Изобретение относится к машиностроению и может быть использовано в производстве шарикоподшипников при финишной обработке дорожек качения.
Известен способ обработки дорожек качения колец шарикоподшипников шариками, при котором последние размещают в сепараторе, а нагрузку на них создают технологическим конусом ij ,
Недостатком этого способа является невысокая точность обработки. Это объясняется тем, что ось вращения шарика не меняет своего положения в пространстве, что приводит к неравномерному износу его при обработке.
Цель изобретения - повышение качества обработки.
Указанная цель достигается тем, что соз7ласно способу обработки дорожек качения колец подшипников шариками, при котором последние размещают в сепараторе, нагрузку на них создают технологическим конусом, сепаратор устанавливают неподвижно, а отношение скоростей шарика в контакте с дорожкой качения кольца и с технологическим конусом выбирают из соотношения
1,15:3,0
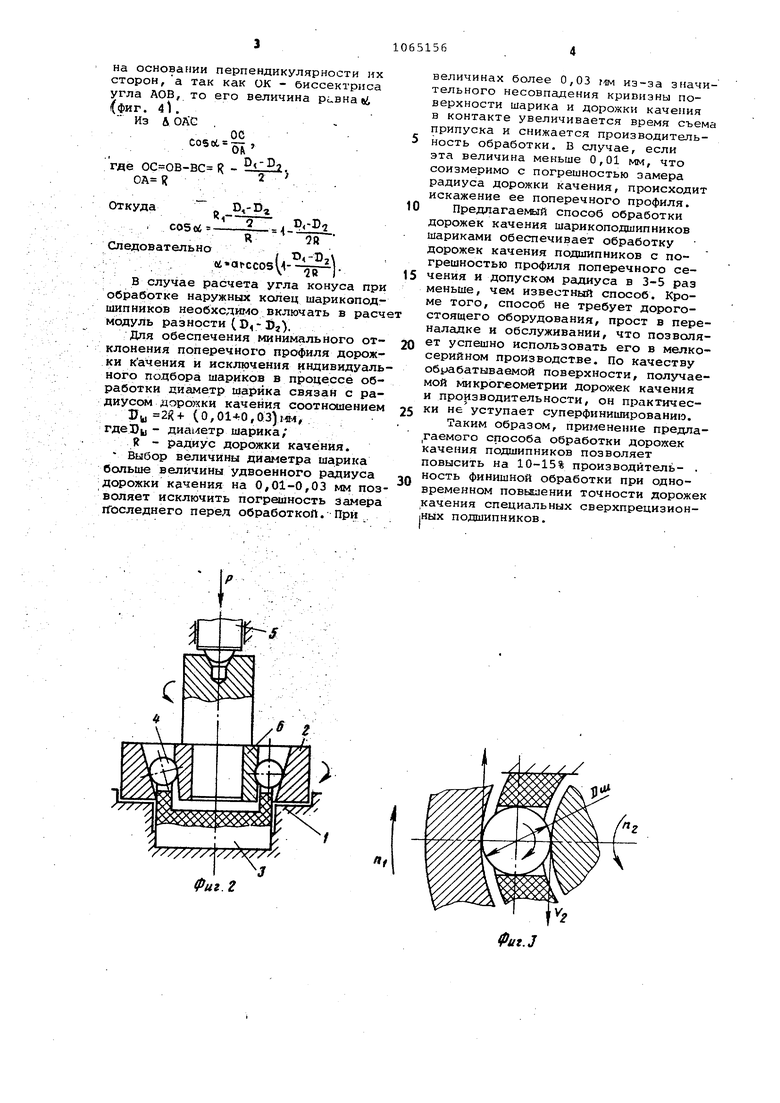
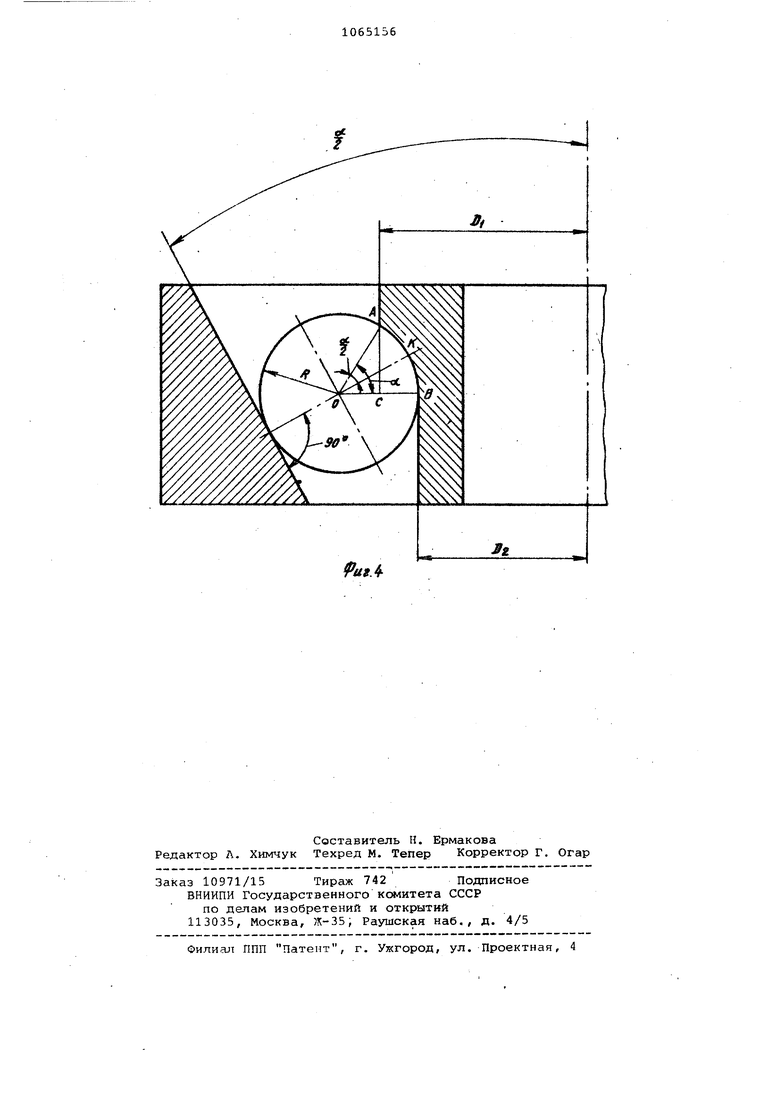
где V - линейная скорость в точке контакта шарика с дорожкой качения кольца Г V - линейная скорость в точке контакта шарика с технологическим конусом. На фиг.1 изображена схема устройства, реализующая способ обработки наружных колец радиальных и радиалъно-упорных подшипников на то же, при обработке внутренний колец на фиг.З - схема направлений движений элементов устройства/ на фиг.4 - схема для расчета угла технологического конуса.
Устройство состоит из корпуса 1, технологического конуса 2, сепаратора 3, с расположенными в его гнезда шариками 4 и механизма 5 нагружения. Сепаратор 3 соединен с корпусом 1 неподвижно. Шарики 4 контактируют с технологическим конусом и поверхностью дорожки качения обрабатываемого кольца б. Для вращения технологического конуса и обрабатываемого кольца имеются индивидуальные приводы.
