Измерение относится к области геодезического .приборостроения.
Известно несколько способов контроля точности изготовления кругов оптических теодолитов.
Наиболее часто круги проверяются путем сравнения показаиий, снимаемых с эталонного и контролируемого кругов лри их одновременном и равном повороте на какой-либо угол. Известен метод использования для этих целей дифракционных решеток, когда нри вращении контролируемого круга наблюдается муаровый рисунок. Изменение рисунка хара:Ктеризует точность нанесения штрихов на круге.
Известны также способы контроля точности нанесения штрихов или диаметров на кругах оптических теодолитов путем сравнения угловых положений штрихов с помошью фотоэлектри-ческих систем и индикаторного устройства.
Но эти способы трудоемки по времени или осуществляются с помощью сложной аппаратуры.
При массовом изготовлении кругов оптических теодолитов необходимо, чтобы угловые положения любого из штрихов на круге находились в пределах допусков.
пустимую величину ошибки, так как круг с таким дефектом бракуется полностью.
Описываемый способ контроля позволяет упростить измерения, повысить производительность труда, непосредственно определитьмаксимальную ошибку нанесения штрихов. Это достигается определением моментов прохождения диаметрально протпвоположных штрихов круга через измерительные системы,
установленные на известном угловом расстоянии одна от другой; по разности временныхинтервалов между моментами прохол дения смежных пар штрихов оценивают величину ошибки нанесения.
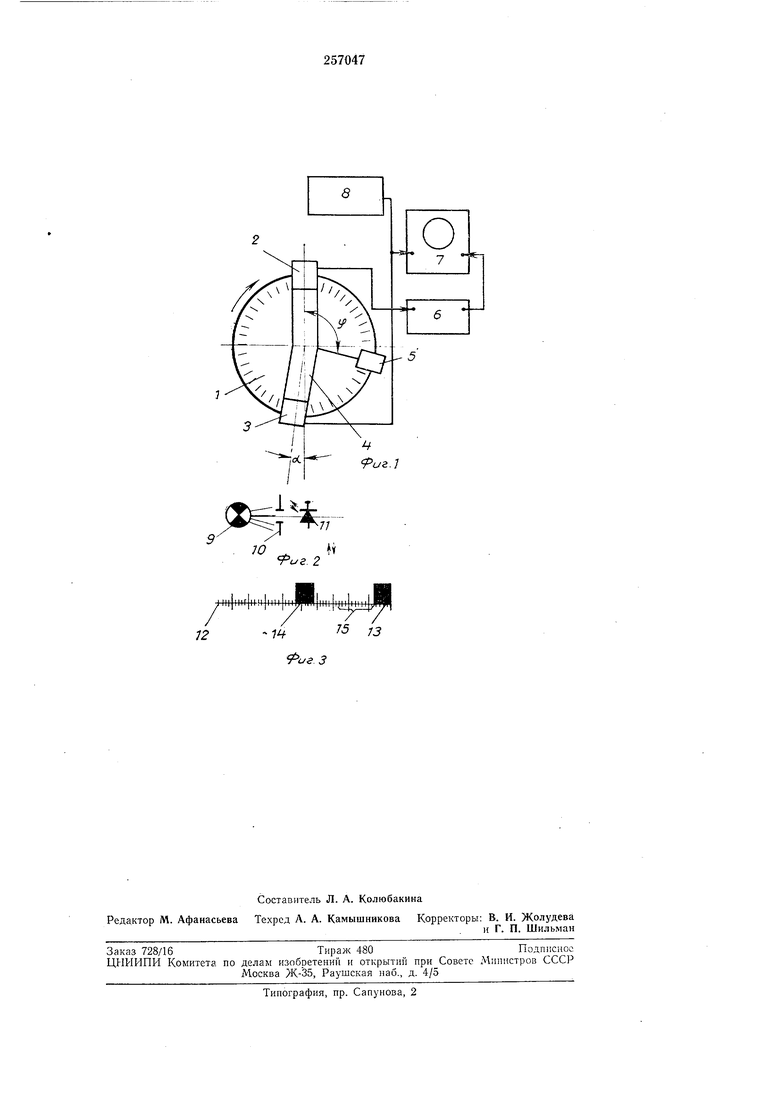
На фиг. 1 представлена блок-схема устройства для осуществления предлагаемого способа; на фиг. 2 - схема систем считывания; на фиг. 3 - осциллограмма, наблюдаемая при производстве контроля круга.
