Известны устройства автоматического программного управления процессом выплавки стали и сплавов в дуговых печах по заданной программе, содержащие блок программного управления и промежуточные блоки: блок регулирования температуры металла; блок учета расхода электроэнергии; блок управления трансформатором; блок взвешивания шлакообразующих и легирующих.
Предложенное устройство отличается от известных тем, что в нем блок программного управления выполнен в виде электрически связанного с промежуточными блоками посеребренного металлического барабана с укрепленными на нем стандартными перфокартами управляющих признаков. Вдоль них смонтированы токосъемники, подключенные через двухобмоточные реле в токосъемникам барабана, на котором укреплена перфокарта выбора технологического режима заданной марки стали. Такое выполнение блока программного управления поможет установить необходимый порядок чередования технологических операций и температурного режима металла. В плечи моста блока регулирования температуры металла включены дискретный, управляемый от блока программного управления делитель напряжения и дополнительный реохорд, а в диагональ моста включен управляемый от блока программного управления делитель напряжения, состоящий из двух сопротивлений, отнощение которых пропорционально заданному времени. Это позволяет рассчитать электрическую мощность по данным периодического контроля металла для обеспечения требуемого температурного режима по ходу плавки бесконтактного считывания израсходованного количества электроэнергии и его сравнения с заданным по программе. В блоке учета расхода электроэнергии установлен электрический счетчик, внутри которого размещено следящее устройство. В диагональ его включено высокочувствительное реле, подключенное через реле-искатель и кодирующую диодную матрицу к двухобмоточному реле, соединенному с блоком программного управления.
На фиг. 1 изображена система автоматического управления процессом плавки; на фиг.
2- блок программного управления; на фиг.
3- блок регулирования температуры металла; на фиг. 4 - блок учета расхода электроэнергии.
Система состоит из устройства / контроля температуры металла и устройства 2 футеровки автоматического регулятора 3 перемещения электродов с вычислительным устройством 4, исполнительных механизмов-приводов 5 переключения ступеней напряжения трансформатора, дросселя 6, высоковольтного выключателя 7, устройства S для определения
химического состава металла, взвешивающего устройства 9, индуктора 10, светового табло 11 и устройства 12 автоматического програмного управления процессом плавки в дуговых печах.
Устройство 12 содержит блок 13 программного управления и промежуточные блоки - блок 14 регулятора температуры, блок 15 учета расхода активной энергии, блок 16 времени для определения интервалов плавки, блок 17 управления печным трансформатором, дросселем и высоковольтным переключателем, блок 18 взвешивания шлакообразуюш,их и легирующих и блок 19 управления световым табло.
Перед плавкой стали данной марки технологическую программу, нанесенную на перфокарту вводят в блок 13 программного управления программного устройства 12. В предварительно составленной для данного процесса выплавки стали технологической программе указывают заданные графики электрического и температурного режимов, длительность интервалов плавки, порядок выполнения производственных операций и т. д. От блока 13 программного управления через блок 17 управления высоковольтной аппаратуры подается сигнал на привод высоковольтного разъединителя и привод дросселя 6. Зажигаются дуги. Переключение ступеней напряжения трансформатора 20 производится по достижении температуры футеровки или по времени, или при израсходовании заданного количества электроэнергии. Блок 14 регулятора температуры металла связан с устройствами контроля температуры металла и футеровки и воздействует на вычислительное устройство 4 для поддержания заданного количества электроэнергии в печи.
Устройство 9 для взвешивания легирующих и шлакообразующих управляется как от блока 13 программного управления через блок 18 взвешивания, так и ручным способом.
По данным устройства 8 для определения химического состава металла вычислительным элементом блока- 18 взвешивания шлакообразующих и легирующих рассчитываются требуемые количества легирующих материалов и выдается команда взвещивающему устройству 9 для присадки в печь соответствующих легирующих материалов.
При наличии на печах индукционного устройства 10 блок 13 программного управления включает в отдельные интервалы плавки устройства 10 индукционного перемешивания жидкого металла.
Блок 17 управления печным трансформатором, дросселем и выключателем обеспечивает подъем электродов до обрыва дуг, отключение печи, переключение ступеней напряження на заданную и включение печи в работу.