Способ осуществляют следующим образом.
Обрабатываемое кольцо 6 и технологический конус 2 от индивидуальных приводов вращаются в противоположных направлениях сепаратора 3. Нагрузка на шарики создается ме ханизмом 5 нагружения. Для шаржирования шариков в аону обработки цодается абразивная суспензия.
Вращая обрабатываемое кольцо б приводят во вращение относительно 5 зафиксированных центров шарики 4, контактирующие с дорожкой качения по дуге. Технологический конус 2, который вращают с частотой, обеспечивающей уменьшение в 1,15-3,0 раза
10 линейной скорости в месте контакта его с шариками 4 по сравнению с аналогичной скоростью в месте контакта обрабатываемой поверхности дорожек качения кольца б с шариком, притор5 маживает шарики, создавая эффект их интенсивного проскальзывания относительно обрабатываемой поверхности.
Разность линейных скоростей в диаметрально противоположных точках контакта шариков с дорожкой качения и технологическим конусом, наличие угла между линией, проходящей через эти точки и общей осью вращения,
5 трение шариков о плоскости гнезд неподвижного сепаратора 3 создают, при соответствующей осевой нагрузке эффект верчения шариков, что приводит к их равномерному изно.су и сохранению первоначальной геометрической точности, определяющей параметры обрабатываемой дорожки качения.
Диапазон отношения линейных скоростей в контакте шариков с дорожкой кс ченкя и технологическим конусом в пределах 1,15-3,0 установлен н I. . V
основании того, что при ,15 проVy
цесс обработки прекращается, так как проскальзывание шариков относительно поверхности дорожек качения и технологлчйпкпго конуса практически отсутствует. При - 3
1
тельно возрастает трение шариков о
плоскости неподвижного сепаратора, что ухудшает верчение шариков и снижает точность обработки.
