Известны способы изготовления демпферных обмоток на герметичной бочке ротора высокоскоростной электрической машины, состоящей из сваренных в продольном направлении чередующихся магнитных и немагнитных сегментов.
Цель настоящего изобретения - упрощение технологического процесса.
Согласно предлагаемому способу изготовления демпферных обмоток в указанных магнитных сегментах выполняют открытые пазы, в которые укладывают стержни демпферной обмотки и завальцовывают. Затем по краям бочки ротора устанавливают короткозамыкающие кольца трапецеидального сечения, которые соединяют со вставленными стержнями, после чего кольца закрепляют посредством немагнитных бандажей, установленных на предварительно обработанной поверхности бочки ротора.
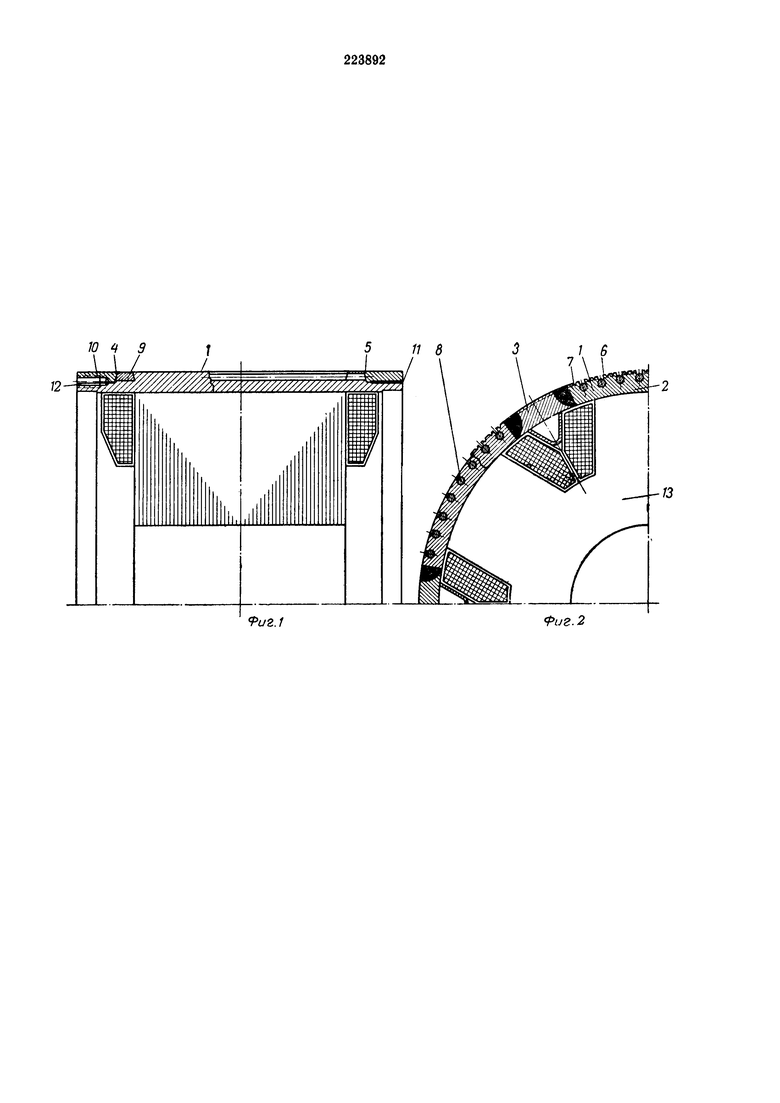
Сущность изобретения пояснена фиг. 1 и 2, где показаны продольный и поперечный разрезы ротора.
Бочка 1 ротора высокоскоростной электрической машины состоит из чередующихся магнитных 2 и немагнитных 3 сегментов, причем длина каждого из сегментов равна длине бочки. Магнитные сегменты являются башмаками полюсной системы ротора.
Сегменты сварены между собой продольными швами. После сварки производят обработку поверхностей 4 и 5 и выполняют открытые пазы 6 в теле магнитных сегментов 2, причем дно паза выполняют заподлицо с поверхностями 5. По сторонам пазов делают продольные канавки 7, в пазы 6 закладывают стержни 8 демпферной клетки и завальцовывают.
По краям бочки ротора устанавливают короткозамыкающие кольца 9 трапецеидального сечения, после чего стержни спаивают с кольцами.
После обработки поверхностей 4 и 5 одеваются немагнитные бандажные кольца 10 (для исключения замыкания полюсной системы). Шов 11, выполненный электроннолучевой сваркой на всю длину посадки бандажного кольца с недоводом 1-2 мм до короткозамыкающего кольца, обеспечивает монолитное соединение бандажных колец с сегментами 2 и 3. В теле соединения оставляются крепежные отверстия 12 для силовых болтов.
После окончательной обработки по наружному и внутреннему диаметрам и торцам производят сборку бочки ротора с роторной звездой 13 и цапфами. Следы развальцованных канавок 7, расположенных в пределах технологического припуска, при этом срезаются. Короткозамыкающие кольца трапецеидального сечения зажаты между коническими поверхностями сегментов 2 и 3 и бандажных колец. Таким образом, все центробежные нагрузки от веса элементов демпферной клетки воспринимаются сегментами бочки, что позволяет ротору работать при весьма высоких скоростях вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1990 |
|
RU2054781C1 |
| РОТОР СИНХРОННОЙ ЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1990 |
|
RU2046497C1 |
| НЕЯВНОПОЛЮСНЫЙ ВРАЩАЮЩИЙСЯ ИНДУКТОР СИНХРОННОЙ МАШИНЫ | 1968 |
|
SU213951A1 |
| РОТОР СИНХРОННОЙ НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙМАШИНЫ | 1970 |
|
SU259250A1 |
| ИНДУКТОР НЕЯВНОПОЛЮСНОЙ СИНХРОННОЙ МАШИНЫ | 1991 |
|
RU2023340C1 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2040099C1 |
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1996 |
|
RU2096890C1 |
| ЭЛЖТРИЧЕСКАЯ МАШИНА С ЖИДКОСТНЫМ ОХЛАЖДЕНИШ | 1972 |
|
SU433594A1 |
| Комбинированный ротор для высокоскоростной электрической машины | 2017 |
|
RU2679311C1 |
| РОТОР ВЫСОКОСКОРОСТНОГО ГЕНЕРАТОРА | 2014 |
|
RU2552846C1 |
Способ изготовления демпферной обмотки на герметичной бочке ротора высокоскоростной электрической машины, состоящей из сваренных в продольном направлении чередующихся магнитных и немагнитных сегментов, отличающийся тем, что, с целью упрощения технологического процесса, в указанных магнитных сегментах выполняют открытые пазы, в которые укладывают стержни демпферной обмотки и завальцовывают их, затем по краям бочки ротора устанавливают короткозамыкающие кольца трапецеидального сечения, которые соединяют со вставленными стержнями, после чего кольца закрепляют посредством немагнитных бандажей, установленных на предварительно обработанной поверхности бочки ротора.