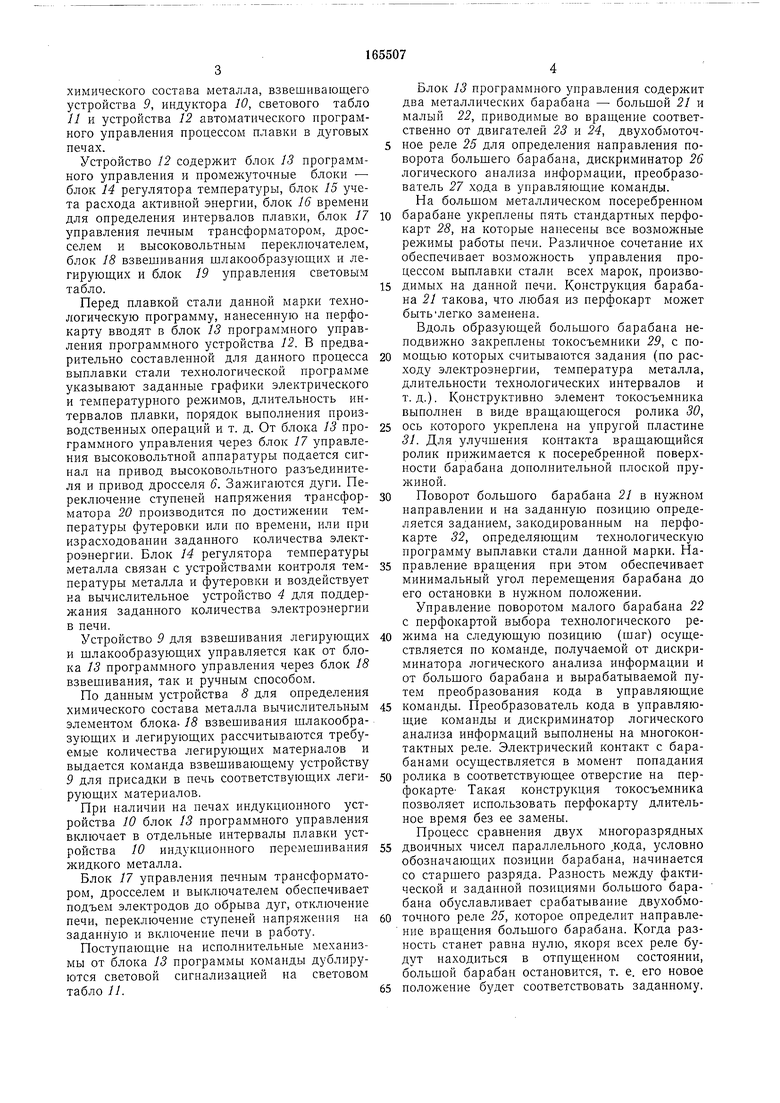
Блок 13 программного управления содержит два металлических барабана - большой 21 и малый 22, приводимые во вращение соответственно от двигателей 23 и 24, двухобмоточное реле 25 для определения направления поворота большего барабана, дискриминатор 26 логического анализа информации, преобразователь 27 хода в управляющие команды.
На большом металлическом посеребренном барабане укреплены пять стандартных перфокарт 28, на которые нанесены все возможные режимы работы печи. Различное сочетание их обеспечивает возможность управления процессом выплавки стали всех марок, производимых на данной печи. Конструкция барабана 21 такова, что любая из перфокарт может бытьлегко заменена.
Вдоль образующей большого барабана неподвижно закреплены токосъемники 29, с помощью которых считываются задания (по расходу электроэнергии, температура металла, длительности технологических интервалов и т.д.). Конструктивно элемент токосъемника выполнен в виде вращающегося ролика 30, ось которого укреплена на упругой пластине 31. Для улучшения контакта вращающийся ролик прижимается к посеребренной поверхности барабана дополнительной плоской пружиной.
Поворот большого барабана 21 в нужном направлении и на заданную позицию определяется заданием, закодированным на перфокарте 32, определяющим технологическую программу выплавки стали данной марки. Направление вращения при этом обеспечивает минимальный угол перемещения барабана до его остановки в нужном положении.
Управление поворотом малого барабана 22 с перфокартой выбора технологического режима на следующую позицию (шаг) осуществляется по команде, получаемой от дискриминатора логического анализа информации и от большого барабана и вырабатываемой путем преобразования кода в управляющие команды. Преобразователь кода в управляющие команды и дискриминатор логического анализа информации выполнены на многоконтактных реле. Электрический контакт с барабанами осуществляется в момент попадания ролика в соответствующее отверстие на перфокарте- Такая конструкция токосъемника позволяет использовать перфокарту длительное время без ее замены.
