Предлагаемые согласно изобретению методы электросварки металлов разбиваются на шесть самостоятельных способов:
1)сварка металлов с одним порошкообразным электродом, когда концы свариваемого металла являются одним электродом, а порошок-вторым электродом;
2)сварка металлов когда каждая пара свариваемых концов является одним из электродов, опускаемых в нейтральный электропроводящий порошок на небольшом расстоянии друг от друга;
3)сварка металлов, когда одним электродом является порошок, а вторым-твердый уголь;
4)сварка, когда металл оплавляется между двумя твердыми углями;
5)сварка, когда одним электродом является твердый уголь, а вторым электродом-концы свариваемого металла;
6)сварка, когда металл плавится между двумя порошкообразными электродами или электропроводной массой.
В предлагаемых методах электросварки порошкообразными элактродами служат порошки каменных углей всех пород, графиты, древесный уголь, сажа, копоть, некоторые сорта золы и прочие элек(389)
тропроводящие огнеупорные породы, как взятые в отдельности, так и в любой их комбинации.
Основные характерные детали сварки предлагаемыми методами-это пользование любым током, как переменным, так и постоянным, без трансформаторов, реостатов и прочих приспособлений.
Порошкообразные электроды, сами являясь реостатами, всю полученную теплоту отдают на сварку опускаемых в них металлов.
При сварке на твердых угольных электродах предпочтительнее пользоваться током напряжением от 20 до 120 вольт как от сети, так и от аккумуляторных батарей и т. д.
На порошкообразных электродах можно пользоваться током от 60 до 600 вольт, причем для низкого напряжения порошки должны иметь более крупные зерна и даже небольшие куски углей, а при напряжении выше 220 вольт мелкие порошки могут быть разбавлены тальком, шамотной глиной и т. д.
Во избежание выделения газов во время сварки порошки предварительно прокаливаются добела.
Одними и теми же порошками можно производить сотни сварок без их замены.
так как порошки перегорают очень медленно.
В каждом из предлагаемых способов сварки концы металлов расплавляются и соединяются в одно целое, но можно доведя свариваемые предметы до тестообразного состояния, проковывать их или прессовать давлением, применяя при этом все способы существующих сварочных аппаратов.
; При сварке металлов по предлагаемым методам электрическая энергия используется на 100%, и во всех случаях ток расходуется только в момент процесса сварки.
При надобности, во время сварки можно пользоваться только одним проводом с током, вторым проводом может служить земля с вложенным в нее металлическим стержнем.
Этот стержень и будет служить вторым проводом. Эффект будет больший, если земля влажная.
В некоторых случаях (как в схемах №№ 2, б, 7, 8) порошки могут быть спрессованы в твердую массу с прибавлением к ним неэлектропроводящих порошков-цемента, талька, шамотной глины и т. д.
При сварке свариваемые концы без всякой зачистки плотно прижимаются друг к другу или же обматываются тонкой проволокой.
