1
(21) 4135760/31-27
(22) 20.10.86
(46) 23.06.89. Бюл. N 23
(71)Институт электродинамики АИ УССР
(72)Ю.И.Драбович, И.О.Слесаревский, Э.В.Демиденко, В.Н.Бабиков и С.В.Сал- ко
(53)621.791.763(088.8)
(56) Орлов Б.Д. и др. Контроль точечной и роликовой электросварки. - М,: Машиностроение, 1973, с. 170-171.
Гинзбург С.Г. 11етоды решения задач по переходным продессам в электрических депях. - М.: Советское радио, 1959, с. 34.
(54)СПОСОБ И311ЕРЕПИЯ АКТИВНОГО СОПРО- ТИВЛЕН11Я СВАРОЧНОГО КОНТУРА В ПРОЦЕССЕ СВАРКИ
(57) Изобретение относится к сварочному производству, а именно к шовной контактной сварке, и может быть ис- нользовано в системе автоматического
регулирования процесса шовной контактной сварки тонколистовых материалов толгданой 5-10 мкм. Цель изобретения - зшрощение способа измерения сопротивления и повышение точности измерения. Измеряют величины напряжения, тока и времени сварки. Выбирают интервал длительности одного из участков цикла сварки, на котором определяют число переключений тока .Задают величину тока, равную величине амплитуд высокочастотных импульсов тока, на этом же участке цикла сварки и изменяют полярность тока сварки при достижении им заданного значения. По измеренному числу переключений вычисляют яо расчетной зависимости величину активного сопротивления сварочного контура.Качество сварных соединений при шовной контактной сварке повьшается путем автоматизации процесса управления формой сварочного импульса в процессе сварки при изменении напряжения питания и сопротивления зоны сварки. 2 ил.
§
СО
4
00 00
а
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| Машина для контактной сварки на постоянном токе | 1984 |
|
SU1194627A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Источник питания для контактной сварки на повышенной частоте | 1988 |
|
SU1590281A1 |
| Устройство питания для сварки | 1985 |
|
SU1348105A1 |
| Источник питания для электродуговой сварки | 1987 |
|
SU1480991A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Устройство для измерения активногоСОпРОТиВлЕНия СВАРОчНОгО КОНТуРА | 1979 |
|
SU852475A1 |
Изобретение относится к сварочному производству, а именно к шовной контактной сварке и может быть использовано в системе автоматического регулирования процесса шовной контактной сварки тонколистовых материалов толщиной 5-10 мкм. Цель изобретения - упрощение способа измерения сопротивления и повышение точности измерения. Измеряют величины напряжения, тока и времени сварки. Выбирают интервал длительности одного из участков цикла сварки, на котором определяют число переключений тока. Задают величину тока, равную величине амплитуд высокочастотных импульсов тока, на этом же участке цикла сварки и изменяют полярность тока сварки при достижении им заданного значения. По измеренному числу переключений вычисляют по расчетной зависимости величину активного сопротивления сварочного контура. Качество сварных соединений при шовной контактной сварке повышается путем автоматизации процесса управления формой сварочного импульса в процессе сварки при изменении напряжения питания и сопротивления зоны сварки. 2 ил.
Изобретение относится к области сварочного производства, а именно к шовной контактной сварке, и может быть использовано в системе автоматического регулирования процесса.шовной контактной сварки тонколистовых материалов толщиной 5-10 мкм.