Процесс сравнения двух многоразрядных двоичных чисел параллельного ,кода, условно обозначающих позиции барабана, начинается со старшего разряда. Разность между фактической и заданной позициями большого барабана обуславливает срабатывание двухобмоточного реле 25, которое определит направление вращения большого барабана. Когда разность станет равна нулю, якоря всех реле будут находиться в отпущенном состоянии, больщой барабан остановится, т. е. его новое положение будет соответствовать заданному.
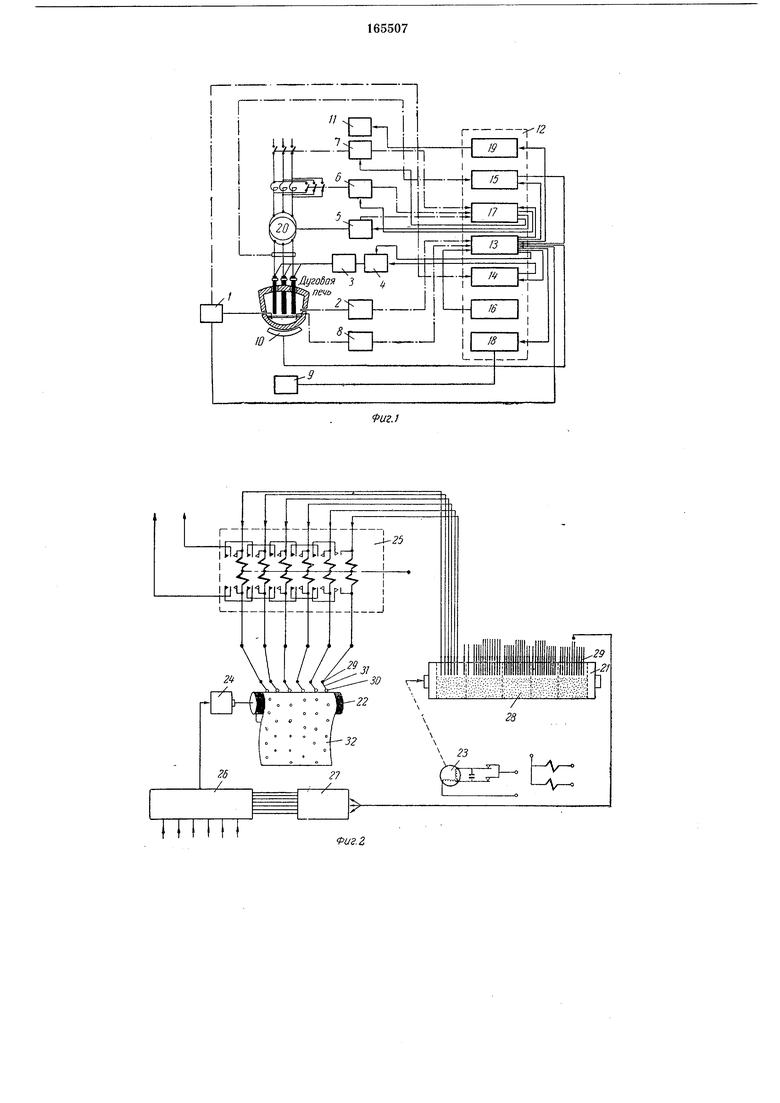
Расчет электрической мощности ио данным устройства / контроля температуры металла осуществляется блоком 14 автоматического регулирования температуры металла. Разность измеренной и заданной температуры АГ получается в диагонали моста, образованного с одной стороны дополнительным расходом 53, встроенным в электронный потенциометр 34, нзмеряющий температуру металла при помощи термопары 35, а с другой стороны дискретным управляемым от блока программы делителем 36 напряжения. Напряжение, пропорциональное разности температур подается на делитель, образованный сопротивлениями 37 и 38, уменьшается пропорционально длительности интервала нлавки (At), задаваемого блоком программы, в пределах которого будет производиться регулирование температуры металла. Напряжение, пропорциональное требуемому изменению задания по мощности ± АР, через преобразователь 39 подается на вычислительное устройство, которое при помощи автоматического регулятора перемещения электродов поддерживает заданную мощность.