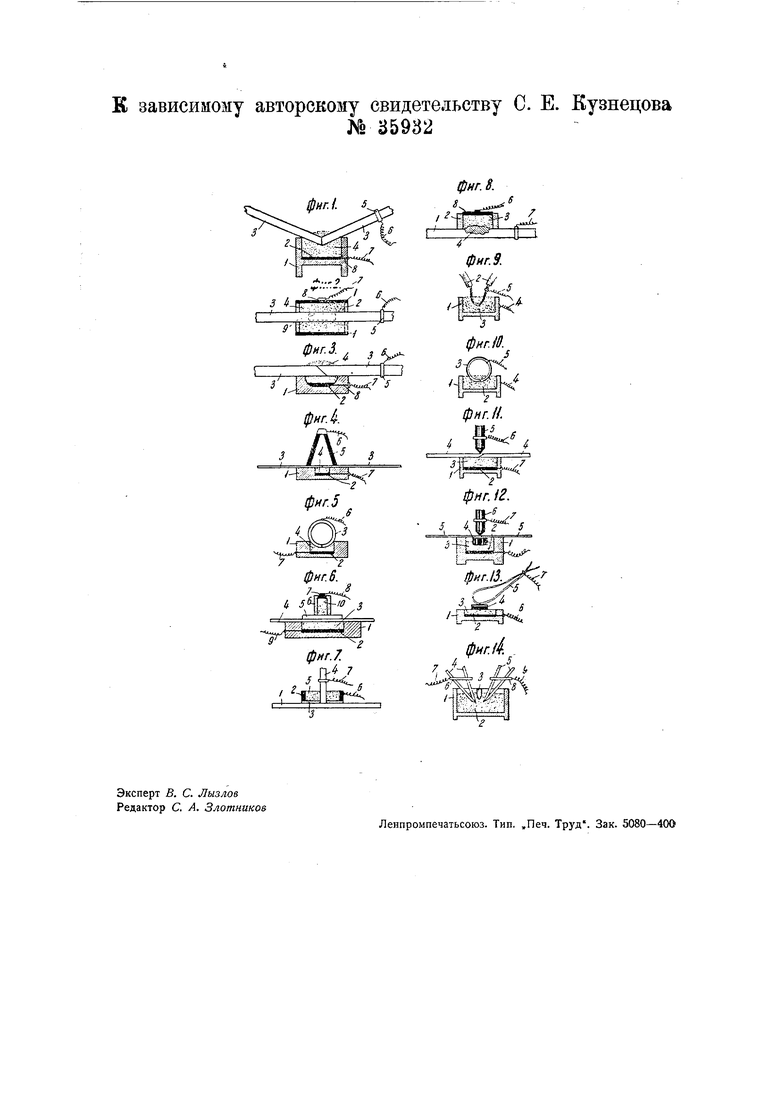
На чертеже фиг. 1 -14 представляют схемы отдельных разновидностей электросварок.
На фиг. 1 изображен огнеупорный полый сосуд / с дном на ножках, заключающий в себе металлическую или графитовую вставку 2, лежащую на дне внутри сосуда 7, с подведенным к ней током через провод 7 и стержень 8.
Концы свариваемых металлических предметов 3 с подведенным к ним током через зажим 5 от провода 6 помещаются во внутренность сосуда /, наполненного порошком 4. При опускании концов свариваемых металлических предметов (плотно прижатых друг к другу) в порошок 4 они моментально накаляются и, оплавляясь, соединяются в одно целое, в результате чего и получается сварка.
Согласно схеме, изображенной на фиг. 2, производится сварка газовых труб, рельсов, балок и т..п.
Вокруг плотно прижатых друг к другу концов свариваемых предметов 3, надевается складная муфта с наружной металлической оболочкой /и огнеупорными боками 3, имеющими отверстия соответственно диаметру свариваемых концов
3металла.
Пространство между внутренними стенками оболочки / и свариваемыми концами 3 заполнено порошком 4 или массой.
Если свариваются газовые трубы, то внутри них для предохранения внутренних стенок от деформации вставляется огнеупорный стержень 9. Один провод с током 7 подводится через болт 8 к металлической оболочке муфты /. Второй провод 6 с током через зажим 5 подводится к концам свариваемого предмета 3. Концы свариваемого предмета 3 накаляются от порошков 4 и, оплавляясь, соединяются в одно целое, после чего ток выключается.
Согласно фиг. 3 огнеупорный сосуд / имеет на дне металлическую или графитовую пластину 2, соединенную через стержень 8, с подводящим ток проводом 7.
Концы 5 свариваемого металла, соединенные с другим подводящим ток проводом 6, свободно лежат на порошкообразном электроде 4, заполняющем внутренность сосуда / (сварива1емые концы могут быть обмотаны проволокой).
В месте прикосновения к порошку
4концы металла 3 раскаляются и, оплавляясь, соединяются в одно целое.
На схеме фиг. 4 показана сварка металлических листов, плит и т. п.
Кладка из огнеупорного кирпича или тальковых кирпичей / имеет посредине канал с металлической пластиной 2 на дне канала. Канал заполнен порошком 4. Пластина 2 соединена с подводящим ток проводом 7.
