Изобретение относится к области автоматики и предназначается для автоматического управления процессом выплавки стали и сплавов в дуговых печах по заданной технологической ирограмме.
Известны устройства для автоматического программного управления процессом выплавки стали в дуговых печах, в которых блок программного управления выполнен в виде электрически связанного с промежуточными блоками посеребренного металлического большого барабана с укрепленными на нем перфокартами управляющих признаков.
Вдоль образующей барабана смонтированы токосъемники, подключенные через двухобмоточные реле к токосъемникам малого барабана, на котором укреплена перфокарта, задающая технологический режим выплавки требуемой- марки стали.
В таких устройствах токосъемники недостаточно надежно контактируют с больщим и малым барабанами программного блока, а также наблюдается износ перфокарт управляющих признаков, что уменьщает надежность работы всего устройства.
Предложенное устройство отличается от из)вестных тем, что в нем в блоке программного управления нрименены последовательно соединенные между собой система технологических программ, многопозиционный переключатель, дешифратор, система съемных плат с кремниевыми диодами, дискриминатор логического анализа и шаговый искатель, причем выход шагового искателя подключен ко входу системы технологических программ, а выход системы съемных плат с кремниевыми диодами - к промел уточным блокам устройства.
Такое выполнение устройства повышает надежность его работы благодаря исключению контактных пар токосъемников больщого барабана.
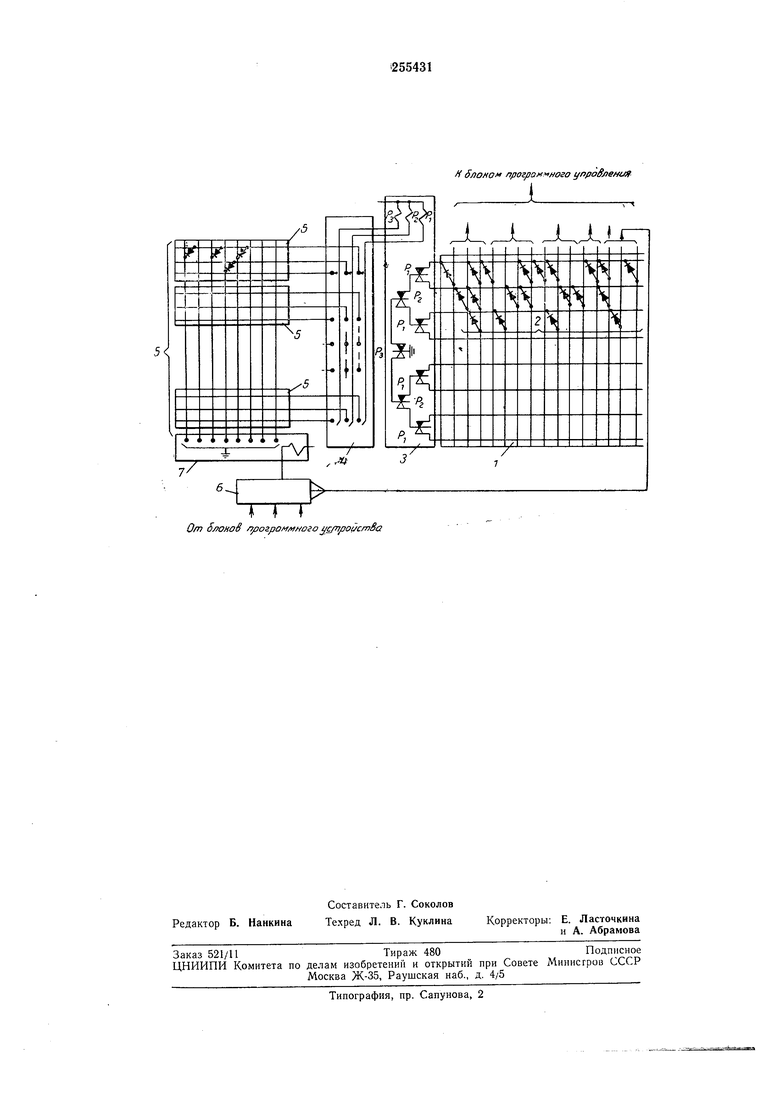
На чертеже приведена блок-схема предлагаемого устройства.
Блок 1 программного управления включает систему съемных гетинаксовых плат, на которых в соответствии с управляющими признаками смонтированы кремниевые диоды 2; декодирующее устройство - дещифратор 3; многонозиционный переключатель 4 программ; блок-систему технологических программ 5; дискриминатор 6 логического анализа информации; шаговый искатель 7.