С целью равномерного съема металла по всей поверхности дорожки ка0 чения путем приложения нагрузки
шариков на обрабатьгоаег ю поверхность в центр дуги их контакта технологический конус имеет угол
/ , 5 ы «.ссо5(1-.),
где D - диаметр бортика кольца; Р-г - диаметр дорожки качения; R - радиус дорожки качения.
0 Вывод формулы расчете, угла технологического конуса применительно к обработке внутренних колец шарикоподшипников выглядит следующим образсм.Угол ВОК равен половине величи5 ны угла техрюлогического конусп(у-) на основании перпендикулярности их сторон, а так как ОК - биссектриса угла ЛОВ, то его величина р.внав4 (фиг. 4. Из Л OAG . ОС С05ос о-, DilDl. где ОС ОВ-ВС R 2 / ОА I Откуда coSoi Следовательно , .(. Р4-Р2 )аб«агссо5 4-В случае расчета угла конуса пр обработке наружных колец шарикопод шипников необхсдиг о включать в рас модуль разности (О,-Sj). Для обеспечения минимального от клонения поперечного профиля дорож ки качения и исключения индивидуал ного подбора шариков в процессе об работки диаметр шарика связан с ра диусе дорожки качения соотношение 17fcj 2R+ (0,,Q3)ni-, гдеВ, - диаметр шарика/ R - радиус дорожки качения. Выбор величины диаметра шарика больше величины удвоенного радиуса дорожки качения на 0,01-0,03 мм по воляет исключить погрешность замер гГоследнего перед обработкой. При величинах более 0,03 Г1м из-за з 1ачительного несовпадения кривизны поверхности шарика и дорожки качения в контакте увеличивается время съема припуска и снижается производительность обработки. В случае, если эта величина меньше 0,01 мм, что соизмеримо