Изобретение относится к измерительной технике и может быть использовано в точном машиностроении, приборостроении, оптико-механической и микроэлектронной промышленности при изготовлении шкал, лимбов, растров и других углоизмерительных структур, нанесенных на прозрачный носитель.
Современный уровень требований к точности измерений угловых величин составляет единицы, а в ряде случаев и десятые доли угловых секунд. Для этого важно контролировать точность изготовления базовых деталей и узлов соответствующих средств измерения. Например для углоизмерительных устройств важнейшими базовыми элементами являются шкалы, лимбы, растры, дифракционные решетки, кодовые диски и т.д., точность изготовления которых контролируют с помощью специально созданных устройств.
Метрологическая аттестация шкал, лимбов, растров и т.д. является одной из ответственных операций в технологической цепочке изготовления высокоточных средств измерения, от решения которой зависит уровень технологии многих отраслей промышленности. Здесь требуются высокоточные, технологичные, легко автоматизируемые, высокопроизводительные и объективные методы и средства аттестации, обеспечивающие их использование непосредственно в ходе производственного процесса изготовления измерительных средств. Этим требованиям отвечает принцип сравнения контролируемых структур с эталонной структурой путем синхронного кругового сканирования.
Известен способ определения погрешности диаметров лимбов углоизмерительных инструментов (авт. св. СССР №556314, кл. G 01 С 1/00, 1977), заключающийся в том, что сравнивают моменты времени прохождения через визирную ось соответствующих штрихов эталонного и исследуемого лимбов, закрепленных на одной вращающейся оси. Недостатком данного способа является то, что он не позволяет производить контроль шкал с законом расположения штрихов на контролируемой дорожке, отличающимся от эталонного лимба.
Известен способ измерения углов и формирования угловых меток (патент РФ 2115885, кл. G 01 С 1/00, 1998), заключающийся в том, что непрерывно измеряют интервалы времени между моментами прохождения меток объекта контроля в течении заданных целых оборотов непрерывного относительного вращения между объектом контроля и позициями считывания-записи его меток, запоминают их и определяют по ним углы между метками объекта контроля по формуле ϕ =F(t-t0). Недостатком данного способа является то, что при его реализации требуется обеспечить малые моменты трения в подшипниках вала, на котором размещаются контролируемые объекты, а также требуется набирать и сравнивать данные измерений в течение значительного числа оборотов вала.
Наиболее близким к заявляемому способу по технической сути (прототипом) является способ измерений, реализованный в устройстве по авторскому свидетельству №1049736, кл. G 01 С 1/06, 1983, согласно которому контролируемый и эталонный лимбы размещают на общем вращающемся валу, с помощью специальных осветителей подсвечивают штрихи на обоих лимбах, затем с помощью соответствующих фотоэлектрических преобразователей считывают положение штрихов и сравнивают их взаимное расположение. Вариации во взаимном расположении штрихов на контролируемом и эталонном лимбе являются мерой неточности изготовления контролируемой структуры.
Однако данное устройство не обеспечивает необходимой в настоящее время достоверности регистрируемых погрешностей изготовления углоизмерительных структур (например точнее, чем несколько угловых секунд) в связи с наличием составляющей погрешности измерений, вносимой самой установкой вследствие неидеальности прозрачного носителя, на котором нанесена контролируемая структура. Данный недостаток в полной мере свойственен также всем упомянутым выше аналогам.
В настоящей заявке на изобретение решается техническая задача снижения данной составляющей погрешности и повышения достоверности результатов измерения точности изготовления углоизмерительных структур, нанесенных на прозрачный носитель.
Данная задача решается в предлагаемом способе измерения точности изготовления углоизмерительных структур, наносимых на прозрачный носитель, заключающимся в том, что размещают на едином вращающемся валу два прозрачных носителя с углоизмерительньми структурами (шкалами, растрами и т.д.), из которых один - контролируемый, другой - эталонный, формируют теневые изображения элементов топологии обоих структур путем освещения последних пучками света, регистрируют с помощью фотоэлектрических преобразователей теневые изображения элементов структур, сравнивают взаимное положение зарегистрированных сигналов и по изменениям во взаимном расположении сигналов судят о точности изготовления контролируемой структуры, за счет того, что полученное теневое изображение элементов топологии контролируемой структуры дополнительно направляют точно назад по оси прошедшего пучка и после повторного прохождения контролируемой структуры регистрируют новое теневое изображение, которое сравнивают с эталонным.
