При осуществлении электрического нагревания, электрической сварки и плавления существующими методами, значительная часть энергии расходуется впустую. Например, при нагревании заклепок они накаляются добела по всей длине, тогда как накаливать необходимо лишь конец заклепки. Кроме того сильно нагреваются медные контакты и подводящие провода; в плавильных печах много энергии теряется на бесполезный нагрев стенок огнеупорных тиглей и т.д. Предлагаемое изобретение имеет целью устранение указанных недостатков.
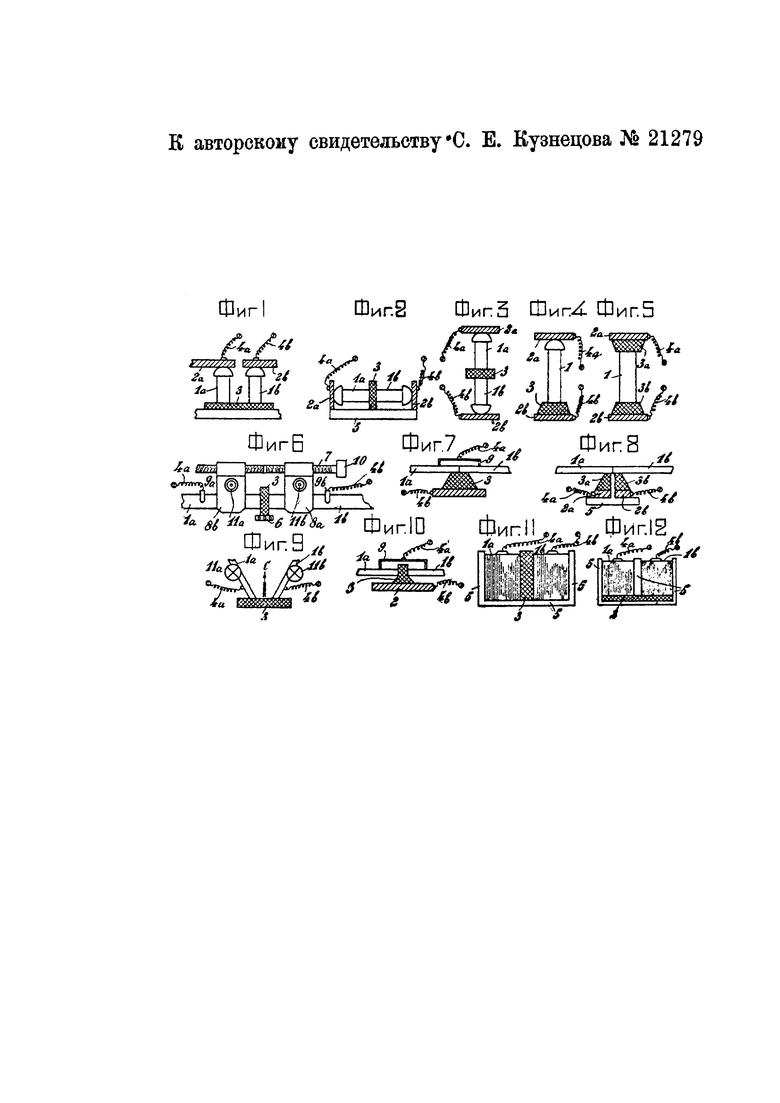
На чертеже фиг. 1-4 изображают приспособления для нагрева заклепок по предлагаемому способу; фиг. 5 - приспособление для нагрева иных предметов; фиг. 6-10 -различные приспособления для сварки труб, рельсов и других предметов; фиг. 11 и 12-приспособления для электрического плавления.