Система съемных плат, на которых смонтированы кремниевые диоды, подключенные к системе токосъемных щин, обеспечивает бесконтактное считывание (в двоичном коде) задания промежуточным блоком системы программно-логического управления (учета расхода активной энергии, регулирования теплового режима печи и т. д.). Съемная конструкция плат позволяет легко их заменять. Декодирующее устройство 5 и дискриминатор 6 логического анализа информации выполняются «а надежных лылеуплотненных многоконтактных реле.
В технологических программах 5 в закодированном виде (двоичным кодом) нанесены оптимальные заданные графики программы электрического и температурного режимов, длительность интервалов плавки, порядок выполнения производственных операций и др., характеризующие весь технологический режим выплавки стали даппой марки.
Технологические программы выполнены в виде вставных (съемных) пластин из изоляционного материала, на .которых смонтированы кремниевые диоды, коммутируемые с иомощью системы токосъемпых шин.
Вывод управляющих команд от технологических программ 5 к катушкам реле Р, Р-2 и РЗ декондирующего устройства 3 осуществляется многонозиционным переключателем 4, позволяющим простым поворотом ручки выбрать из блока технологическую программу выплавки стали требуемой марки. Шаговый искатель 7, управляемый дискриминатором логического анализа, поочередно выдает импульсы на программы 5 блока.
Устройство работает следующим образом.
Перед началом плавки сталевар устанавливает переключатель 4 в позицию, соответствующую требуемой программе выплавки стали. При этом выходы технологической .программы 5 подключаются к декодирующему устройству 3.
В требуемые моменты плавки по «омаиде, нолучаемой от дискриминатора 6, на соответствующих выходах технологических программ появляется команда - код, вызывающая включение соответствующих реле декодирующего устройства 3. При этом заземляется соответствующая шина блока /. Через систему подключеппых к .ней кремниевых диодов .2 этот управляющий сигнал выдается соответствующим промежуточным блокам системы программного управления, а также дискриминатору 6 логического анализа информации для выбора следующего (очередного) управляющего признака, определяемого технологической программой плавки.
Сигналы, полученные с кремниевых диодов 2 блока 1, могут поступить, например, на блок управления печным трансформатором, дросселем и высоковольтным выключателем, который переключит ступеиь напряжения, включит или выключит дроссель и масляный выключатель; на блок учета и сравнения расхода активной энергии; на вычислительное устройство, которому будет выдано задание.
В течение .первых интервалов периода плавления управляющим признаком для дискриминатора является наперед заданное количество израсходованной электроэнергии. После введения в печь заданного количества электроэнергии по команде дискриминатора 6 щаговый искатель 7 переключится на один ujar. При этом на очередную вертикальную щину технологических программ 5 будет подан потенциал, который через подключенный к нему кремниевый диод и соединенную с ним горизонтальную щину обеспечит включение реле декодирующего устройства 3. При этом на промежуточные блоки поступит система команд, которая вызовет изменение электрического и теплового режимов и ввод в действие ряда механизмов, обеспечивающих соблюдение технологического процесса, заданного для очередного интервала. Таким образом будет происходить чередование режимов, определяющих выплавку заданной марки стали.
Предмет изобретения
Устройство для автоматического программного управления процессом выплавки стали в дуговых печах, содержащее блок программного управления и промежуточные блоки - блок регулирования температуры металла, выполненный по типу моста сопротивлений, блок учета расхода электроэнергии со следящим устройством, содержащим электрический источник света для подсветки зачерненного сектора вращающегося диска счетчика расхода активной энергии и фотосопротивление, блок управления трансформатором, блок взвещивания и щлакообразующих и легирующих, воздействующие на исполнительные устройства, отличающееся тем, что, с целью повыщения надежности устройства, в нем в блоке нрограммного управления применены последовательно соединенные между собой система технологических программ, многопозиционный переключатель, дешифратор, система съемных плат с кремниевыми диодами, дискриминатор логического анализа и щаговый искатель, причем выход шагового .искателя подключен ко входу системы технологических программ, а выход системы съемных плат с кремниевыми диодами - к нромежуточным блокам устройства.
/i SflOHO програ ного упро8/ ен1ЛЯ
Г От SffOHoB л о2ром/ ного yc/ryjOi/cmSa