Введение новых операций позволяет полностью компенсировать вклад составляющей погрешности измерений, вносимой самой установкой в результаты измерений вследствие неидеальности прозрачного носителя, на котором нанесена контролируемая структура.
Предлагаемое изменение в последовательности операций измерения точности изготовления углоизмерительных структур с наибольшим эффектом реализуется с помощью адаптивного отражателя, установленного на пути светового пучка после выхода его из прозрачного носителя с измеряемой структурой.
Целесообразность использования адаптивного отражателя для решения данной задачи определяется тем, что при вращении носителя вследствие неточности его изготовления или дефектов самого носителя, происходит непрерывное изменение пространственного угла выхода пучка из тела носителя. Именно эти изменения и вносят дополнительную погрешность в измерениях пространственного положения штрихов в контролируемой структуре. Активное отслеживание текущего угла выхода пучка, реализуемое в адаптивном отражателе, позволяет направить вышедший пучок точно назад и скомпенсировать, тем самым, вклад среды в регистрируемое пространственное положение элементов структуры.
Экономически более выгодно данную операцию можно реализовать с помощью отражателей типа “угол куба” (“триппель-призмы”) или системы “кошачий глаз”, установленных на пути светового пучка в непосредственной близости от места выхода его из прозрачного носителя.
Данная реализация способа измерения точности изготовления углоизмерительных структур, нанесенных на прозрачный носитель, позволяет повысить точность измерений пространственного положения элементов углоизмерительных структур до долей угловых секунд за счет исключения влияния неточности изготовления самих прозрачных носителей на качество измерений, что не имеет аналогов в существующих установках, применяемых при производстве высокоточных углоизмерительных структур и, по этой причине, удовлетворяет критерию “изобретательский уровень”.
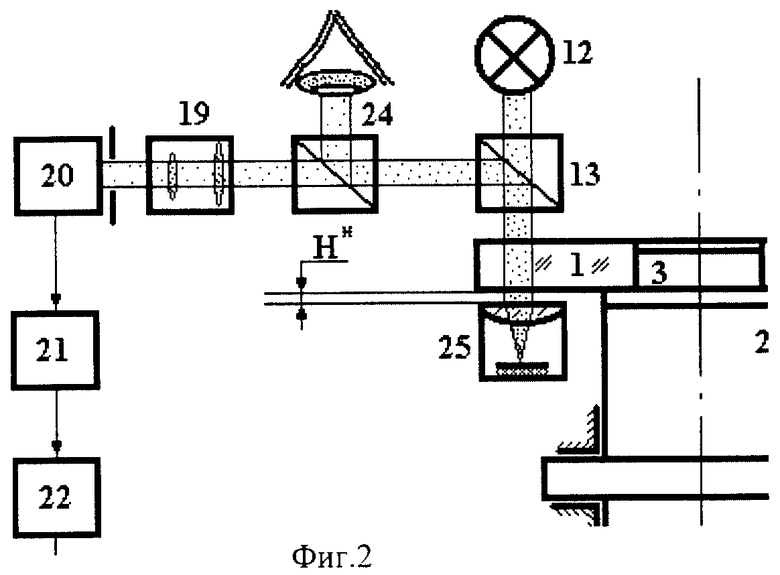
На фиг.1 изображена структурная схема устройства, реализующего заявляемый способ измерения с использованием адаптивного отражателя.
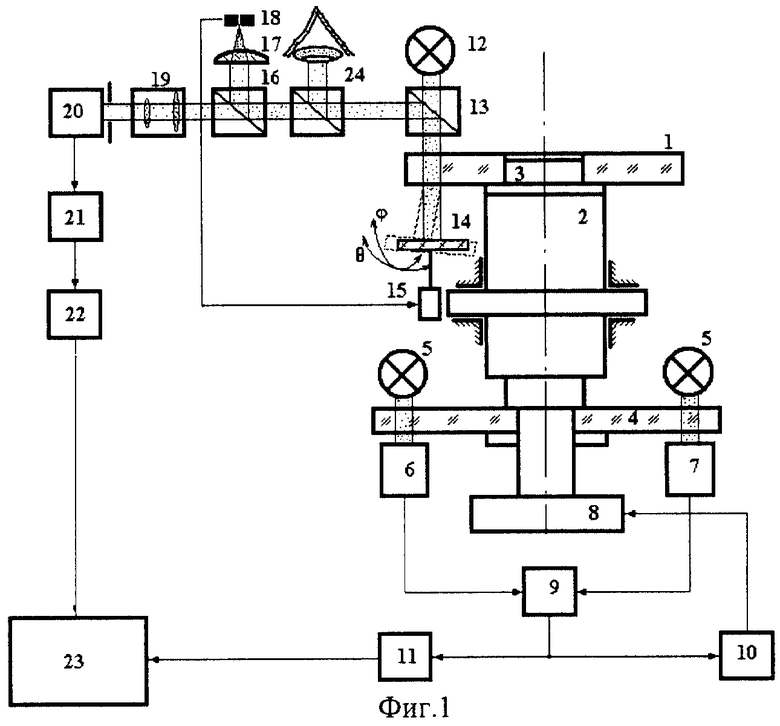
На фиг.2 изображена структурная схема устройства, реализующего заявляемый способ измерения с использованием системы “кошачий глаз”.
