Известны поточные линии для производства чулочных изделий, включающие соединенные всасывающими трубопроводами для пневматического перемещения изделий, снабженными выпускающими их клапанами-раскладчиками, круглочулочные автоматы с прнемником изделий в каждом и клапаном внуска нх в трубопровод, щвейную машину для сщивания мыска изделия, пневматические трубчатые просмотровые формы для просмотра изделий после вязания и после сшивания, стеллаж для изделий и управляющую электросхему.
Предлагаемая поточная линия отличается от известных тем, что каждый автомат снабжен контактным датчиком окончания вязания изделия, взаимодействующим с накладкой распределительного барабана автомата. В управляющей электросхеме применены соединенные с датчиками логические схемы «ИЛИ с конденсатором для запоминания сигнала датчика и два щаговых искателя. Один щаговый искатель предназначен для последовательного поиска схемы «ИЛИ с заряженным конденсатором и включения электромагнитного привода впускного канала этого автомата, а другой щаговый искатель предназначен для запоминания номера этого автомата до окончания просмотра его изделия. Кроме того, в линии применен бесконтактный датчик на фотосопротивлении, затемняемол рукой оператора
при .взятии ею вывязанного изделия, осуществляющий запуск щаговых искателей па поиск сработавщей схемы «ИЛИ у следующего автомата. Это отличие способствует согласованию ритма производства изделий с ритмом работы оператора по просмотру на форме изделий после вязания.
Для автоматического останова автомата, выработавщего изделия, в каждом автомате
применено электромагнитное устройство останова, стеллаж снабжен открытыми с двух сторон ячейками для дефектных изделий с примененным в каждой бесконтактным датчиком на фотосопротнвленин, затемняемом
изделием и соединенным через управляющую электросхему со счетчиком изделий, устройством останова автомата и со световым указателем номера автомата. Световой указатель выполнен на тиратронах с холодным катодом, присоеднненных к щаговым искателям по декадной схеме и выключаемых при выемке из ячейки дефектпого изделия и засвечивании этого фотосопротивления.
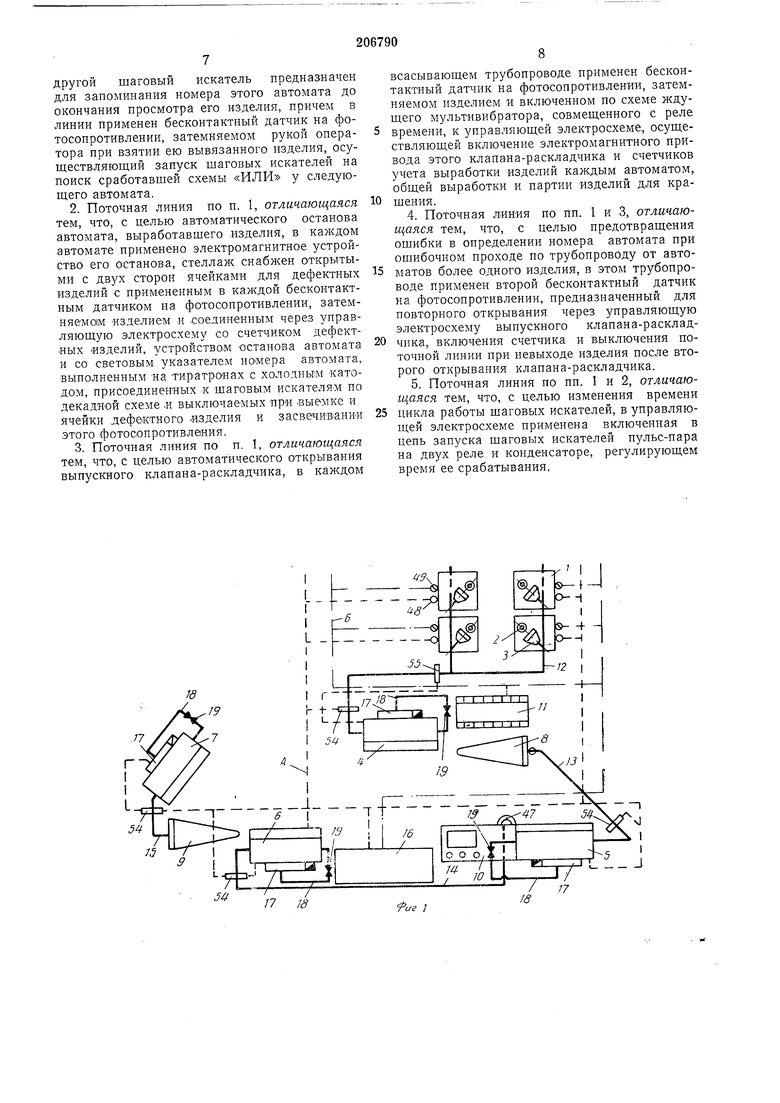
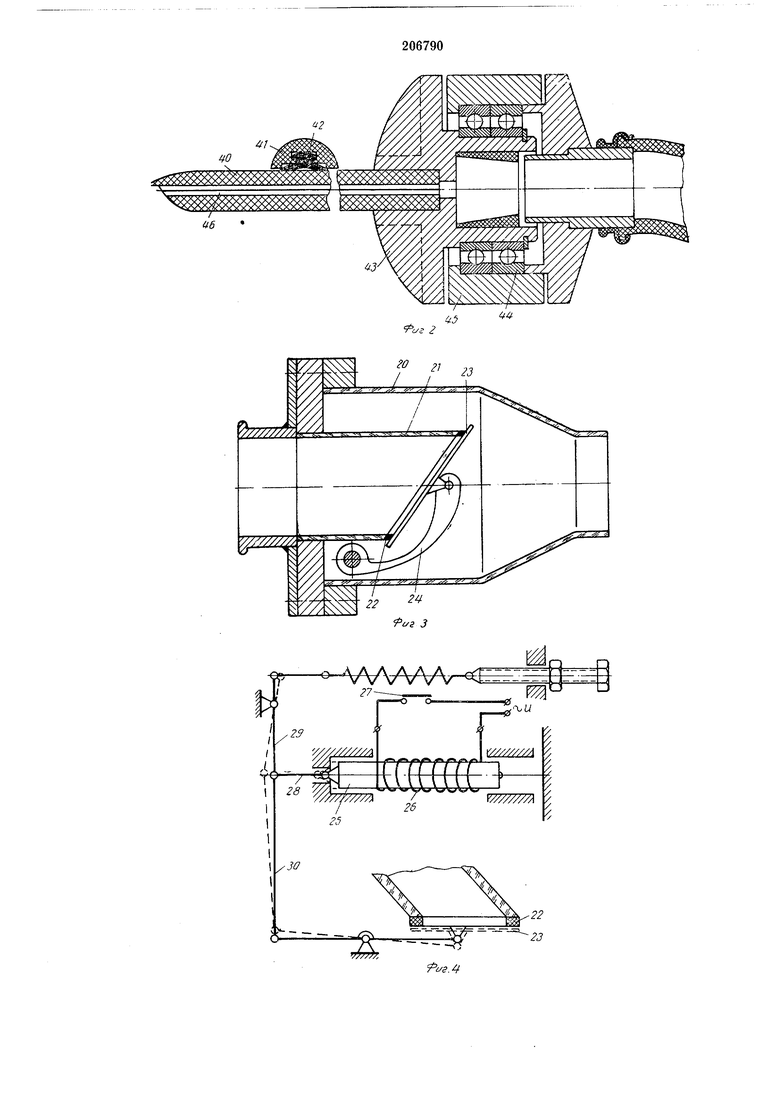