Целью изобретения является упрощение способа измерения сопротивления и повьшение точности измерения,
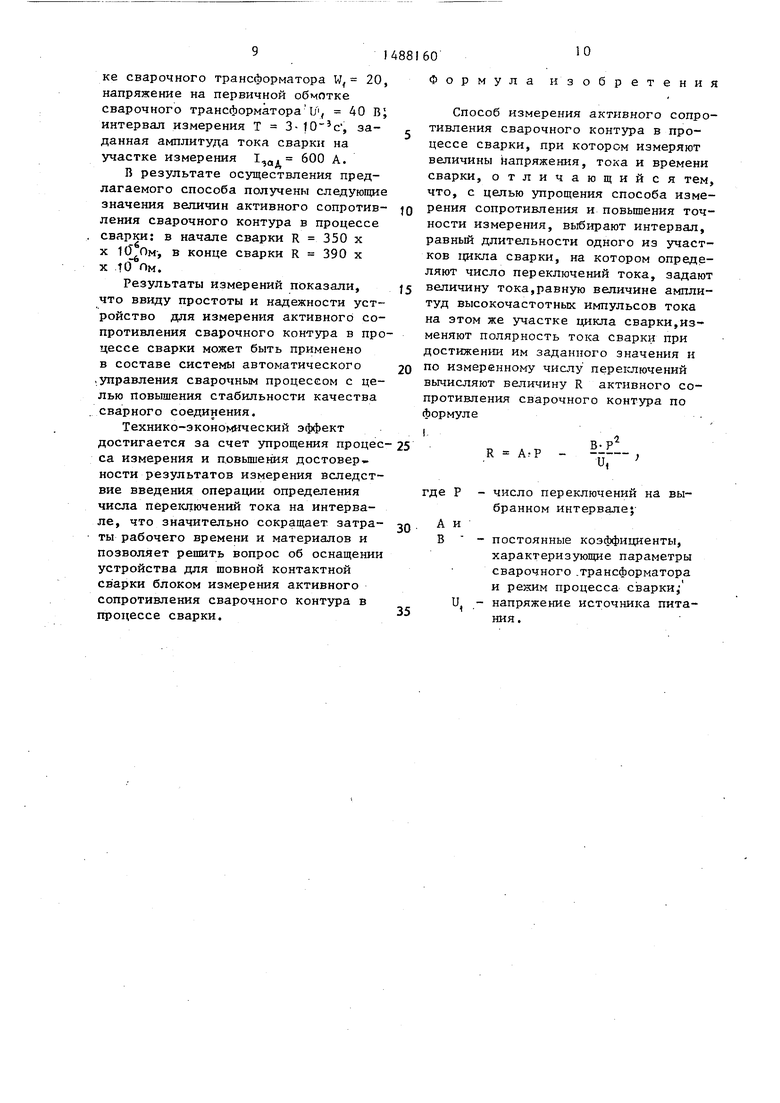
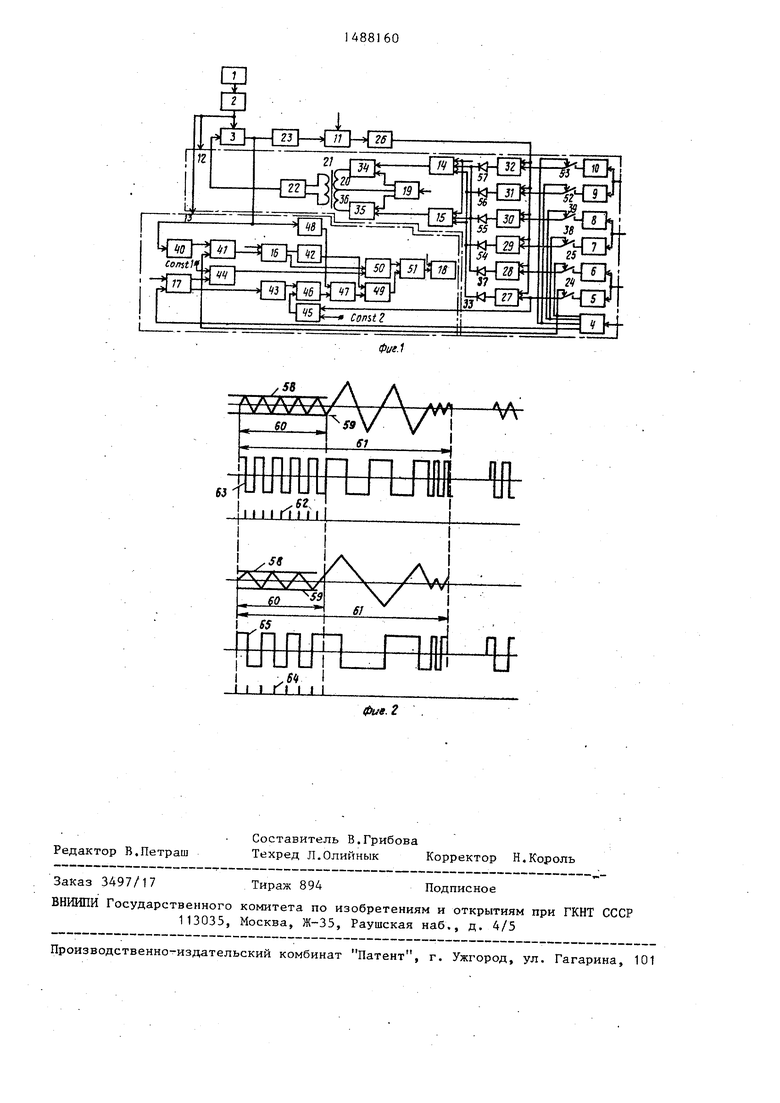
На фиг.1 представлена структурная схема устройства для реализации споco6aj на фиг.2 - временные диаграммы, поясняющие способ измерения активного сопротивления сварочного контура.
