Известен импульсный индукционный способ измерения параметров изделий, например толщины по основному авт. св. N° 238856, заключающийся в том, что периодической последовательностью треугольных импульсов напряженности поля неизменной формы в контролируемом изделии возбуждают вихревые токи, преобразуют их поток индукции в электрический ситнал и определяют неизвестный параметр по величине промежутка времени от начала Импульса до момента достижения сигналом определенного уровня.
Однако известный способ не обеспечивает достаточной точности при измерении параметров цилиндрических изделий в связи с тем, что величина зазора между датчиком и поверхностью контролируемого изделия изменяется в зависимости от изменения диаметров контролируемых труб.
Предложенный способ отличается от известного тем, что величину промежутка времени от начала импульса до момента достижения сигналом определенного уровня делят - при измерении электропроводности сплошного цилиндра - на величину, пропорциональную размеру его поперечного сечения, а при измерении толщины стенки трубы - на величину наружного радиуса трубы.
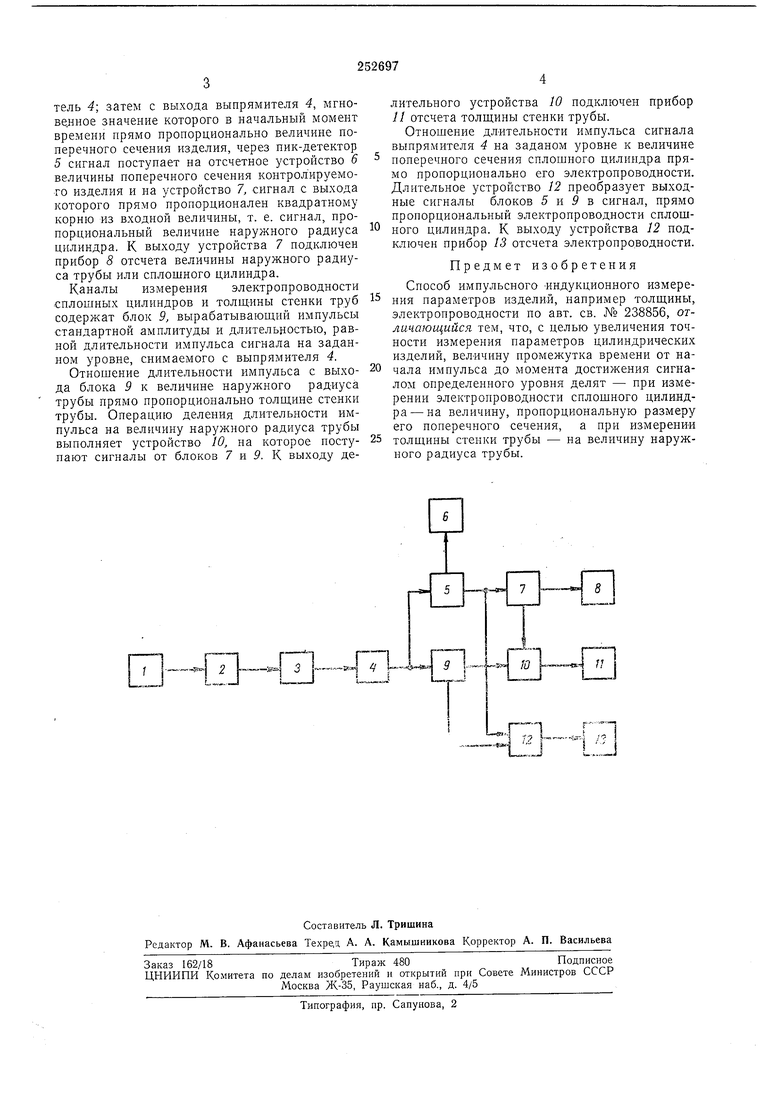
На чертеже изобрал ена блок-схема устройства, реализующего предложенный способ измерения параметров цилиндрических изделий с помощью проходного датчика. ,
Импульсный индукционный способ измерения параметров изделий, например, толщины, электропроводности заключается в следующем. С генератора /, выполненного по схеме источника тока, на датчик 2 поступает периодическая последовательность импульсов треугольной формы, Длительность склонов импульсов связана с параметрами контролируемого изделия соотношением
- ,.
„ го max
при измерении электропроводности
или - : I-LO шах тах тах
при измерении толщины стенки труб, где т -длительность импульса;
цо -магнитная проницаемость вакуума; Rm::x-максимальный наружный радиус
трубы; а„ ах-максимальное значение удельной
электропроводности; Гт,|х-максимальное значение толщины тель 4; затем с выхода выпрямителя 4, мгнове.нное значение которого в начальный момент времени прямо пропорционально величине поперечного сечения изделия, через пик-детектор 5 сигнал поступает на отсчетное устройство 6 величины поперечного сечения контрол фуемого изделия и на устройство 7, сигнал с выхода которого прямо пропорционален квадратному корню из входной величины, т. е. сигнал, пропорциональный величине наружного радиуса цилиндра. К выходу устройства 7 подключен прибор 8 отсчета величины наружного радиуса трубы или сплошного цилиндра. Каналы измерения электропроводности сплошных цилиндров и толщины стенки труб содержат блок 9, вырабатывающий импульсы стандартной амплитуды и длительностью, равной длительности импульса сигнала на заданном уровне, снимаемого с выпрямителя 4. Отношение длительности импульса с выхода блока 9 к величине наружного радиуса трубы прямо пропорционально толщине стенки трубы. Операцию деления длительности импульса на величину наружного радиуса трубы выполняет устройство 10, на которое поступают сигналы от блоков 7 и Р. К выходу делительного устройства 10 подключен прибор 11 отсчета толщины стенки трубы. Отношение длительности импульса сигнала выпрямителя 4 на заданом уровне к величине поперечного сечения сплошного цилиндра прямо пропорционально его электропроводности. Длительное устройство 12 преобразует выходные сигналы блоков 5 и 9 в сигнал, прямо пропорциональный электропроводности сплошного цилиндра. К выходу устройства 12 подключен прибор 13 отсчета электропроводности. Предмет изобретения Способ импульсного Индукционного измерения параметров изделий, например толщины, электропроводности по авт. св. jNb 238856, отличающийся тем, что, с целью увеличения точности измерения параметров цилиндрических изделий, величину промежутка времени от начала импульса до момента достижения сигналом определеппого уровня делят - при измерении электропроводности сплошного цилиндра- на величину, пропорциональную размеру его поперечного сечения, а при измерении толщины стенки трубы - на величину наружного радиуса трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНОЕ ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЙ | 1969 |
|
SU257832A1 |
| ИМПУЛЬСНОЕ ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЙ | 1970 |
|
SU263248A1 |
| Способ контроля физико-механических па-PAMETPOB МНОгОСлОйНыХ цилиНдРичЕСКиХиздЕлий | 1973 |
|
SU656384A1 |
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ПОКРЫТИЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2004 |
|
RU2284471C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТЕНОК ТРУБОПРОВОДОВ | 2011 |
|
RU2453835C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ИНДУКЦИОННОГО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЙ | 1969 |
|
SU254851A1 |
| Способ неразрушающего контроля проводящих изделий | 1985 |
|
SU1289820A1 |
| ПРЕОБРАЗОВАТЕЛЬ (ВАРИАНТЫ) | 2005 |
|
RU2298802C2 |
| СПОСОБ ИНДУКЦИОННОГО КАРОТАЖА СКВАЖИН В ПРОЦЕССЕ БУРЕНИЯ | 2011 |
|
RU2466431C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2659617C1 |