Чтобы автоматически открывался выпускНОЙ клапан-раскладчик, в каждом всасывающем трубопроводе применен бесконтактный датчик на фотосопротивлении, затеамняемом изделием и включенном по схеме ждущего мультивибратора, совмещенного с реле времевключает электромагнитный привод этого клапана-раскладчика и счетчики учета выработки изделий каждым автоматом, общей выработки и иартии изделий для крашения. Для предотвращения ощибки в определении номера автомата при ощибочном проходе по трубопроводу от автоматов более одного изделия в этом трубопроводе применен второй бесконтактный датчик иа фотосопротивлении. Датчик служит для повториого открывания через управляющую электросхему выпускного клапана-раскладчика включения счетчика и выключения иоточиой линии при невыходе изделия после второго открывания клаиана-раскладчика. С целью из .меиения Времени цикла работы шаговых искателей, в управляющей электросхеме применена включенная в цепь запуска шаговых искателей пульс-пара на двух реле и конденсаторе, регулирующем время ее срабатываиия. Для использования просмотровой формы для просмотра изделий с разной длиной следа форма может быть снабжена переставной сферической пяткой с резиновым пневматическим присосом для прикрепления к форме. На фиг. 1 изображена предлагаемая схема поточной линии, вид в плане; на фиг, 2 - пневматическая трубчатая поворотная просмотровая форма, разрез; на фиг. 3 - впускной клапан; на фиг. 4 - привод впускного клапана; па фиг. 5 - выпускной клапан; на фиг. 6 - стеллаж в двух проекциях. Поточная линия осуществляет вязание круглочулочных изделий, их браковку, сшивание мыска изделий, браковку после сшивания и комплектовку партии изделий для последующего крашения и содержит круглочулочные автоматы 1, размещенные в две линии, снабженные каждый приемником 2 изделий и впускающим их клапаном 3, четыре раскладчика 4, 5, 6 w 7 для приемки изделий, две стойки 8 и 9 с пневматическими поворотными трубчатыми просмотровыми формами, швейную машину 10 для сшивания мыска изделий, стеллал 11 для бракованных изделий, четыре всасывающих трубопровода 12, 13, 14 и 15 для пневматического перемещения изделий, снабженные выпускными клапанами, установленными па раскладчиках, и управляющую электросхему 16. Каждый из раскладчиков снабжен приводным вентилятором 17, всасывающая сторона KOTOiparo трубоироводоМ 18 с воздушным клапаном 19 через выпускной клапан соединена с транспортирующим изделие трубопроводом. Трубопровод 12 выполнен разветвленным вдоль линий автоматов и соединен с впускпыми клапанами 5. Приемник 2 автомата 1 выполнен в виде воронки для приема изделия, соединенной с впускным клапаном 5. Этот клапан состоит из прозрачного кожуха 20, трубки с косым срезом и эластичной прокладкой 22, запорной крышки 23, шарнирио ся в движение сердечником 25 электромагнита 26, включаемого контактами 27 управляющей электросхемы посредством тяги и щарнирно соединенных подпружннеииого коромысла 29 л. шатуна 30. При установке шарниров коромысла и шатуна на одной линии достигается иадеж.