Известный способ регулирования электрического режима дуговой сталеплавильной печи с попользованием сигналов, пропорциональных мощности электрических дуг, и сигналов, пропорциональных темиературе металла, не позволяет для каждой конкретной плавки обеспечить наиболее рациональный режим работы печи с паименьшей себестоимостью выплавки стали.
Отличительная особенность описываемого способа состоит в том, что сигнал, пропорциональный температуре металла, получают путем измерения перепада температур в точках футеровки, расположенных по нормали к внутренней поверхности ее ниже уровня расплавленного металла; полученный сигнал температуры вместе с сигналами, пропорциональными мощности дуг, преобразуют на модели в сигналы, пропорциональные теилоэнергетическому состоянию печи, и на основании полученных сигналов вычисляют, например на быстродействующей модели, оитимальные значения регулируемых иараметров.
Это отличие позволяет уменьщить себестоимость выплавки стали.
На фиг. 1 дана электрическая модель печи; на фиг. 2 - схема устройства (оптимизатора) для осуществления данного способа; на фиг. 3 и 4 - графики для пояснения работы печи.
Нестационарный тепловой поток в стенке печи моделировать электрической одно.мерной цепочкой, состоящей пз резисторов и конденсаторов. При известном законе изменения темиературы на внутренней границе стенки (подвергающейся тепловому воздействию) изучать нестационарные тепловые ироцессы на модели с любым, удобным для исследователя, масштабом времешь
Если известна температура .металла в области, близкой к внутренней стенки печи, с достаточной степенью точности можно сказать, что она соответствует температуре границы стенки (ниже об этом будет сказано
подробнее), поэтому граничное сопротивление Гв (фиг. 1) следует взять равным нулю. Как известно, наружная поверхность иечи пренебрел имо мало нагревается в течен е кампании, поэтому соиротивленпе ;„ следует исключить.
При более точном моделировании учесть изоляционные слои кладки, поэтому необходимо построить модель многослойной стенки с различными постоянными времени
грунп интегрирующих звеньев. На фиг. 1, вверху, показана одна такая группа, состоящая из трех звеньев. Число звеньев зависит от желаемой точности моделирования. Она тем точнее, чем больще количество звеньев.
нием соответствующего количества звеньев (резистор закорачивается, конденсатор отключается).
Темиературопроводность кладки печи, соответствующая электропроводности в модели, значительно надает с ростом темнературы, ноэтому изменение ее (температуропроводности) следует учитывать. Для этого удобно воспользоваться надающи.м участком обратной вольтамнерной характеристики полупроводниковых диодов в комбинации с линейными резисторами. В нижней цепочке (фиг. 1) вместо линейных резисторов в ячейках включены ко.мбинации нары днодов и резистора. При изменении нанравления тока модели всегда один из дподов включен встречно, сонротивленнем парного в нрямом направлении можно иренебречь.
Шихта в дуговой печи может быть иредставлена (промоделирована) группой элементарных интегрирующи.х: звеньев. На фиг. 1 таких звеньев три.
Под кривой разгона дуговой печи атредлагается понимать зависимость температуры некоторой «характерной точки (х па фиг. 1), лежащей в кладке в непосредственной близосги от металла и несколько ниже уровня его в раснлавленном состоянии от «лестницы вводимой мощности. Под «лестницей мощности следует поннмать полезную мощность дуг, а не потребляельую из сети, так как полезная мощность, идущая иа нагрев металла, нелинейно и неоднозначно зависит от лотребляемой.
Таки.м образом, сочленив этп две группы звеньев, получим полную модель печи в радиальном одномерном измерении с критерием количества в «характерной точке.
Как известно, кладка рекуперирует 20-30% чепла по отношению к теплу, нео бходпмому для расплавления металла, и поэтому емкость конденсатора левой части модели должна составлять тоже 20-30% от емкости конденсаторов правой части модели. Это имеет и физический смысл. Энергия кондеисаторов
W,
где и - напряжение;
С - емкость.
Теплосодержание ванны (или материала)
Q 2G/iC,
где С - тенлоемкость металла; GI- вес металла /-той зоны; , ti - температура г-той зоны. В модели С соответствует U, но логически ясно, что увеличение веса завалки влечет за собой увеличение емкости конденсаторов пра,Вой группы. Это ясно, так как мгновенное значение напряжения на конденсаторе зависит от крутизны характеристики интегрирования, определяемой иостоянной времени ячейки, в свою очередь зависящей от емкости конденсатора при постоянном сопротпвленпи, а оно
(сопротивление) постоянно, нотому что тепловое сопротивление шихты в радиальном одномерном измерении не изменяется при изменении веса завалки. Птак, напряжение на кондеисаторе имитирует и температуру и вес нгихты. Таким образом, емкости модели имитируют энергетические соотнонгения, а сопротиилення - .временные.
Сопротнвления левой п правой групп моде;
ли следует выбирать соответствующими температуропроводностям металла п кладкп в желаемом масщтабпом соотношенип, а емкости групп конденсаторов левой и правой половин должны относиться как 2 : 10 (3 : 10).
