Известные резино-металлические кольцевые опоры к форме для прессования раструбных железобетонных труб выполнены в виде резинового кольца, верхняя часть которого армирована в процессе вулканизации концентрично расположенными внутренними кольцевыми слоями резинокордной ленты и пружины, а нижняя - арматурой для крепления кольцевой опоры к основанию формы. Нижняя часть резинового кольца в таких опорах армирована в процессе вулканизации пружинным кольцом с кордовой постелью и металлическим фланцем, выполненным с резьбовыми гнездами для соединения с основанием формы. Однако известные опоры не позволяют осуществлять бесперебойное и качественное прессование раструбных железобетонных труб, так как при сравнительно жестком креплении металлического фланца к резиновому кольцу опоры не обеспечивается полной боковой деформации резины по всей высоте опоры, что приводит к отслоению резины от фланца, т.е. к преждевременному выходу опоры из строя. При этом не исключена возможность повреждения заготовок труб при выгрузке их из формы за счет захвата конца раструбной части бетонной трубы металлическим фланцем опоры.
Предлагаемая опора отличается от известных тем, что в нижней части ее резинового кольца закреплены в процессе вулканизации расположенные на заданном расстоянии друг от друга по внутренним концентричным окружностям диски и секторы, жестко связанные с резьбовыми втулками, торцовые поверхности которых совмещены в одной плоскости с поверхностью нижнего основания резинового кольца.
При использовании новой опоры возможно бесперебойное и качественное изготовление раструбных железобетонных труб способом виброгидропрессования благодаря надежному креплению арматуры соединения опоры с основанием формы, повышению срока эксплуатации опоры с обеспечением полной боковой деформации резинового кольца по всей высоте опоры и при этом свободной выгрузки готовых труб из формы без повреждений.
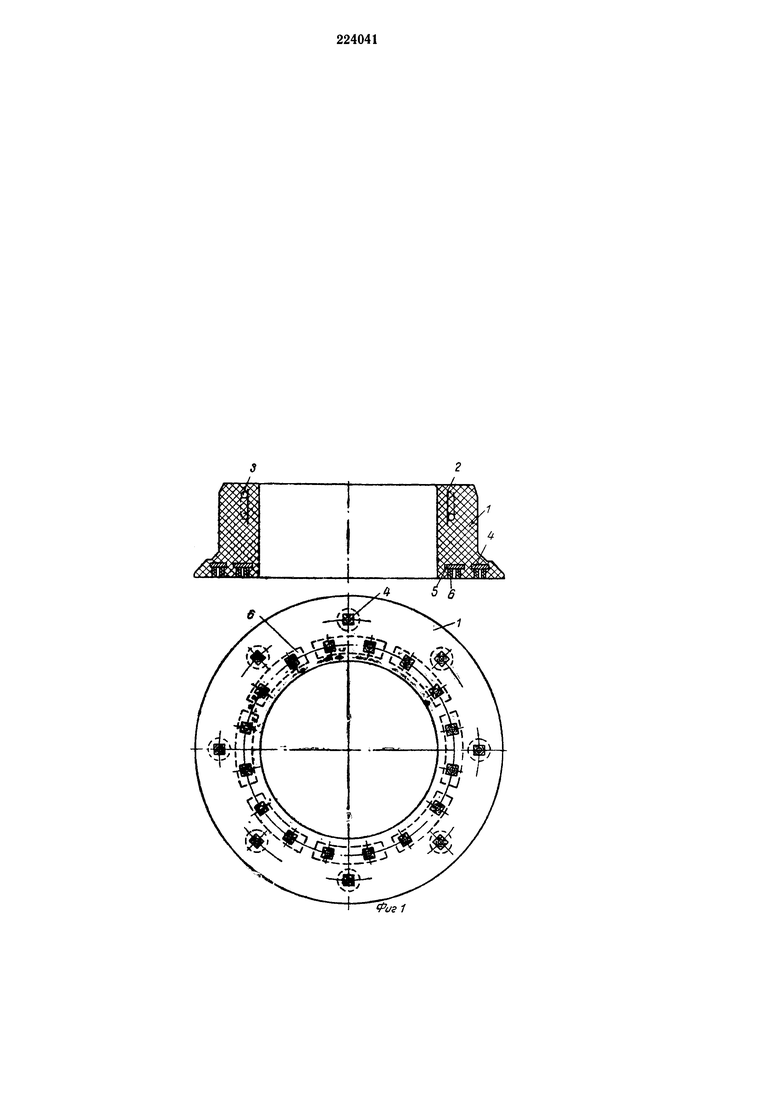
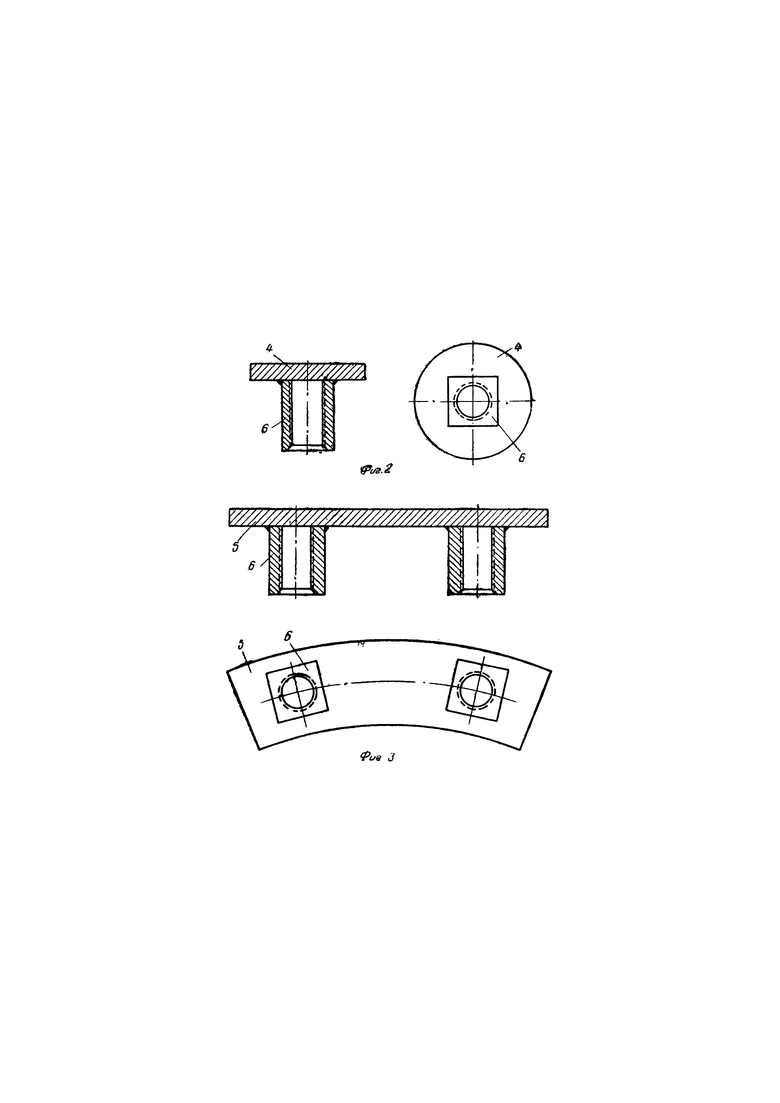
На фиг. 1 изображена описываемая опора разрез и вид снизу; на фиг. 2 и 3 показаны диски и секторы с резьбовыми втулками, разрез и вид снизу.
Резино-металлическая кольцевая опора к форме для прессования раструбных напорных железобетонных труб способом виброгидропрессования выполнена в виде резинового кольца 1, верхняя часть которого армирована в процессе вулканизации концентрично расположенными внутренними кольцевыми слоями резинокорной ленты 2 и пружины 3. В нижней части кольца 1 закреплены в процессе вулканизации расположенные на заданном расстоянии друг от друга по внутренним концентричным окружностям диски 4 и секторы 5, жестко связанные с резьбовыми втулками 6 заданного профиля, торцовые поверхности которых совмещены в одной плоскости с поверхностью нижнего основания кольца 1. Рабочая поверхность последнего выполнена по форме раструбной части железобетонной трубы.