Заклепка (или две группы заклепок) 1а, 1b (фиг. 1) зажаты между металлическими электродами 2а, 2b и огнеупорной электропроводящей пластиной 3, укрепленной на непроводящей ток огнеупорной подставке 5, например, из огнеупорной глины. Ток к электродам подводится при помощи приводов 4a, 4b. Пластиной 3 может служить прессованный каменный уголь всех сортов (кокс, антрацит и проч.), графит всех сортов (курейский, алиберовский и проч.) как каждый в отдельности, так и в любой комбинации между собой, а также с добавлением неэлектропроврдных тел, например: шамота, извести, кремнезема и т.п. Кроме перечисленного, пластины 3 могут быть изготовлены вообще из огнеупорных не металлических проводящих ток материалов. Ток от контактов 2а, 2b через заклепки 1а, 1b замыкается на пластине 3; вследствие большого сопротивления этой пластины электрическому току, концы заклепок почти моментально нагреваются до нужной температуры. Последнему способствует то обстоятельство, что пластина 3 является плохим проводником тепла. Благодаря быстроте нагрева тепло не успевает распространиться по всей длине заклепки и верхняя часть их и контакты 2а, 2b остаются холодными. На фиг. 2 показан нагрев заклепок в несколько другой форме. Здесь пластина 3 укреплена на огнеупорной не проводящей подставке 5 и заклепки 1а, 1b зажаты между пластиной 3 и металлическими контактами 2а, 2b (например медными) в горизонтальном положении. Здесь тоже нагреваются только исключительно концы заклепок и контакты остаются совершенно холодными. На фиг. 3 тот же нагрев заклепок изображен в вертикальном положении. В устройстве по фигуре 4 нагрев заклепок происходит несколько иначе. В данном случае пластина 3 крепко вделана в металлический электрод 2b с подводящим к нему проводом 4b. Заклепка 1 зажата между вторым металлическим электродом 2а и пластиной 3. Здесь тоже прогревается только конец заклепки 1, так как площадь соприкосновения пластины 3 с электродом 2b гораздо больше, нежели с концом заклепки 1. Креме того, место контакта заклепки 1 с пластиной 3 должно быть значительно слабее, чем электрода 2b с пластиной 3. Для нагревания предмета по всей длине (например, болванок для проковки и проч.), нагреваемый предмет зажимается между двумя пластинами огнеупорными проводящими вставками 3а, 3b (фиг. 5), плотно укрепленными на металлических электродах 2а, 2b. Вследствие небольшой величины площади соприкосновения нагреваемого тела 1, со вставками 3а, 3b, по сравнению с площадью соприкосновения вставок 3а, 3b с электродами 2а, 2b, почти все тепло идет на нагрев тела 1.
На фиг. 6 изображена сварка, рельсов, "труб, балок, болванок и пр. Концы свариваемых предметов 1а, 1b зажаты в зажимные пластины 8а, 8b, изолированные от свариваемого металла, например, асбестовой прокладкой. Один провод 4а подведен через зажим 9а к концу свариваемого предмета 1а, второй провод 4b через зажим 9b подведен к концу свариваемого предмета 1b. Между концами свариваемых предметов 1а, 1b вставляется подвижная пластинка (или круг) 3, укрепленная на механизме 6. Зажимные пластины 8а, 8b сидят на червяке 7 с правой и левой винтовой резьбой. После того, как пущен ток и концы свариваемых предметов 1а, 1b в месте соприкосновения с пластиной 3 накаляются до тестообразного состояния, механизм 6 автоматически опускает пластину 3 вниз, червячный винт 7 приходит во вращение от мотора 10 и зажатые в пластины 8а, 8b концы свариваемых предметов 1а, 1b сжимаются. Таким способом, имея передвижную динамо или. иной источник тока, можно сваривать рельсы, водопроводные и нефтеперегонные трубы, мостовые конструкций, балки на постройках и т.