Известны устройства для автоматического контроля энергетического режима точечной контактной сварки, содержанл;ие измерительный элемент и схему индикации..
Отличительной чертой предлагаемого устройства является подключение на вход измерительного элемента соединенных последовательно блока задания моментов контроля и блока формирователя эталонных по амплитуде сиг}1алОВ. На выход измерительного элемента подключен каскад совпадений, выход которого, в свою очередь, подключен к схеме индикации.
Устройство позволяет осуществлять автоматический контроль входного сигнала любой формы в любой заданный момент времени.
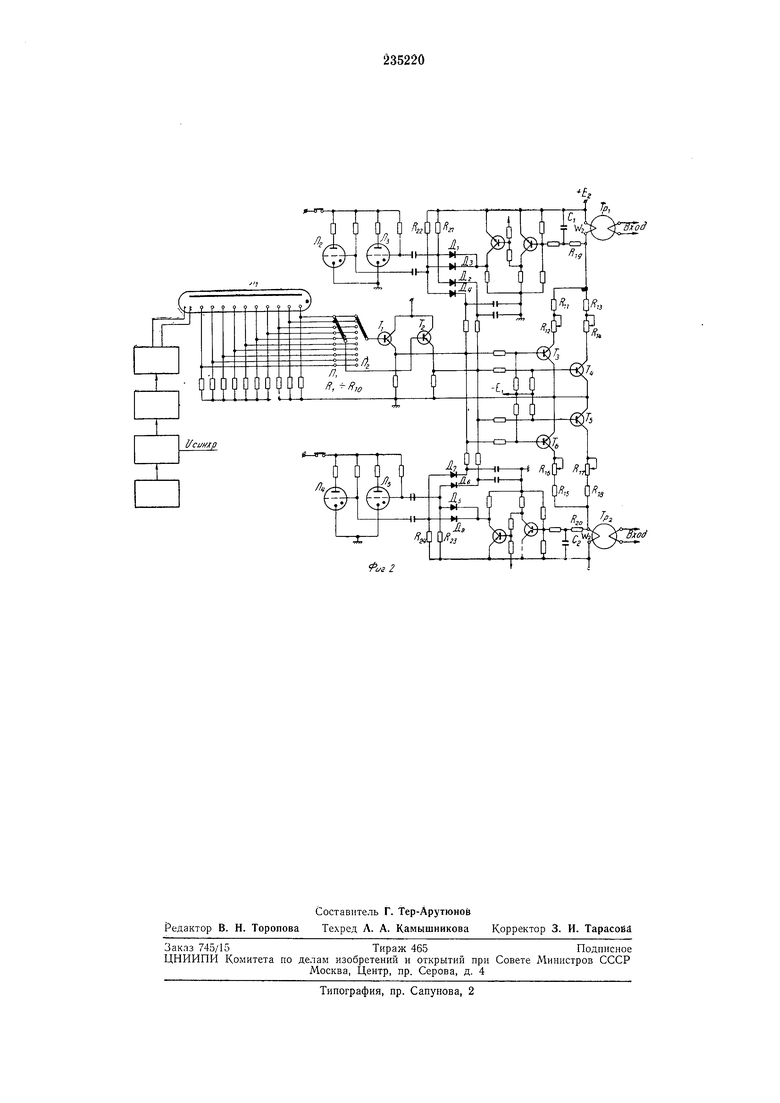
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - принципиальная схема устрСйства для автоматического контроля электрического сигнала, например, в два заданных момента времени.
Предложенное устройство содержит блок 1 задания моментов контроля, формирователь 2 эталонных по амплитуде сигналов, измерительный элемент ,3, схему совпадения 4 и блок индикации 5.
Начало отсчета времени синхронизируется с работой сварочной машины ЬсинхрЭталонный сигнал поступает на измерительный элемент 3 и сравнивается с входным сигналом. Если а1 шлитуда эталонного сигнала больше входного сигнала в заданный момент времен, то на выходе измерительного элемента появляется импульс, фиксируемый блоком индикации 5.
Б каждый момент времени (фиг. 2) контроль сигнала производится по двум пределам: «бо.ьше - «меньше.