Устройство содержит источник 1 питания, силовой выпрямитель 2, транзисторный преобразователь 3, время- задающий блок 4,задатчики 5-10 амплитуд тока сварки, сварочный контур 11, схему 12 управления, схему 13 измерения, триггеры 14 и 15, цифроана- логовый преобразователь 16, блок 17 з.апоминания, блок 18 хранения и инди
кации, источник 19 стабилизированног питания, полуобмотку 20 трансформатора 21 раскачки, усилитель 22 мощности, сварочньй трансформатор 23, тран зистррные ключи 24 и 25, датчик 26 тока, компараторы 27-32, разделительный диод 33, элементы И 34 и 35, по- луобмотку 36 трансформатора 21 раскачки, разделительный диод 37, тран-- зисторные ключи 38 и 39, формирователь 40 импульсов, элемент И 41, квадратор 42, второй квадратор 43, первый блок 44 деления, блок 45 умножения, второй блок 46 деления,третий блок 47 деления, датчик 48 напряжения, второй блок 49 умножения, третий блок 50 умножения, сумматор 51, транзисторные ключи 52 и 53, разделительные диоды 54-57.
На диаграммах фиг.2 использова- ны следующие обозначения: 58 - заданное значение положительной амплитуды тока сварки; 59 - заданное значение отрицательной амплитуды тока сварки; 60 - длительность участка цикла сварки (участка подогрева);
61- длительность сварочного цикла ,
62- Импульсы напряжения, соответствующие моменту коммутации напряжения на первичной обмотке сварочного трансформатора; 63 - переменное прямоугольное напряжение на вторичной обмотке (в сварочном контуре); 64 - импульсы напряжения при уменьшении сопротивления сварочного контура , 65 - переменное прямоугольное напряжение в сварбчном контуре при уменьшении сопротивления сварочного контура.
Способ осуществляют следующим об- . разом.
Подключают источник 1 питания через силовой выпрямитель 2 к транзисторному преобразователю 3, С помощью времязадающего блока 4 задают дли- |Тельность каждого, например, из трех интервалов сварочного импульса и частоту следования сварочных импульсов. Задатчиками 5 и 6 задают амплитуды тока сварки на первом интервале задатчиками 7 и 8 - на втором интервале и задатчиками 9 и 10 - на третьем, интервале сварочного импульса.
При определенной величине усилия сжатия токоподводящих электродов в сварочном контуре 11 подают питание в схему 12 управления и в схему 13 измерения,.Устанавливают в начальное
5
0
5
Q
0
5
0
5
0
5
состояние триггеры 14 и 15, цифроана- логовый преобразователь 16, блок 17 запоминания и блок 18 хранения индикации.
Подают постоянное напряжение источника 19 стабилизированного питания на полуобмотку 20 трансформатора 21 раскачки усилителя 22 мощности.Открывают транзисторы двух плеч мостовой схемы транзисторного преобразователя 3 и подают постоянное напряжение с силового выпрямителя 2 на первичную обмотку сварочного трансформатора 23. Замыкают трансзисторныё ключи 24 и 25 .с помощью время задающего блока 4 и отсчитывают время Т, равное длительности первого интервала сварочного импульса.
Измеряют амплитуду тока сварки в сварочном контуре 11 и подают сигнал, поступающий с датчика 26 тока, на входы компараторов 27-32, на второй вход компаратора 27 подают сиг- .нал с задатчика 5 положительной амплитуды тока сварки через транзисторный ключ 24.
;
В момент равенства сигналов,посту- с задатчика 5 положительной амплитуды тока сварки и с датчика 26 тока сварки, переключают через разделительный диод 33 триггеры 14 и 15 и с помощью элементов И 34 и 35 соответственно отключают от источника 19 полуобмотку 20 и подключают к источнику 19 полуобмотку 36 трансформатора 21 раскачки. Сигналом с полуобмотки 36 трансформатора 21 раскачки управляют усилителем 22 мощности и коммутируют силовые транзисторы преобразователя 3, Изменяют полярность постоянного напряжения на первичной обмотке сварочного трансформатора 23 и реверсируют ток сварки. Переключают через разделительньй диод 37 триггеры 14 и 15 в момент равенства сигналов, поступающих с задатчика 6 отрицательный амплитуды тока сварки не датчика 26 тока сварки. Подключают к источнику 19 полуобмотку 20 и отключают от источника 19 полуобмотку 36 трансформатора 21 раскачки. Сигналом с полуобмотки 20 трансформатора 21 раскачки управляют усилителем 22 мощности и вновь коммутируют силовые транзисторы преобразователя 3. Изменяют полярность постоянного напряжения на
первичной обмотке сварочного трансформатора 23 и реверсируют ток сварки.