д. с минимальнейшей затратой электрической энергии. Пластина 3 может быть вделана в металлический электрод 2 (фиг. 7). К концам свариваемых предметов 1а, 1b в ток подводится через зажимы 9. В месте соприкосновения с пластиной 3, концы предметов 1а, 1b накаливаются до тестообразного состояния и каким-нибудь способом сжимаются или же, оплавляясь, соединяются в одно целое. Пластины вставки 3а, 3b могут быть также вделаны в металлические электроды 2а, 2b и отделены друг от друга огнеупорной не электропроводной прокладкой 5 (фиг. 8). Концы свариваемых предметов 1а, 1b кладутся на пластины 3а, 3b и замыкают собою ток. В месте контакта с пластинами 3а и 3b концы свариваемых предметов нагреваются и, оплавляясь, соединяются в одно целое. На фиг. 9 концы свариваемых предметов 1а, 1b сначала накаливаются на пластине 3, а затем вращающимися механизмами 11а, 116 поднимаются до соприкосновения в точке С и каким-нибудь путем сжимаются (например, червячным винтом). На фиг. 10 свариваемые концы 1а, 1b тоже накаливаются от пластины 3, пластина опукается и концы сжимаются:
В устройстве для электрической плавки, например металлов (фиг. 11), пластина 3 представляет собою перегородку, разделяющую на две равные половины внутренность огнеупорного неэлектропроводного кожуха печи 5. Металл 1а, 1b, подлежащий плавке, загружается в образовавшиеся по обе стороны пластины 3 пространства. Ток электродами 4а, 4b подводится непосредственно к металлу 1а, 1b. При прохождении тока от металлов 1а, 1b пластина 3 накаляется и плавит соприкасающийся с ней металл. В устройстве по фиг. 12 пластина 3 представляет собою второе дно, помещенное внутри огнеупорного неэлектропроводного кожуха 5 с такой же огнеупорной перегородкой 5, разделяющей кожух-тигель на две равные части. Металл 1а, 1b, подлежащий плавке загружается в обе половины кожуха 5. Электрический ток подводится по электродам 4а, 4b, непосредственно к металлу 1а, 1b. При описанных выше способах электрического нагревания, электрической сварки и плавления можно пользоваться любым источником тока., напряжения от 1 до 120 вольт и выше, в зависимости от величины и толщины пластин 3, степени их электропроводности и количества примеси в их составе неэлектропроводных материалов, - без реостатов, трансформаторов и прочих приспособлений, непосредственно от сети.
1. Способ электрического нагревания по методу сопротивления с применением добавочных увеличивающих электрическое сопротивление прокладок, отличающийся тем, что применяют прокладки из огнеупорного и плохо проводящего тепло не металлического материала, напр., из угля, графита или их смеси с неэлектропроводными материалами.
2. Прием выполнения указанного в п. 1 способа для нагревания заклепок, отличающийся тем, что две заклепки или две группы заклепок прижимают подлежащими разогреванию концами к огнеупорной проводящей вставке 3 (фиг. 1-4).
3. Прием выполнения указанного в п. 1 способа, отличающийся тем, что нагреваемый предмет зажимают между огнеупорными вставками 3а и 3b (фиг. 5).
4. Прием выполнения указанного в п. 1 способа для сварки металлов в притык, отличающийся тем, что после размягчения свариваемых концов прижатых к промежуточной вставке, последнюю удаляют, а затем свариваемые части приводят в соприкосновение друг с другом (фиг. 6, 9 и 10).
5. Видоизменение указанного в п. 4 способа, отличающееся тем, что свариваемые части, присоединенные к одному полюсу источника электрического тока, прижимают к огнеупорной вставке, присоединенной к другому полюсу источника тока (фиг. 7 и 10).
6. Видоизменение указанного в п. 4 и 6 способа, отличающееся тем, что свариваемые части 1a, 1b прижимают к огнеупорным проводящим вставкам 3а, 3b, соединенным с соответствующими им. подводящими ток электродами 4а, 4b, разделенным огнеупорной изолирующей прокладкой 5 (фиг. 8).
7. Прием выполнения, указанного в п. 1 способа для плавки металлов, отличающийся тем, что плавильная печь 5 огнеупорной проводящей перегородкой 3 разделяют на две отдельные камеры, в которые помещают расплавляемый материал, к которому подводят ток электродами 4а и 4b (фиг. 11).
8. Видоизменение указанного в п. 7 способа, отличающееся тем, что плавильную печь 5 разделяют на две отдельные камеры не доходящей до дна огнеупорной не проводящей ток перегородкой 5, а на дно помещают огнеупорную пластину 3, проводящую ток из одной камеры в другую (фиг. 12).