ное запираиие клапана. Ьынускной клапан одной стороной соединен с трубоироводом, транспортирующим изделие, а другим через защитную сетку (не изображеиа) с трубопроводом i, соединенным с вентилятором П. Корпус 31 этого клапана выполнен из прозрачного материала собращенным книзу выходным отверстием, превышающим длину и ширину изделия, закрываемым крыщкой 32 через эластичную прокладку 33. Крышка скреплена пружинящими ллечами 34 пространственного подпружиненного рычага ЗЬ, поворачиваемого на оси ЗЬ сердечником 37 электромагнита 38, включаемого контактами 39 управляющей электросхемы. Просмотровая форма, на которую вручную надевают контролируемое изделие, состоит из трубчатого корпуса 40, переставной сферической пятки 4i с резиновым пневматическим присосом 42 для прикрепления к корпусу в зависимости от длины следа контролируемого изделия и скрепленного с корпусом фланца 43, свободно вращающегося в подшипнике 44 неподвилшого основания 45, установленного на стойке. Корпус 40 выполнен с внутренним каналом 46, соединенным с транспортирующим всасывающим трубопроводом. Па столе швейной машины 10 установлена приемная воронка 47, соединенная с транспортирующим трубопроводом 14. Для согласования ритма производства издеЛИЙ с ритмом работы оператора по просмотру на форме изделий после вязания каждый автомат снабжен контактным датчиком 48 окончания вязания изделия, взаимодействующим с накладкой распределительного барабана автомата (ие изображен). В управляющей электросхеме применены соединенные с этими датчиками логические схемы «ИЛИ с конденсатором для запоминания сигнала датчика и два шаговых .искателя (схемы «ИЛИ, конде; сатор и шаговые искатели не изображены). Один шаговый искатель предназначен для последовательного обегания и поиска схемы «ИЛИ с заряженным конденсатором и включения электромагнита 26 впускного клапана автомата, выработавшего изделие, а другой дублирующий шаговый искатель предназначен для запоминания номера этого автомата до окончания просмотра его изделия. Причем в поточной линии применен бесконтактный датчик на фотосопротивлении (не изображен), затемняемом рукой оператора при взятии и-м вывязанного изделия со стола раскладчика 4 для надевания изделия на просмотровую форФотосопротивление включено в цепь запуска шаговых искателей на поиск сработавшей схемы «ИЛИ у следующего автомата.