В блок-схему устройства для осуществления предлагаемого способа входят контролпруемый круг 1, фотоэлектрические системы 2 и 3 считывания, обойма систем считывания 4, дополнительная система 5 считывания, схема 6 запуска развертки осциллографа 7 и генератор меток 8.
Каждая из систем считывания состоит из осветителя 9, щелевой диафрагмы 10 и фотоэлемента 11.
вращении контролируемого круга иаблюдается осциллограмма, на которой обозначены начало 12 запуска развертки осциллографа (временное положение сигнала от |фотоэлектрической системы 2), отметка 13 сигналов, (Поступающих от фотоэлектрической системы 3, отметка 14 сигналов, поступающих от фотоэлектрической системы 5, и метки 15 времени.
Две фотоэлектрические системы считывания (2 и ), жестко связанные между собой, установлены против контролируемого круга со сдйигом на угол 180°±а, где а - величина диапазона измерения точности углового положения. Например, если ол идаемая максимальная ошибка нанесения штрихов не превышает ±20, то систему считывания устанавливают таким образом, чтобы а 40-50.
При равномерном вращении контролируемого Круга снимаемые с фотоэлементов сигналы подаются на осциллограф. Сигнал, снимаемый с фотоэлемента 1нервой системы считывания 2, поступает на схему запуска развертки осциллографа; сигнал, снимаемый с системы считывания 3, подается на его вертикальный вход.
На экране осциллографа при этом появляется прямая линия с отметкой на какой-то ее части. Поворачивая обойму 4, добиваются минимальной ширины отметки. Затем, при изменении масштаба генератора меток между началом развертки и отметкой от системы считывания 3 укладывается столько меток,
что число меток равно где п - число,
зависящее от требуемой точности измерения. Например, для требуемой точности в 1 «при а 50 число меток п 50. Ширина отметки, измеренная с помощью меток времени, определяет точность нанесения штрихов. Поворачивая затем обойму 4 до положения, когда Ширина отметки будет наибольшей, можно
определить величину эксцентриситета установки круга, которая будет равна
э -- тах min
где Агаах - максимальная -ширина отметки, измеренная с помощью меток времени; min - то же, только при минимальной
ширине отметки.
Для определения максимальной ошибки нанесения штрихов необходимо применение системы считывания 5. Это дает возможность проверки углового положения пар штрихов в любой выбранной зависимости. В этом случае максимальная ошибка в точности нанесения штрихов определяется следующим образом:
«max Amax /« Sin2
где АШПХ-максимальная ширина отметки, измеренная с помощью меток времени;
Шд - амплитуда эксцентриситета, измеренная при вращении обоймы 4;
ф - угол между первой и третьей системами считывания (см. фиг. 1).
Предмет изобретения
Способ контроля точности нанесения штрихов на кругах оптических теодолитов путем сравнения положения диаметрально противоположных штрихов при равномерном вращении проверяемого круга, отличающийся тем,
что, с целью непосредственного определения максимальной ошибки нанесения штрихов, определяют моменты прохождения диаметрально противоположных штрихов круга через измерительные системы, установленные на известном угловом расстоянии одна от другой, и по разности временных интервалов между моментами прохождения смежных пар штрихов оценивают величину ошибки нанесения.
РигЛ
.еИ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КОНТРОЛЯ точности НАНЕСЕНИЯ ШТРИХОВ НА КРУГАХ ОПТИЧЕСКИХ ТЕОДОЛИТОВ | 1969 |
|
SU250469A1 |
| Способ контроля точности растровых лимбов | 1989 |
|
SU1779924A1 |
| Способ определения погрешностей диаметров лимбов угломерных инструментов | 1975 |
|
SU556314A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЧНОСТИ ИЗГОТОВЛЕНИЯ УГЛОИЗМЕРИТЕЛЬНЫХ СТРУКТУР, НАНОСИМЫХ НА ПРОЗРАЧНЫЙ НОСИТЕЛЬ | 2003 |
|
RU2242715C1 |
| СПОСОБ И УСТРОЙСТВО ИЗМЕРЕНИЯ УГЛОВ И ФОРМИРОВАНИЯ УГЛОВЫХ МЕТОК | 1995 |
|
RU2115885C1 |
| Цифровой теодолит | 1974 |
|
SU515939A1 |
| Устройство для контроля круговых мер | 1979 |
|
SU853384A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ПОЛОЖЕНИЯ КЛАПАНА | 2010 |
|
RU2431071C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВИБРАЦИЙ | 2015 |
|
RU2597280C1 |
| КОДОВЫЙ ТЕОДОЛИТ | 1971 |
|
SU302599A1 |