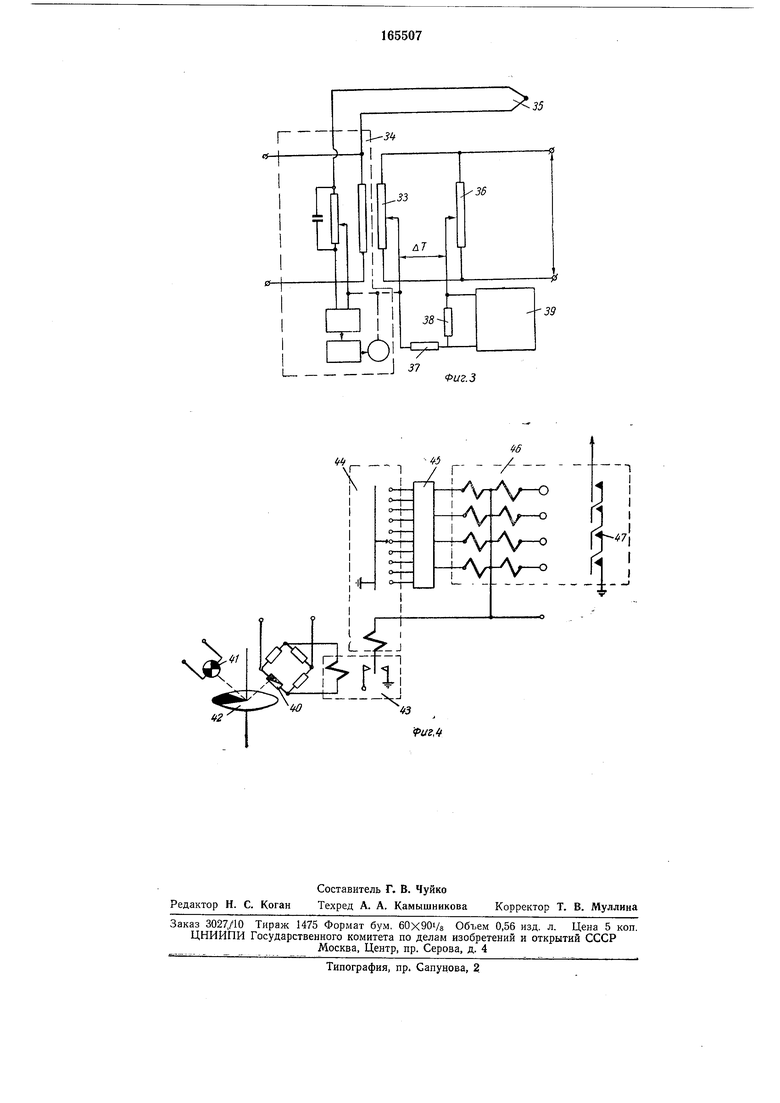
В блоке учета расхода электроэнергии в качестве датчика импульсов применен постоянна установленный на печи счетчик активной энергии, в который вмонтировано фотосопротивление 40 и электрическая лампочка 41. Часть диска 42 счетчика расхода электроэнергии зачернена. Это позволяет осуществлять бесконтактное считывание показания счетчика активной энергии. Фотосопротивление 40 является одним из плеч моста, в диагональ которого включено высокочувствительное реле 43. Это реле выдает электрические импульсы на реле-искатель 44 при каждом обороте диска счетчика активной энергии. Импульсы с контактов реле-искателя через кодирующую диодную матрицу 45 поступают на обмотки соответствующих реле 46 сравнения. При поразрядном совпадении импульсов, поступающих от диодной матрицы и от большого барабана блока программы, якоря всех реле 46 будут опущены и через комбинацию нормальнозакрытых контактов реле 47 пройдет импульс на дискриминатор логического анализа информации блока программного управления для поворота малого барабана с нерфокартой выбора технологической программы на следующую позицию (шаг).
Предмет изобретения
1. Устройство автоматического программного управления процессом выплавки стали и
сплавов в дуговых печах, содержащее блок программного управления и промежуточные блоки - блок регулирования температуры металла, выполненный но типу моста сопротивления, блок учета расхода электроэнергии со следящим устройством, содержащим электрический источник света для подсветки зачерненного сектора вращающегося диска счетчика расхода активной энергии и фотосопротивление, блок управления трансформатором, блок взвешивания шлакообразующих и легирующих, воздействующие на исполнительные устройства, отличающееся тем, что, с целью выполнения заданного порядка чередования технологических операций и температурного режима металла, блок нрограммного управления вынолнен в внде электрически связанного с промежуточными блоками посеребренного металлического барабана с укрепленными на нем стандартными нерфокартами управляющих признаков, вдоль которых смонтированы токосъемники, подключенные через двухобмоточные реле к токосъемникам барабана, на котором укреплена перфокарта выбора технологического режима заданной марки стали.