С целью автоматического останова автомата, выработавшего изделия, в каждом автомате шрименено электроматиитное устройство 49 останова, стеллаж // снабжен открытыми с двух сторон ячейками 50 для дефектных изделий. В каждой ячейке применен бесконтактный датчик в виде осветителя 51 и фотосопротивления 52, затемняемого бракованным изделием. Фотосопротивление через управляющую электросхему соединено со счетчиком брака изделий (не изображен), устройством 49 останова автомат. и со световым указателем 53 номера автомата. Световой указатель выполнен на тиратронах с холодным катодом (не изображен), присоединенных к дублирующему шаговому искателю по декадной схеме (не изображена) и выключаемых при выемке из ячейки бракованного изделия и засвечивании этого фотосопротивления.
Для автоматического открывания выпускного кланана в каждом всасывающем трубопроводе применен бесконтактный датчик 54 на фотосопротивлении, затемняемом перемещаемым изделием и включенно м но схемо ждущего мультивибратора, совмещенного с реле времени (мультивибратор и реле не изображены), к управляющей электросхеме, осуществляющей включение приводного электромагнита 38 этого клапана и счетчиков учета выработки изделий каждым автоматом, общей выработки и партии изделий для крашения (счетчики не изображены).
Чтобы предотвратить ошибку в определении номера автомата при ощибочном проходе по трубопроводу 12 одновременно более одного изделия, в этом трубопроводе применен второй бесконтактный датчик 55 на фотосонротивлении, предназначенный для повторного открывания через управляющего электросхему и электромагнит 38 выпускного кланана, включения счетчика и выключения поточной линии при невыходе из трубопровода изделия после второго открытия клапана.
Прямая электрическая связь от датчиков 48 окончания вязания изделия изображена на схеме поточной линии щтриховыми линиями А, а обратная связь от управляющей электросхемы 16 к устройствам 49 останова автомата изображена штрих-пунктирными линиями Б.
Изготовление изделий на поточной линии осуществляетея следующим образом.
После включения автоматов и электропитания управляющей электросхемы датчики 48 автоматов по мере выработки изделий заряжают конденсаторы в логических схемах «ИЛИ. Шаговый искатель проводит последовательный поиск очередной схемы «ИЛИ с заряженным конденсатором, включает через управляющую электросхему электромагнит 26 впускного клапана 5. Изделие по трубопроводу 12, открывая выпускной клапан с помощью бесконтактного датчика 54, поступает на первый раскладчик 4 бортом вперед.
Оператор при взятии с раскладчика изделия и надевании его на первзЮ просмотровую на стойке 8 затемняет бесконтактный датчик, включающий щаговые искатели на поиск схемы «ИЛИ с заряихбнным конденсатором у очередного автомата.
Годное изделие оператор мыском заправляет в канал 46 просмотровой формы. Изделие при этом выворачивается на изнанку, засасывается трубопроводом 13 и выкладывается мыском вперед на раскладчик 5. Швея на
щвейной мащине 10 сщивает мысок изделия, кладет его в воронку 47 трубопровода 14, выкладывающего изделие на раскладчик 6. Второй оператор просматривает изделие после сшивания на второй просмотровой форме на
стойке 9.
Годное изделие заправляют мыском в канал просмотровой формы. Изделие засасывается, выворачивается лицевой стороной наружу и по трубопроводу 15 выкладывается на раскладчик 7, на-котором комплектуют партии изделий для крашения.
Одиовремеино счетчики подсчитывают количество бракованных изделий, выкладываемых на стеллаж 11, количество годных изделий,
прошедших по трубопроводу 13, в общем их числе и по автомату в отдельности и установленное количество изделий, прощедщих по трубопроводу 15 для комплектования партии для крашения.