Свариваемые листы 3, плотно прижатые краями друг к другу, свободно лежат на кладке 7, касаясь порошка 4.
К свариваемым листам подводится ток через плоскость 5 от провода 7. В месте соприкосновения листов 3 с порошком 4 края листов раскаляются и оплавляясь, соединяются в одно целое.
На фиг. 5 показана сварка цилиндров и барабанов. На огнеупорной кладке 7,
имеющей посредине канал с металличе кой пластиной 2 на дне, кладется свариваемый предмет 5.
Канал кладки 7 заполнен порошком 4. Один провод с током б подводится к свариваемому предмету 3 второй провод с током 7-к пластине 2.
Погруженные в канал с порошком 4 края цилиндра 3 раскаляются и, оплав.ляясь, соединяются в одно целое.
На схеме фиг. б изображена приварка плоскостей к плоскостям.
Свариваемые плоскости 4 и 5 лежат «а огнеупорной кладке 7, имеющей посредине канал с металлическим листом 2 на дне. Канал заполнен порошком 3.
Сверху привариваемой плоскости 5, лежащей на плоскости 4, устанавливается огнеупорный цилиндр 6, наполненный порошком или массой 10, с металличе :кой крышкой 7, к которой подведен провод с током 8.
Второй провод с током 9 подводится к листу 2. Порошки 5 и 70 с обеих сторон раскаляют плоскости 4 5, которые, оплавляясь, соединяются в одно целое.
На фиг. 7 изображена приварка стержней к плоскостям. На горизонтальный стержень 7 устанавливается плотно в вертикальном положении привариваемый стержень 4.
На стержень 4 надевается металлическая муфта 2 с огнеупорным неэлектропроводным дном 3.
Пространство между стержнем 4 и стенками муфты 2 засыпается порошком или массой 5. Один провод с током 7 подводится к стержню 4, второй провод с током 6 подводится к стенам муфты 2.
Конец стержня 4 и место прикосновения стержня 7 и 4 от действия порошков 5 расплавляются и соединяются в одно целое.
На фиг. 8 изображена заварка раковин, наплавка утолщений и т. п.
В раковину металлического предмета / закладывается один или несколько мелких кусков металла .припоя 4.
Металл 4 окружен огнеупорной муфтой 2, наполненной внутри порошком 3, закрытым графитовой крышкой 8, к которой подведен ток от провода 6. Второй провод с током 7 подводится к завариваемому предмету 7.
Порошок 5, раскаляясь, расплавляет
металл 4, и раковина равномерно заливается им.
По схеме на фиг. 10 в металлический цилиндр 7, к которому присоеди иен провод с током 4, насыпается порошок 2.
Металлический прут или стержень 3 сгибается в кольцо и к нему присоединяется второй провод с током .5. Концы кольца 3 опускаются в порошок 2, оплавляются и соединяются в одно целое. Таким образом, можно сваривать кольца, втулки, цепи и т. п.
На схеме фиг. 11 изображена сварка металлов с одним порошкообразным электродом и вторым электродом из твердого, угля.
Концы свариваемого металла 4 лежат на огнеупорном сосуде 7, имеющем на дне металлическую пластину 2 с подведенным к ней током от провода 7.
Внутренность сосуда заполнена порошком 3. К месту стыка свариваемых концов слегка прикасаются твердым углем 5 с подведенным к нему током 6.
Металл 4 между порошком 3 и углем 5 моментально расплавляется и соединяется в одно целое.
На фиг. 12 представлена сварка проволок, проводов, струн и т. д. двумя угольными (твердыми) электродами.
Свариваемые концы металла 5 лежат на огнеупорном сосуде 7, имеющем на дне металлическую пластину 2 и внутри- порошок 3.
Сверх порошка 3 лежит твердый уголь или графит 4 с лежащими на нем концами свариваемого металла 5.
К месту, подлежащему сварке, слегка прикасаются твердым углем 6 с подведенным к нему проводом с током 7.
Второй провод с током подведен к пластине 2.
Между углями 4 vi 6 концы металла мгновенно оплавляются в одно целое.
По этой схеме порошок 3 служит реостатом для тока выше 60 вольт.