По истечении времени, заданного времязадающим блоком 4 для первого интервала сварочного импульса, размыкают транзисторные ключи 24 и 25 и замыкают транзисторные ключи 38 и 39
С помощью формирователя 40 импуль сов ,элемента И 41 и цифроаналогового преобразователя 16 формируют сигнал, пропорциональньй количеству переключений постоянного напряжения на первичной обмотке сварочного трансформ тора 23 в течение времени Т.
Определяют квадратичное значение сигнала, пропорционального количеств переключений постоянного напряжения на первичной обмотке сварочного трак форматора 23 в течение времени Т, с помощью квадратора 42.
Запоминают сигнал, пропорциональный длительности времени Т, в блоке 17 запоминания и определяют квад- ратичное значение этого сигнала с помощью второго квадратора 43. На выходе первого блока 44 деления определяют сигнал, равный частному от деления сигнала, пропорционального ве- личине 2L, на сигнал, пропорциональный времени Т, поступающий с выхода блока 17 запоминания, где L - индуктивность рассеяния сварочного трансформатора 23, приведенная к вторичной обмотке.
На блока 45 умножения формируют сигнал, пропорциональный произведению двз постоянных сигналов; первого, пропорционального заданному значению амплитуды тока сварки на первом интервале сварочного импульса, и второго, пропорционального постоянной величине 4LW, где число витков первичной обмотки сварочного трансформатора 23,
На выходе второго блока 46 деления определяют сигнал равный частному от деления сигнала, пропорционального произведению ,j на поступающий с выхода квадратора 43.
Определяют сигнал на выходе третьего блока 47 деления, равный частному от деления сигнала, пропорцио
нальногр постоянной величине .
I
поступающего, с выхода
второго блока 46 деления, на сигнал, пропорциональный постоянному напряного величине
и второго
жению и , поступающий с датчика 48 напряжения.
Вычисляют с помощью второго блока 49 умножения произведение двух сигналов: первого, пропорциональ-
, Ijo-A
- f
пропорционального величине Р, поступающих соответственно с выходов третьего блока 47 деления и квадратора 42, где Р - количество переключений постоянного напряжения на первичной обмотке сварочного трансформатора 23 на интервале Т. Формируют с помощью третьего блока 50 умножения сигнал, пропорциональный произведению двух сигналов: первого, пропор- ционального величине Р, и второго, пропорционального величине 2L/T, по- ступаюпщх соответственно с выходов цифроаналогового преобразователя 16 и первого блока 44 деления,
Определяют среднее значение активного сопротивления путем алгебраического суммирования сигналов в сумматоре 51, пропорциональных величиг
1,ппостунам 2L/T. п и ---- пающих соответственно с выходов второго 49 и третьего 50 блоков умножения.
В блоке 17 запоминания и блоке 18 хранения и индикации осуществляют хранения и индикацию измеряемой величины сопротивления R. .
Ток в сварочном контуре It изменяется от одного заданного значения до другого по экспоненциальному закону
1св --(t -г
)
(1)
5
0
где If.Q - амплитуда тока сварки,
равная сумме заданных значений положительных и отрицательных амплитуд трка сварки, обычно I, 2.1,
и - напряжение, индуктируемое в сварочном контуре 11 U
ICB
I.soA - 5oiA-эаД - JPA- -ев- -юд
и К
и,
Wi ,.
-wT -U l
где Wj - число витков вторичной обмотки сварочного трансформатора, W, 1; W,,- число витков первичной обмотки сварочного трансформатора-.
7
- постоянная времени цепи сварочнго контура г L/R, где L - индук- .тивность рассеяния сварочного трансформатора, приведенная к вторичной обмотке, определяется конструктивными параметрами сварочного трансформтора; R - активное сопротивление сварочного трансформатора, приведенное к вторичной обмотке. Заменяя в выражении (1) с на L/
и раскладьгоая в ряд е ограничивясь тремя членами, получим
2 „г
P-|El- . )
(3)
Заменяя в выражении (3) 1,.р. на
и и на 1Ц/W, получим 2L. .
R
,
Полагая, что сопротивление сварочного контура в общем случае изменяется за время интервала Т, определим среднее за время Т значение активного сопротивления R .р
2Ь 1 п
4L . Wr 1,ад,
..
п
i
где п - количество измерений сопротивления R на интервале Т.