с погрешностью замера радиуса дорожки качения, происходит искажение ее поперечного профиля. Предлагаемый способ обработки дорожек качения шарикоподшипников шариками обеспечивает обработку дорожек качения подшипников с погрешностью профиля поперечного сечения и допуском радиуса в 3-5 раз меньше, чем известный способ. Кроме того, способ не требует дорогостоящего оборудования, прост в переналадке и обслуживании, что позволяет успешно использовать его в мелкосерийном производстве. По качеству обрабатываемой поверхности, получаемой микрогеометрии дорожек качения и производительности, он практически не уступает суперфинишированию. Таким образом, применение предла гаемого способа обработки дорохсек качения подшипников позволяет повысить на 10-15% производитель- . ность финишной обработки при одновременном повышении точности лорожек качения специальных сверхпрецизион|Ных подшипников.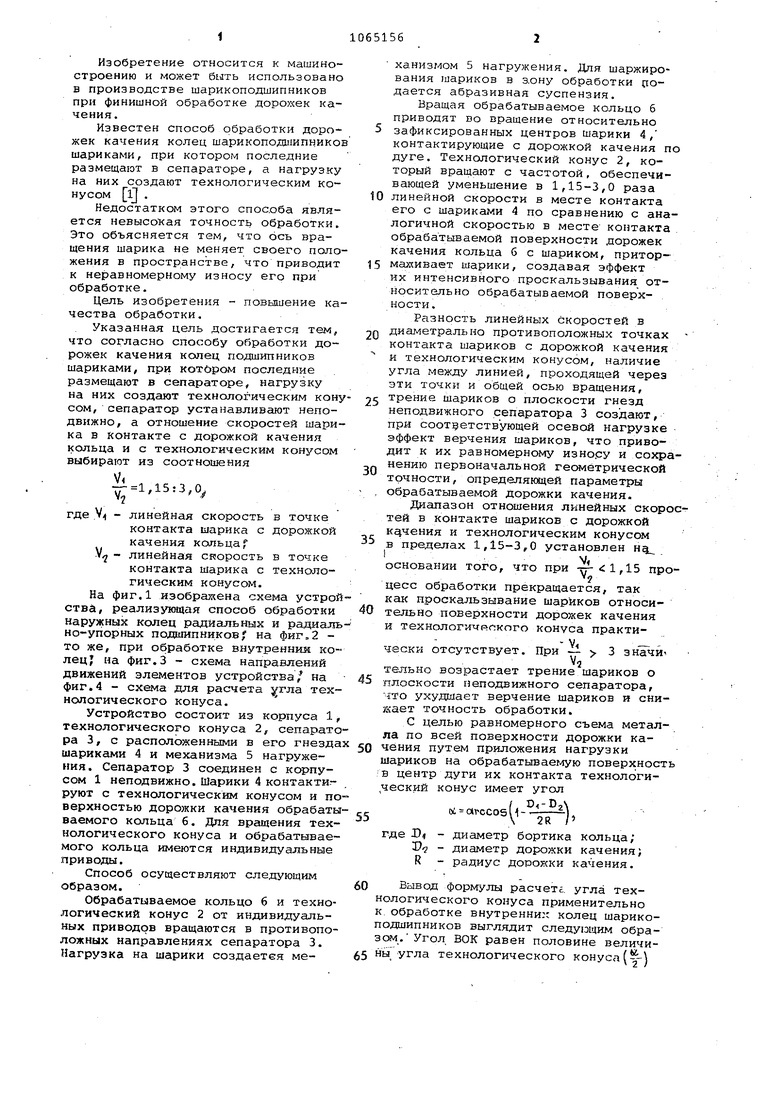
СПОСОБ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ ШАРИКАМИ, при котором последние размещают в сепараторе, а нагрузку на них создают технологическим конусом, . отличающийся тем, что, с целью повышения качества обработки, сепаратор устанавливают неподвижно, а отношение скоростей шарика в контакте с дорожкой качения кольца подглйпника и с технологическим конусом выбирают из соотношения |г 1,15:3,О, 2 где V(- линейная скорость в точке контакта шарика с дорожкой качения кольца подшипника; V - линейная скорость в точке контакта шарика с технологическим конусом. о: ел ел а: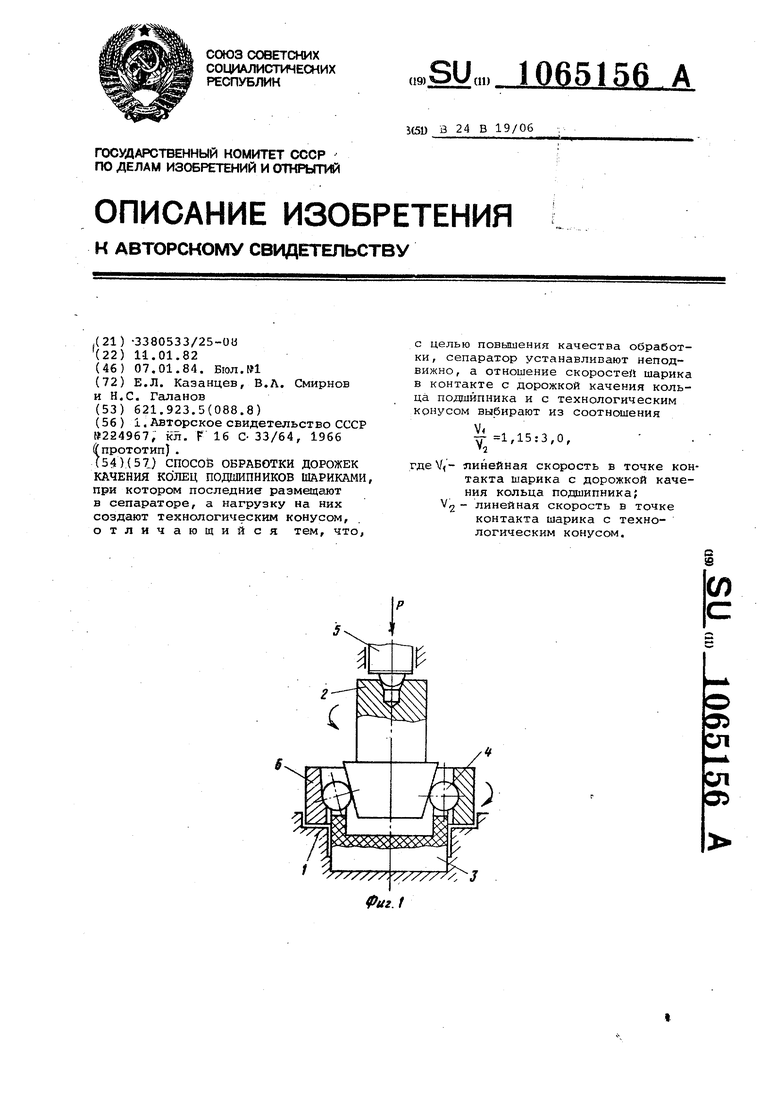
/ / / /
1
