Известны способы пилигримовой прокатки профильных труб, применяемых в нефтедобываюпдей промышленности, когда заготовку прокатывают на дорпе в валках с профильными ручьями в поперечном сечении, получая трубы шестигранного или квадратного сечепия, при этом поперечный профиль ручья обоих валков выполняют одинаковым - трапециевидным или коробчатым.
Отличительная особенность предлагаемого способа заключается в том, что поперечный профиль ручья одного из валков выполняют с плавным переходом от окружности к равностороннему треугольнику с вершиной в глубине калибра, а другого - от окружности к прямой линии.
Выполнение валков с таким профилем ручья позволяет получать трубы трехгранного сечения с круглым внутренним отверстием прокаткой на пильгерстане.
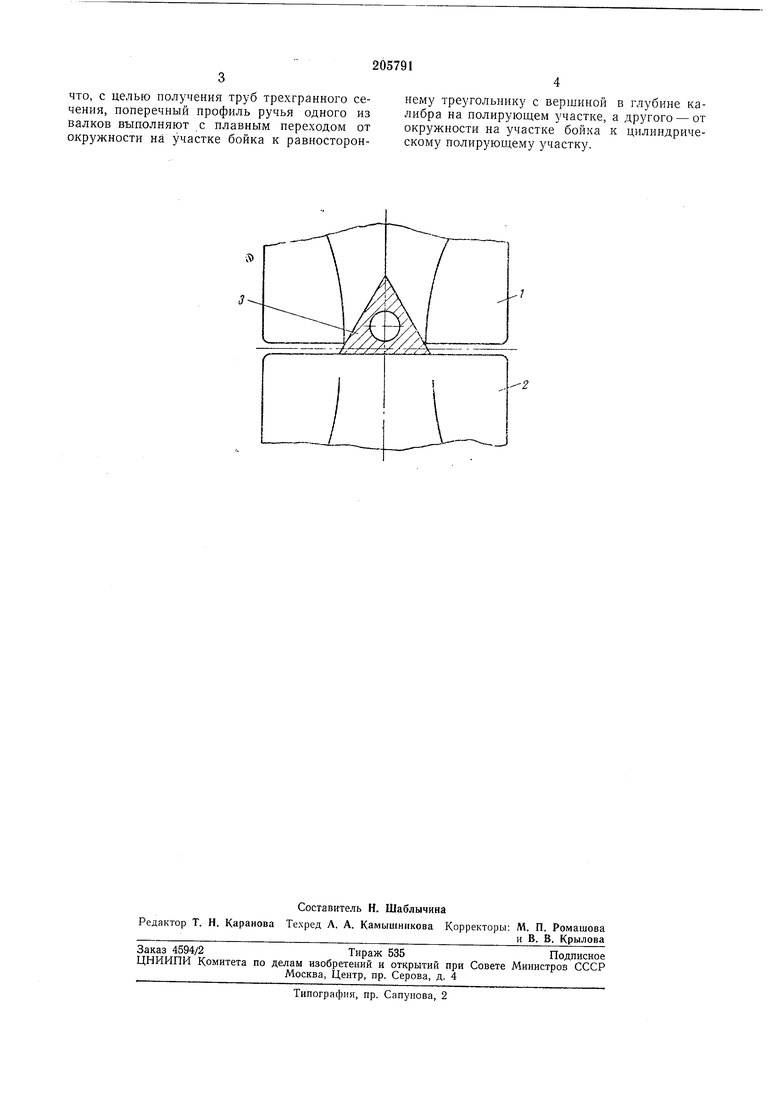
На чертеже представлен профильный калибр, образованный двумя пилигримовыми валками с трехгранным профилем трубы.
Каждый из пилигримовых валков имеет свою специфическую профилировку. Валок 1 выполняют таким образом, чтобы рабочая часть ручья на участке бойка имела в поперечном сечении плавный переход от окружности к равностороннему треугольнику в полирующем участке, вершину которого располагают в глубине калибра. Валок 2 выполняют
с постепенным переходом от окружности на обжимном участке к цилиндрическому полирующему участку.
При разработке ноиеречиого профиля ручья в каждом конкретном случае необходимо исходить из условия равенства действительных катающих радиусов обоих валков. Длина отката гильзы валками и шаг дрели подающего аппарата пилигримового стана подбирают таКИМ образом, чтобы угол кантовки гильзы был равен 120°.
Для осуществления способа в качестве заготовки используют обычные толстостенные гильзы, получаемые на прошивном стане.
Гильзу раскатывают на одном из пилигримовых станов в толстостенную трубу и направляют на второй пильгерстан, где установлены валки с профильным поперечным ручьем, образующие калибр трехгранного профиля и
обеспечивающие получение трехгранных труб 3.
При прокатке на пилигримовых станах используют дорны необходимых диаметров с обычной конусностью (разностью диаметров
переднего и заднего концов).
что, с целью получения труб трехгранного сечения, поперечный профиль ручья одного из валков выполняют с плавным переходом от окружности на участке бойка к равностороннему треугольнику с вершиной в глубине калибра на полирующем участке, а другого - от окружности на участке бойка к цилиндрическому полирующему участку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2004 |
|
RU2294251C2 |
| РАБОЧИЙ ИНСТРУМЕНТ ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ ТРЕХГРАННОГО ПРОФИЛЯ | 1972 |
|
SU341548A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 ММ | 2014 |
|
RU2564503C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм | 2013 |
|
RU2527828C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290Х11-12 ММ ИЗ НИЗКОПЛАСТИЧНЫХ БОРСОДЕРЖАЩИХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш | 2012 |
|
RU2516148C1 |