2.Устройство по п. 1, отличающееся тем, что, с целью расчета электрической мощности по данным периодического контроля металла для обеспечения требуемого температурного режима по ходу плавки, в плечи моста блока регулирования температуры металла включены дискретный, управляемый от блока программного управления делитель напряжения и дополнительный реохорд, а в диагональ моста включен управляемый от блока программного управления делитель напряжения, состоящий из двух сопротивлений, отнощенне которых пропорционально заданному времени.
3.Устройство поп. 1, отличающееся тем, что, с целью бесконтактного считывания
израсходованного количества электроэнергии и его сравнения с заданным по программе, в блоке учета расхода электроэнергии установлен электрическт- счетчик, внутри которого размеп,епо следяндее устройство, в диагональ
его включено высокочувствительное реле, подключенное через реле-искатель и кодирующую диодную матрицу к двухобмоточному реле, соеднненному с блоком программного управления,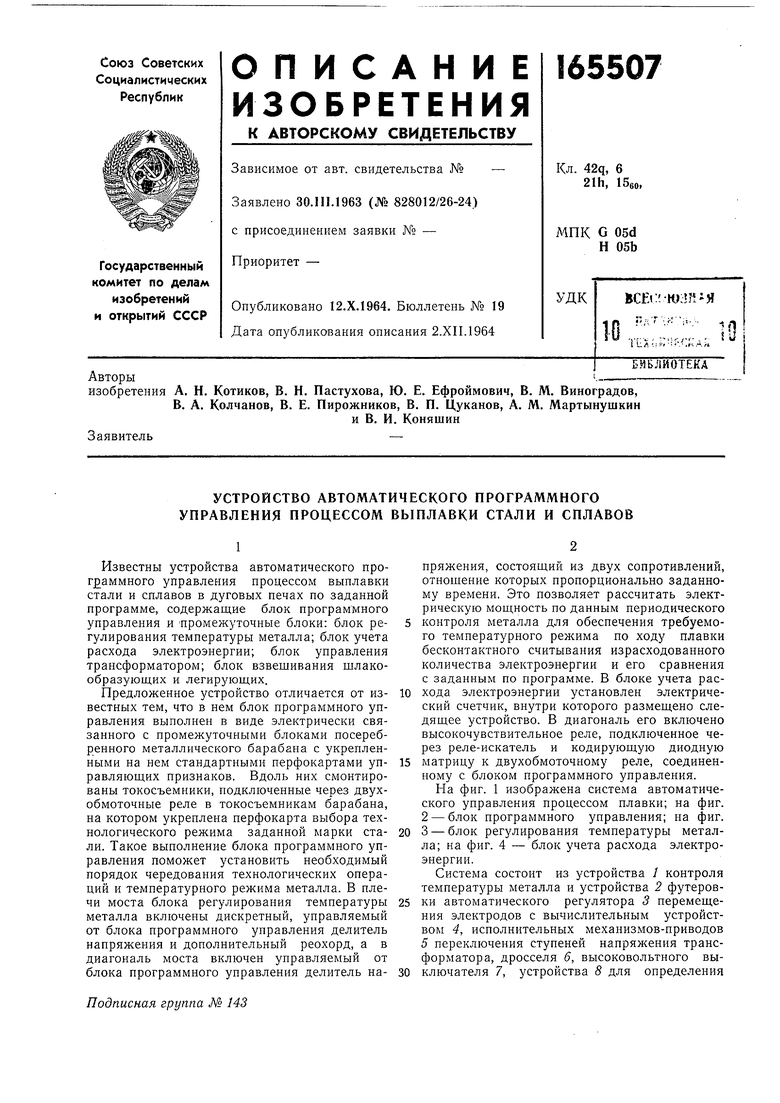

ti7
rt
|MJll..lj- trI гиГпг пг пг rii. ptJ
г«
. ° - /
:-:.:-r
Z6
27
I I I I I I
Фиг. 2
. -21
/ 28
гз
7
Фиг.З
p ,
F
«5
Pi/,4
