если при этом вакуум у .д исп|5авляемый эжектор и в эжектор йёрвойступепи не улучшится, то необходимо увеличить диаметр сопла или диффузора в одном или в нескольких эжекторах.
Эжектор, требующий доводки, будет последним (по ходу отсасываемых газов) из эжекторов, степень сжатия которых меньше расчетной. Если расчетная степень сжатия отдельных эжекторов не известна или у всех эжекторов степень сжатия меньше расчетной, то доводку Следует начать с эжектора последней ступени.
Согласно описываемому способу до увеличения размеров элементов эжектора .надлежит определить целесообразность увеличения либо диаметра сопла без увеличения диаметра диффузора, либо диаметра диффузора без увеличения диаметра сопла. Для этого, не изменяя нагрузку вакуумного насоса и режима работы остальных его элементов, -следует путем прикрытия парового вентиля, например 12, снизить давление пара перед соплом по соответствующему манометру 24 на небольшую величину, порядка 0,25 кг/см, и .проверить как это изменение отразилось на -показаниях вакуумметров 27 и 25 у входа в данный эжектор и в нервую ступень насоса. Если вакуум, показываемый хотя бы одним из этих вакуумметров, ухудшился, то первой доводочной операцией будет увеличение диаметра горловины
сопла о данного эжектора, например, путем рассверловки на 3-5% первоначального диаметра. В дальнейшем можно проводить повторные увеличения этого диаметра при услоВИИ предварительной проверки наличия ухудшения вакуума три понижении давления .пара перед СОПЛОМ. Если же Снижение давления пара перед соплом не вызывает ухудшения вакуума хотя бы в одном из вышеупомянутых
вакуумметров или даже вызывает некоторое улучшение вакуума, то увеличивать диаметр сопла бесполезно и даже вредно. В этом случае доводку следует начать с увеличения (на 1+3%) диаметра D горловины ди-ффузора 7
данного эжектора путем расточки или замены диффузора. Если после этого необходимый вакуум не будет достигнут, надлежит повтор-но проверить наличие или отсутствие падения вакуума при снижении давления пара, как это
описано выше, и в завИСимости от результатов донолнительно увеличить диаметр сопла или диффузора.
Предмет изобретения
Способ доводки до расчетных характеристик пароэжекторных вакуумных насосов, отличающийся тем, что, с целью повышения скорости и точности доводки, снижают давление рабочего -пара перед соплом эл ектора и, в
случае ухудшения вакуума нри расчетном количестве И составе отсасываемой смеси, увеличивают внутренний диаметр горловины сопла, а при сохраиемии вакуума в тех же условиях увеличивают диаметр горловины диффузора эжектора.
17
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАРОЭЖЕКТОРНЫЙ ВАКУУМНЫЙ НАСОС | 1971 |
|
SU291052A1 |
| ПАРОЭЖЕКТОРНАЯ ХОЛОДИЛЬНАЯ УСТАНОВКА И СПОСОБ ПРОИЗВОДСТВА ХОЛОДА В НЕЙ | 1994 |
|
RU2053466C1 |
| Вибросушилка для мелкодисперсныхМАТЕРиАлОВ | 1979 |
|
SU823795A2 |
| ВАКУУМНЫЙ ПАРОСТРУЙНЫЙ НАСОС | 1997 |
|
RU2106541C1 |
| ДИФФУЗИОННЫЙ ВАКУУМНЫЙ НАСОС | 2020 |
|
RU2762928C1 |
| ВАКУУМНЫЙ ПАРОСТРУЙНЫЙ НАСОС | 1992 |
|
RU2037672C1 |
| ПАРОЭЖЕКТОРНАЯ ХОЛОДИЛЬНАЯ УСТАНОВКА И СПОСОБ ПРОИЗВОДСТВА ХОЛОДА В НЕЙ | 2007 |
|
RU2342608C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНДЕНСАЦИИ ОТРАБОТАВШЕГО ПАРА ТУРБИНЫ | 2013 |
|
RU2514560C1 |
| Способ производства хлебобулочных изделий | 2021 |
|
RU2758514C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДИСТИЛЛЯЦИИ КАПРОЛАКТАМА | 2011 |
|
RU2458052C1 |