Дать точный расчет модели нецелесообразно, так как при этом необходимо учитывать изменения параметров печи и многих других трудно контролируемых величин. Тем не менее, эти изменения косвенно войдут в кривую, моделирующую реальную, при совпадении их хотя бы в точках экстремумов п перегибов.
Необходимо показать, как отстроить модель по приближенным расчетам для того случая, когда качество шихты, укладка ее н технологпя плавки стандартны и последняя ведется без продувки кислородом (хотя можно моделпровать п последнее введением дополнительного количества энергии в оиределенное время) :
I. В точке X реальной дуговой печи снимается температурная кривая в зависимости от «лестницы нолезной мощности.
2. Ступенп мощностп за определенные промежутки времени зап 1сываются запомнпающим устройством, которое может выдавать перподпчески наконленную информацию за всю плавку в течепие иебольшого временн, зависящего от разрешающей способности имеющегося ,в наличи осциллографа.
3. Предварительпо рассчитав .модель, к точке ее, соответствующей «характерной точке печи, подключается осциллограф.
4.На экране осплллографа укрепляется калька с графико.м температуры в точке х, а
па вход модели периодически подается «лестница мощности с запоминающего устройства.
5.Подстранвая параметры левой и правой половин схемы, добиваются того, чтобы экспериментально снятая кривая и кривая, снимаемая с выхода модели, совпали.
После этого можно приступать к любым манипуляцпял на модели.
Для отражения энергетических соотнощений в нечи удобнее пользоваться натуральным масштабом,. так как в этом случае имеется возможность корректировать .модель постоянной подачей сигнала с термопары, вмонтированной в «характерной точке нечи на стык левой и правой половин модели, и только для отыскания экстремума пользоваться гомохронной моделью с меньщим масщтабом вре.мени.
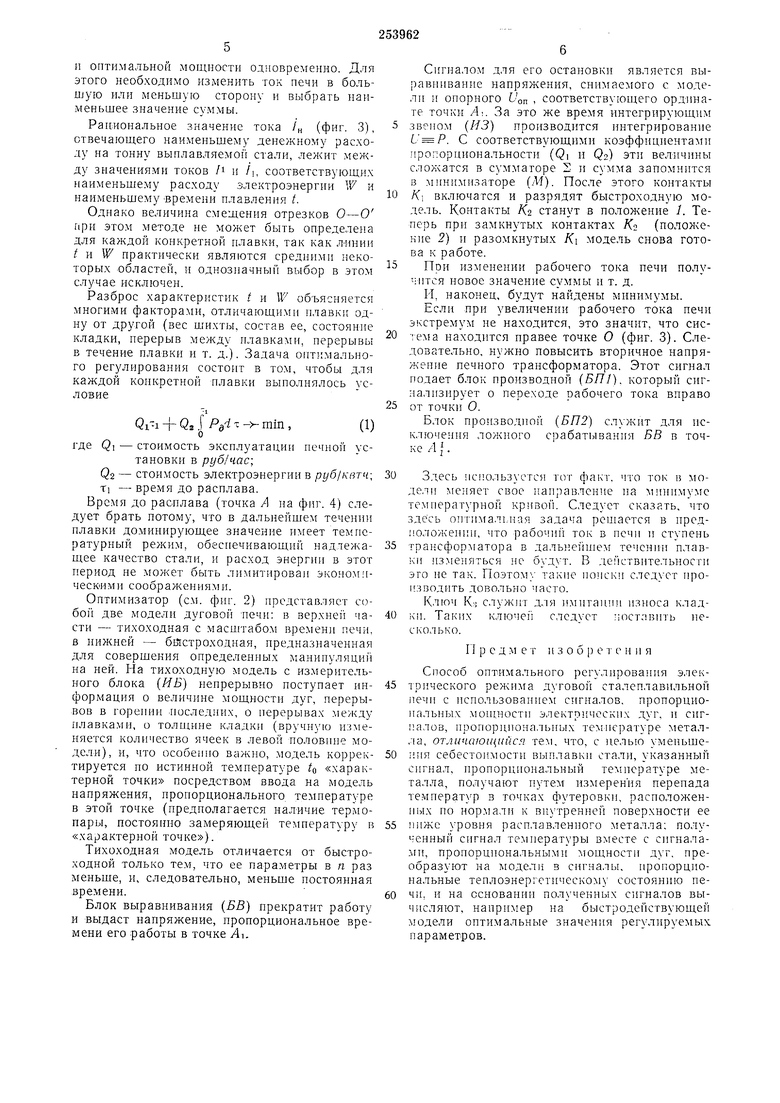
Оптимизатор должен установить рациональное соотношение между величинами, соответствующпми оптимальному вре.мени нлавления п оптимальной мощности одновременно. Для этого необходимо изменить ток печи в большую или меньшую сторону и выбрать наименьшее значение суммы. РзЕшональное значение тока /„ (фиг. 3), отвечающего наименьшему денежному расходу на тонну выплавляемой стали, лежит между значениями токов /i и 1, соответствующих наименьшему расходу электроэнергии W и наименьшемуВремени плавления t. Однако величина смещения отрезков О-О фн этом методе не может быть определена для каждой конкретной нлавки, так как линии t и W практически являются средними некоторых областей, и однозначный выбор в этом случае исключен. Разброс характеристик / и W объясняется многими факторами, отличающими нлавки одну от другой (вес щихты, состав ее, состояние кладки, перерыв между плавками, перерывы в течение плавки и т. д.). Задача оптимального регулирования состоит в том, чтобы для каждой конкретной плавки выполнялось условиеQi-i + Qs.,(1) где QI - стоимость эксплуатации ночной установки в руб/час; Qz - стоимость электроэнергии в руб/квтч; Т - время до расплава. Вре.мя до раснлава (точка А на фиг. 4) следует брать потому, что в дальнейшем течении илавки доминирующее значение имеет температурный режим, обеспечивающий надтежащее качество стали, и расход энергии в этот период не может быть лимитирован экономическими соображениями. Онтимизатор (см. фиг. 2) нредставляет собой две модели дуговой нечи: в верхней части - тихоходная с масштабом временн печи, в нижней - бьчстроходная, предназначенная для совершения определенных манинуляций на ней. На тихоходную модель с измерительного блока (ИБ) ненрерывно ноступает информация о величине мощностн дуг, перерывов в горении иоследних, о перерывах между илавкамн, о толщине кладки (вручную изменяется количество ячеек в левой ноловпне модели), и, что особенно