На фиг. 13 представлена сварка тонких проволок. В огнеупорный сосуд 7 с металлической пластиной 2 на дне насыпан электропроводящий порошок 5, поверх которого лежит твердый уголь 4.
Один провод с током 6 присоединен через стержень 9 к пластине 2, второй провод с током 7 посредством зажима
8 соединен со свариваемой проволокой 5, слегка прикасаясь к углю 4.
Концы проволок моментально оплавляются и соединяются в одно целое.
На фиг. 9 представлена сварка осветительных шнуров, проводов, проволок, струн и т. д.
В металлический стакан / насыпается порошок 3. В порошок 3 опускаются концы свариваемых предметов 2, к которым подведен ток от провода 5. Второй провод с током 4 подводится к стакану /.
Концы свариваемых предметов 2 моментально плавятся в порошке 3 и соединяются в одно целое.
Концы при сварке могут быть скручены, плотно прижаты друг к другу или же обмотаны тонкой проволокой.
На фиг. 14 огнеупорный сосуд 7 с перегородкой посредине верхней части 3 наполнен порошком 2.
Каждая пара свариваемых предметов 4 и 5 является одним из электродов с подведенным от проводов 7 и Р током через зажимы 5 и .
При одновременном опускании свариваемых предметов и 5 в порошок 2 последний расплавляется и оплавляет свариваемые концы двух пар одновременно.
Предмет изобретения.
1. Видоизменение охарактеризованного в авт. свид. NB 11979 способа при сварке предметов большого поперечного сечения, отличающееся тем, что присоединенные к однрму полюсу источника тока свариваемые части соединяют друг с другом в притык и накладывают на поверхность или погружают внутрь порошкообразного сопротивления, присоединенного к другому полюсу источника тока (фиг. 1, 2, 3, 4, 5).
2.Видоизменение охарактеризованного в п. 1 способа, отличающееся тем что электродом с порошкообразным сопротивлением окружают только одну из свариваемых частей, либо такой электрод помещают над местом сварки (фиг. 7 и 8).
3.Прием выполнения охарактеризованного в п. 1 способа, отличающийся тем, что для подвода тока к свариваемымчастям применяют сплошной угольный электрод, которым, кроме того, производят нажатие в месте сварки (фиг. 11 и 12).
4.Прием выполнения охарактеризованного в п. 1 способа, отличающийся тем, что для подвода тока к свариваемым частям применяют электрод с порошкообразным сопротивлением (фиг. б).
5.Прием выполнения охарактеризованного в п.п. 1 и 3 способа, отличающийся тем, что между свариваемым предметом и порошкообразным сопротивлением помещают кусок сплошного угля (фиг. 12и 13).
6.Видоизменение охарактеризованного в п. Т способа для одновременной сварки двух предметов, отличающееся тем, что присоединенные к разным полюсам источника тока свариваемые предметы контактируют с порошкообразным сопротивлением (фиг. 15).
7.При охарактеризованном в п.п 1 - 5 способе применение, в случае надобности, ДЛЯ увеличения сопротивления порошкообразного проводящего углеродистого материала добавок огнеупорных, не проводящих ток материалов, как шамот, тальк и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для электрической сварки и пайки металлов | 1929 |
|
SU24500A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВАНИЯ | 1929 |
|
SU21279A1 |
| Устройство для металлизации распылением | 1930 |
|
SU33436A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВА ИНСТРУМЕНТОВ И ДРУГИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПЕРЕД ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ ИЛИ КОВКОЙ | 1929 |
|
SU28500A1 |
| Электрический куб для нагревания непрерывно протекающей жидкости | 1929 |
|
SU23496A1 |
| Способ изготовления шариков электрической сваркой | 1929 |
|
SU24499A1 |
| Электрический способ обработки металлических прутьев | 1929 |
|
SU30364A1 |
| Электрический парообразователь | 1929 |
|
SU22167A1 |
| Способ электрической сварки проводов | 1929 |
|
SU11979A1 |
| Способ лазерной наплавки (сварки) металлов | 2023 |
|
RU2819484C1 |