Известен способ обкатки поверхностей колец радиально-упорных подшипников качения путем принудительного вращения под нагрузкой технологического конусного и проверяемого колец относительно друг друга, контактирующих с шариками. Однако такой способ не обеспечивает контроля качества дорожек качения до сборки подшипников.
Отличие предложенного способа заключается в том, что угол конуса технологического кольца берут равным удвоенному углу контакта радиально-упорного подшипника.
Кроме того, шарики, применяемые при обкатке, содержат твердые включения на поверхности.
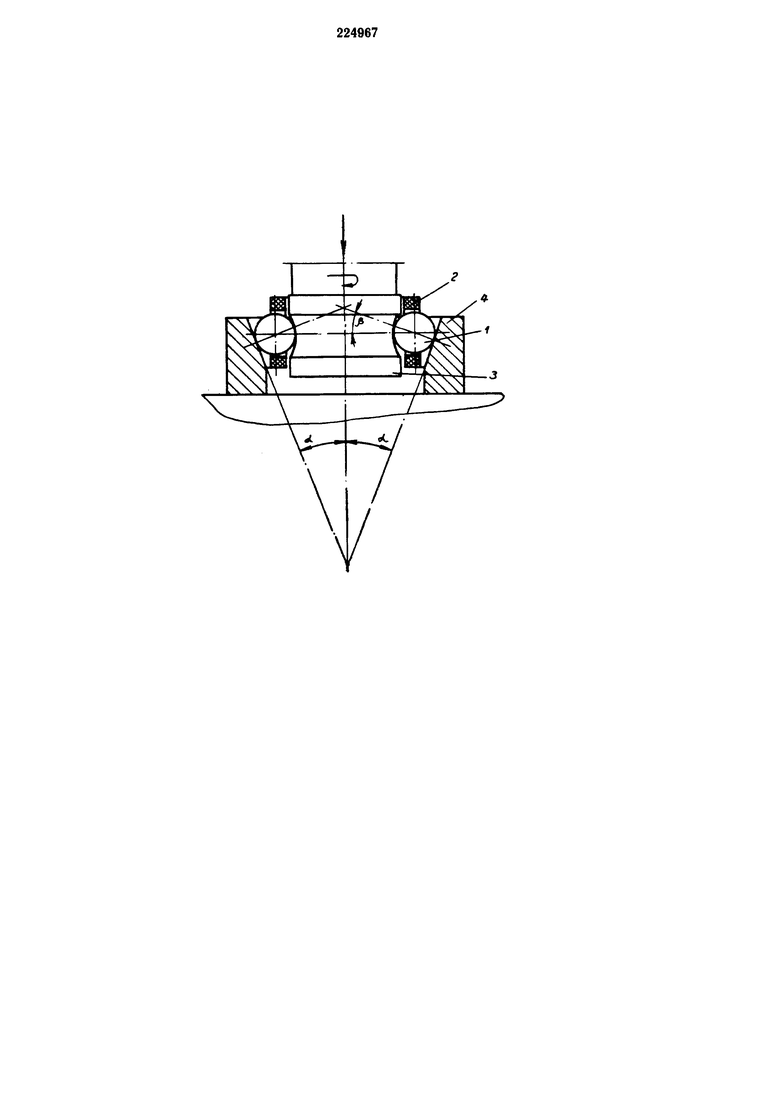
На чертеже приведена схема расположения тел качения при обкатке колец подшипника описываемым способом.
Контролируемое кольцо (наружное или внутреннее) собирают с технологическим комплектом, состоящим из шариков 1, изготовленных, например из стали ЭИ 347, и обработанных травлением в растворе пикриновой кислоты, технологического кольца с конусной рабочей поверхностью (наружной или внутренней соответственно) и сепаратора 2.
Кольца 3 и 4 приводят во взаимное вращение. Угол конуса технологического кольца 4 берут равным удвоенному углу контакта радиально-упорного подшипника.
1. Способ обкатки поверхностей колец радиально-упорных подшипников качения путем принудительного вращения под нагрузкой технологического конусного и проверяемого колец относительно друг друга, контактирующих с шариками, отличающийся тем, что, с целью обеспечения контроля качества дорожек качения колец до сборки подшипников, угол конуса технологического кольца берут равным удвоенному углу контакта подшипника.
2. Способ по п. 1, отличающийся тем, что шарики, применяемые при обкатке, содержат твердые включения на поверхности.