На время контроля входного сигнала на декатронный счетчик v7i поступают импульсы стабильной частоты через ключ, управляемый сварочной машиной. .Моменты контроля входного сигнала устанавливаются переключателями Я и П-2.
ГЪшульсы, снимаемые с катодных сопротивлений декатрона Л, через транзисторы Т) и Го подаются на транзисторные ключи Гз и Т (верхний предел - «больше) и Т, и Го (нижний предел - «меньше).
Измерительным элементом устройства является трансформатор Tpi насыш.ения с прямоугольной петлей гистерезиса (верхний предел) и Тр-2 (нижний предел), амнер-витки первичной и вторичной обмоток которого включены встречно.
Контролируемый сигнал L/вход подается на первичную обмотку трансформатора Тр (Тр-у), вторичная обмотка включена в коллекторную цепь транзисторов Гз и Т (Т и Го). В исходном состоянии эти транзисторы занерты отрицательным смещением - iВ заданный момент контроля на базы транзисторов 7з и 74 (Гд и Го) с нагрузок эмиттеров транзисторов TI и Ту подаются прямоугольные имнульсы ноложительной полярности, переводящие указанные транзисторы в состояние насыщения.
При этом через вторичную обмотку измерительного элемента пойдет ток, величина которого определяется напряжением Яо и сопротивлениями для верхнего предела и для нижнего предела. Постоянная времени вторичной обмотки W.2 должна быть такой, чтобы ток в ней достигал максимального значения за время, в несколько раз меньшее длительности импульса, отпирающего транзисторные ключи.
Если вторичные ампер-витки в заданный промежуток времени больше первичных ампер-витков, то рабочая точка сердечника трансформатора насыщения Tpi (Тр.,) будет перемещаться в область больших изменений магнитной индукции; если меньше, то рабочая точка останется в области малых изменений индукции.
При запирании транзисторного ключа длительность импульса напряжения, возникающего на обмотке W2, в первом случае будет значительно больще, чем во втором.
На выходе интегрирующей цепочки Cl () получаем сигнал, амплитуда которого пропорциональна длительности импулЬ са, возникающего на обмотке W,.
Для разделения этих сигналов во времени применяется схема совпадений Д, Д, и Дз, Д4, (верхний предел), Д, Дв, зз и Дт, Да, 24: (нижний предел).
С выхода схемы совпадения сигнал поступает на блок индикации, например декатроны //2 и Ля (Л и Лз). Блок индикации может содержать исполнительные элементы, воздействующие на сварочную машину в зависимости от результатов контроля.
Число точек контроля входного сигнала заданной длительности одним измерительным элементом ограничивается длительностью эталонного сигнала. Длительность последнего, как указывалось выше, зависит от постоянной времени вторичной цепи измерительного элемента.
Предмет изобретения
Устройство для автоматического .контроля энергетического режима точечной контактной
сварки, содержащее измерительный элемент и схему индикации, отличающееся тем, что, с целью осуществления контроля входного сигнала любой формы в любой заданный момент времени, на вход измерительного элемента
подключены соединенные последовательно блок задания моментов контроля и блок формирователя эталонных по амплитуде сигналов, причем на выход измерительного элемента подсоединен каскад сОВпадений, выход которого, в свою очередь, подключен к схеме инди кации.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| Устройство активного контроля | 1973 |
|
SU450710A1 |
| Стабилизированный конвертор | 1979 |
|
SU892425A1 |
| ТОКОВОЕ ТРАНЗИСТОРНОЕ РЕЛЕ | 1965 |
|
SU171900A1 |
| СПОСОБ ФАЗОВОГО РЕГУЛИРОВАНИЯ | 1970 |
|
SU269282A1 |
| Устройство для векторно-импульсного управления асинхронным электроприводом | 1975 |
|
SU600681A1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ БИПОЛЯРНЫХ ИМПУЛЬСОВ УПРАВЛЕНИЯ | 1972 |
|
SU343349A1 |
| Стабилизированный преобразователь постоянного напряжения | 1984 |
|
SU1261066A1 |
| УСТРОЙСТВО ЦИКЛИЧЕСКОЙ, СИНХРОННОЙ, с ВРЕМЕННЫМ | 1970 |
|
SU277009A1 |
Ло&
f-v-t.
l/cuvnp
г