важно, модель корректируется ио истинной температуре о «характерной точки посредством ввода на модель напряжения, нропорционального температуре в этой точке (предполагается наличие термонары, постоянно замеряющей температуру в «характерной точке). Тихоходная модель отличается от быстроходной только тем, что ее параметры в п раз меньще, и, следовательно, меньше постоянная времени. Блок выравнивания (БВ) нрекратит работу и выдаст напряжение, пропорциональное времени его работы в точке Ли Сигналом для его остановки является выравнивание напряжения, снимаемого с модели и опорного Lon , соответствующего ординате точки А . За это же время интегрирующим звеном (//3) производится интегрирование . С соответствующими коэффициентами пропорциональности (Qi и Q2) эти величины сложатся в сумматоре S i сумма запомнится в мннимнзаторе (М). После этого контакты К включатся и разрядят быстроходную модель. Контакты К станут в положение /. Теперь при замкнутых контактах К (положение 2) и разомкнутых Ki модель снова готова к работе. При изменении рабочего тока печи нолучится новое значение суммы и т. д. И, наконец, будут найдены минимумы. Если при увеличении рабочего тока печи экстремум не находится, это значит, что система находнтся правее точке О (фиг. 3). Следовательно, новысить вторичное напряжение печного трансформатора. Этот сигнал подает блок производной (БП1). который сигналнзнрует о переходе рабочего тока вправо от точкн О. Блок производной (БП2 служит для исключения ложного срабатывания БВ в точке А I. З.десь используется тот факт, что ток в модел 1 меняет свое направление на мпннмy rc температурной кривой. Следует сказать, что здесь оптимальная задача решается в нредположении, что рабочий ток в печи и ступень трансформатора в дальнейшем течении плавки изменяться не бхдут. В действительности эго не так. Поэтом такие ноискн следует про1 зводнть довольно часто. Ключ Кч служ1гг для )iMHTaiuiH износа кладки. Таких ключе следует ностлвнть )ieсколько. П р е д м е т и з о б ) е т е н и я Способ оптимального регулирования электрического режима дуговой сталеплавильной печн с использованием сигналов, пропорциональных МОП1.НОСТП электрических дуг, н сигпалов, нропорцпона.тьных темпс)атуре металла, отличающийся тем, что, с целью уменьшеппя себестоимости выплавки стали, указанный сигнал, нропорцнональный температуре металла, получают путем измерения перепада температхф в точках футеровки, расположенных по нормали к внутренней поверхности ее ниже уровня расплавленпого металла; полученный сигнал температуры вместе с снгналами, пропорциональными мощности дуг, преобразуют на модели в сигналы, гфопорцнональные теплоэнергетическому состоянию печн, н на основании полученных сигналов вычисляют, нанрнмер на быстродействующей модели оптимальные значения регул фуемых параметров.
.7

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДУГОВОЙ | 1967 |
|
SU199296A1 |
| Индукционная нагревательная установка | 1980 |
|
SU974606A1 |
| КМЕЧЕСКАЙ ' икель»siSOgffE^!^ | 1970 |
|
SU272558A1 |
| ЭКСТРЕМАЛЬНЫЙ РЕГУЛЯТОР ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1965 |
|
SU173348A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ФУТЕРОВКИ | 1973 |
|
SU407176A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМА РАБОТЫ ДУГОВОЙ ВАКУУМНОЙ ПЕЧИ | 1967 |
|
SU216150A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1971 |
|
SU298082A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ДУГОВОЙ МНОГОФАЗНОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2238616C2 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ МОЩНОСТИ ТРЕХФАЗНОЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2239295C2 |
| Устройство для определения ускорения электрода регулятора дуговой печи | 1981 |
|
SU1086558A1 |


с S характерной
иг.г J
muj on час , час -W 7-/у