Предмет изобретения
1. Поточная линия для производетва чулочHiiix изделий, включающая соединенные всасывающими трубопроводами для пневматического перемещения изделий, енабженными выпускающими их клапанами-раскладчиками, круглочулочные автоматы с приемником
изделий в каждом и клапаном впуска их в трубопровод, швейную машину для сшивания мыска изделия, пневматические трубчатые просмотровые формы для просмотра изделий после вязания и после сшивания,
стеллаж для изделия и управляющую электросхему, отличающаяся тем, что, с целью согласования ритма производства изделий с ритмом работы оператора по просмотру на форме изделий после вязания, каждый автомат снабжен контактным датчиком окончания вязания изделия, взаимодействующим с накладкой распределительного барабана автомата, в управляющей электросхеме применены соединенные с датчиками логические схемы
«ИЛИ с конденсатором для запоминания сигнала датчика и два щаговых искателя, один из которых предназначен для последовательного поиска схем «ИЛИ с заряженным конденсатором и включения электромагнитного придругой шаговый искатель предназначен для запоминания номера этого автомата до окончания просмотра его изделия, причем в линии применен бесконтактный датчик на фотосопротивлении, затемняемом рукой оператора при взятии ею вывязанного изделия, осуществляющий запуск шаговых искателей на поиск сработавщей схемы «ИЛИ у следующего автомата.
2.Поточная линия по п. 1, отличающаяся тем, что, с целью автоматического останова автомата, выработавшего изделия, в каждом автомате применено электромагнитное устройство его останова, стеллал снабжен открытыми с двух сторон ячейками для дефектных изделий с примененным в каждой бесконтактным датчиком на фотосопротивлеиии, затемняемом изделием и соединенным через управляющую злектросхему со счетчиком дефектных изделий, устройством останова автомата и со световым указателем номера автомата, выполненным иа тиратронах с холодным катодом, присоединенных к шаговым искателям по декадной схеме .и выключаемых -при выемке и ячейки дефе ктного изделия и засвечивани-и этого фотосопротивления.
3.Поточная линия по п. 1, отличающаяся тем, что, с целью автоматического открывания выпускного клапана-раскладчика, в каждом
всасывающем трубопроводе применен бесконтактный датчик на фотосопротивлении, затемняемом изделием и включенном по схеме ждущего мультивибратора, совмещенного с реле
времени, к управляющей электросхеме, осуществляющей включение электромагнитного привода этого клапана-раскладчика и счетчиков учета выработки изделий каждым автоматом, общей выработки и партии изделий для крашения.
4.Поточная линия по пп. 1 и 3, отличающаяся тем, что, с целью предотвращения ошибки в определении номера автомата при ошибочном проходе по трубопроводу от автоматов более одного изделия, в этом трубопроводе применен второй бесконтактный датчик на фотосопротивлении, предназначенный для повторного открывания через управляющую электросхему выпускного клапана-раскладчика, включения счетчика и выключения поточной линии при невыходе изделия после второго открывания клапана-раскладчика.
5.Поточная линия по пп. 1 и 2, отличающаяся тем, что, с целью изменения времени
цикла работы шаговых искателей, в управляющей электросхеме применена включенная в цепь запуска шаговых искателей пульс-пара на двух реле и конденсаторе, регулирующем время ее срабатывания,
| название | год | авторы | номер документа |
|---|---|---|---|
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1964 |
|
SU166226A1 |
| ПОТОЧНАЯ ЛИНИЯ В ПРОИЗВОДСТВЕ ЧУЛОЧНО-НОСОЧНЫХИЗДЕЛИЙ | 1972 |
|
SU330215A1 |
| УСТРОЙСТВО «ЦИКЛОГРАФ» для ВЫЯВЛЕНИЯ НАРУШЕНИЙ | 1970 |
|
SU258753A1 |
| Устройство для измерения среднего значения относительного прироста энергоустановок | 1960 |
|
SU133097A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВЫТЯЖКИ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА | 1965 |
|
SU170455A1 |
| УСТРОЙСТВО К ТИГЕЛЬНОМУ ПОЗОЛОТНОМУ ПРЕССУ | 1965 |
|
SU176867A1 |
| Торговый автомат | 1957 |
|
SU115788A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ПРОГРАММНОГО | 1969 |
|
SU255431A1 |
| Устройство для защиты электрических установок | 1946 |
|
SU113119A1 |
| Дозатор для токопроводящих жидкостей | 1961 |
|
SU146721A1 |

77
/
/7 ЛУ
:I
Л
/
J Л
го
21
23
VVWV
-j;
шж