Так как величина индуктивности рассеяния сварочного трансформатора L,количество витков первичной обмот- ки W ,-заданное значение амплитуды тока сварки 1,.,-..и время Т первого
Я.ДД
интервала сварочного импульса в процессе сварки не изменяются, то можно записать
а
D Л
Rep А. п - -----,
Д от/т г, т
. 2L п 4L W, IwA
А --- const; В ---j - const,,
Причем количество измерений п на интервале Т равно количеству переключений Р постоянного напряжения на первичной обмотке сварочного трансформатора . Отсюда следует, что величина активного сопротивления сварочного контура пропорциональна величине Р:
ВР R,.P
0
5
0
5
О
5
0
5
Б конце периода формирования сварочного импульса при размыкании транзисторных ключей 52 и 53 обнуляют цифроаналоговый преобразователь 16 и блок 17 запоминания.
В зависимости от величины активного сопротивления сварочного контура изменяется время, в течение которого ток сварки нарастает от заданного значения 58 до заданного значения 59 (фиг,2).При одном значении сопротивления сварочного кЪнтура на интервале 60 измерения, составляющем часть сварочного цикла длительностью 61,производится некоторое количество 62 переключений постоянного напряжения на первичной обмотке сварочного трансформатора 23, в результате чего на .вторичной об- мотке (в сварочном контуре) появляется переменное прямоугольное напряжение 63 с вполне определенной дли-, тельностью каткдого полупериода. При другом значении сопротивления сварочного контура на интервале 60 производится иное количество переключений постоянного напряжения на первичной обмоте сварочного трансформатора 23, в результате чего на вторичной обмотке появляется переменное прямоугольное напряжение 65.
Пример. Для измерения активного сопротивления сварочного контура в процессе шовной сварки деталей малой толщины, например, из материа-п ла 1Х18П10Т толщиной 0,1 + 0,1 мм (длина лент 100 мм), задают длительность Т участка подогрева цикла сварки и a mлитyдy тока сварки 1„, ни
эад
ЭТОМ же участке.
При определенной величине усилия сжатия токопроводящих электродов в сварочном контуре подают питани е в схему управления и в схему измерения. Ведут процесс сварки и измерения активного сопротивления сварочного контура.
Измерения проводят в начале каждого цикла сварки.
При апробации способа приняты следующие исходные данные, характеризующие параметры устройства и режим сварки: индуктивность рассеяния сварочного трансформатора, приведенная к вторичной цепи, L 7,5-16 Гн , количество витков в первичной обмотке сварочного трансформатора W, 20 напряжение на первичной обмотке сварочного трансформатора 1/ 40 B интервал измерения Т 3- , заданная амплитуда тока сварки на участке измерения 0 А.
В результате осуществления предлагаемого способа получены следующие значения величин активного сопротивления сварочного контура в процессе сварки: в начале сварки R 350 х X 1(, в конце сварки R 390 х X ТО Пм.
Результаты измерений показали, что ввиду простоты и надежности устройство для измерения активного сопротивления сварочного контура в процессе сварки может быть применено в составе системы автоматического .зшравления сварочным процессом с целью повьшения стабильности качества сварного соединения.
Технико-экономический эффект достигается за счет упрощения процесса измерения и п.овьшения достоверности результатов измерения вследствие введения операции определения числа пёреютючений тока на интервале, что значительно сокращает затраты рабочего времени и материалов и позволяет решить вопрос об оснащении устройства для шовной контактной сварки блоком измерения активного сопротивления сварочного контура в процессе сварки.
0
5
0
Формула изобретения
Способ измерения активного сопротивления сварочного контура в процессе сварки, при котором измеряют величины Напряжения, тока и времени сварки, отличающийся тем, что, с целью упрощения способа измерения сопротивления и повышения точности измерения, выбирают интервал, равный длительности одного из участков 1щкла сварки, на котором определяют число переключений тока, задают величину тока,равную величине амплитуд высокочастотных импульсов тока на этом же участке цикла сварки,изменяют полярность тока сварки при достижетш им заданного значения и по измеренному числу переютючений вычисляют величину R активного сопротивления сварочного контура по формуле
I
АгР
и,
где Р - число переключений на выбранном интервале;
А и В и. постоянные коэффициенты, характеризующие параметры сварочного .трансформатора и ражим процесса сварки напряжение источника питания.
Редактор В.Петраш
Составитель В.Грибова
Техред Л.Олийнык Корректор Н.Король
Заказ 3497/17
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
terfP
-гет-р
io и
-М-§чжжга
Т
л
«:№ Р
Подписное