В процессе формования труб способом виброгидропрессования опора воспринимает и передает усилие прессования на бетон и арматуру заготовки трубы. Увеличиваясь при этом в диаметре, она формует внутреннюю поверхность раструбной части трубы. По окончании прессования трубы и снятия гидравлического давления резиновое кольцо принимает первоначальный диаметр, а между опорой и отформованной раструбной частью трубы образуется зазор, достаточный для свободной выгрузки трубы без повреждений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раструбообразователь | 1984 |
|
SU1229048A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ВИБРОГИДРОПРЕССОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБ С МЕТАЛЛИЧЕСКИМ ЦИЛИНДРОМ | 1991 |
|
RU2005599C1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПЕРЕЕЗД И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОБЕТОННЫХ ПЛИТ ДЛЯ НЕГО | 2019 |
|
RU2700996C1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2559682C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2547209C1 |
| Способ формования гидропрессован-НыХ НАпОРНыХ ТРуб | 1979 |
|
SU795956A1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПЕРЕЕЗД И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОЖЕЛЕЗОБЕТОННЫХ ПЛИТ ДЛЯ НЕГО | 2005 |
|
RU2297488C1 |
| ОБОЛОЧКА ДЛЯ УСТРОЙСТВА ПЕРЕКРЫТИЯ КАНАЛИЗАЦИОННОЙ ТРУБЫ | 1992 |
|
RU2042077C1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПЕРЕЕЗД И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОЖЕЛЕЗОБЕТОННЫХ ПЛИТ ДЛЯ НЕГО | 2005 |
|
RU2295000C1 |
Резино-металлическая кольцевая опора к форме для прессования раструбных железобетонных труб, выполненная в виде резинового кольца, верхняя часть которого армирована в процессе вулканизации концентрично расположенными внутренними кольцевыми слоями резинокордной ленты и пружины, а нижняя часть - арматурой для крепления опоры к основанию формы, отличающаяся тем, что, с целью бесперебойного и качественного изготовления железобетонных труб, в нижней части резинового кольца опоры закреплены в процессе вулканизации расположенные на заданном расстоянии друг от друга по внутренним концентричным окружностям диски и секторы, жестко связанные с резьбовыми втулками, торцовые поверхности которых совмещены в одной плоскости с поверхностью нижнего основания резинового кольца опоры.