Устройство (фиг.1) содержит контролируемую углоизмерительную структуру 1, нанесенную на прозрачный носитель, прецизионный шпиндель (вал) 2 с юстировочной оправкой 3 для закрепления носителя 1, эталонный лимб 4, осветители штрихов эталонного лимба 5, фотоэлектрические преобразователи эталонного лимба 6 и 7, двигатель вращения 8, формирователь опорной сетки импульсов 9, система управления вращением шпинделя 10, формирователь “виртуальной” шкалы 11 для оценивания контролируемой структуры 1, осветитель контролируемой структуры 12, светоделитель 13, адаптивное зеркало 14 с приводом 15 и датчиком отклонения луча 16, 17 и 18, коллиматор 19, фотоприемник 20 с щелевой диафрагмой, формирователь импульсных сигналов 21, блок согласования 22, цифровой блок управления 23 и блок визуального контроля 24.
Заявляемый способ реализован следующим образом.
Контролируемая углоизмерительная структура (лимб или растр) 1 крепится на одном торце прецизионного шпинделя 2 с помощью юстировочной оправки 3, на другом торце крепится эталонный лимб 4. С помощью осветителей 5, фотоприемников 6 и 7 с эталонного лимба 4 снимаются сигналы, используемые в блоке 9 для формирования сетки опорных импульсов. Выходные сигналы формирователя 9 используется в блоке управления и стабилизации скорости вращения двигателя 8, жестко связанного с прецизионным шпинделем 2, и в преобразователе 11, формирующего референтные сигналы (т.н. “виртуальную шкалу”) для оценивания погрешности нанесения штрихов контролируемого растра (лимба) 1. Считывание штрихов контролируемого растра (лимба) 1 производится с помощью осветителя 12, формирующей оптики 19 и фотоприемника 20 со щелевой диафрагмой. Визуальный контроль за правильностью установки головки считывания осуществляется с помощью блока визуального контроля 24. Выход фотоприемника 20 подключен на вход формирователя импульсных сигналов 21, которые через блок согласования 21 подаются на вход цифрового блока управления 22.
При вращении измеряемого образца (например стеклянного лимба со шкалой) траектория движения освещающего пучка света от осветителя 12 проходит в некоторой кольцевой области стеклянного диска 1. Как правило обе поверхности носителя (рабочая и нерабочая) имеют отклонения от идеальной плоскости, а их взаимное расположение характеризуется наличием клиновидности. Кроме того, в теле подложки встречаются неоднородности в виде свилей, пузырьков и др. В этом случае прозрачный носитель, через который наблюдают штрихи углоизмерительной структуры, выступает как призма, отклоняющая падающий пучок света от его первоначального направления (на фиг.1 отклонение выделено штрих-пунктиром). При вращении шпинделя прошедший через носитель пучок света совершает периодические перемещения в пределах некоторого телесного угла β . Форма траектории вполне однозначно отображает реальную неидеальность прозрачного носителя. Величина текущего отклонения изображения штриха Δ ri от своего истинного положения, обусловленная действием неплоскостностей обоих поверхностей и клиновидностью носителя, в плоскости щелевой диафрагмы описывается выражением
Δ ri=H· tgβ i,
где Н - расстояние от нерабочей поверхности подложки до щелевой диафрагмы фотоприемника;
β i - текущий угол преломления оси лучей, освещающих штрихи, из-за действия неоднородности среды, неплоскостностей и клиновидностей носителя.
Тангенциальная проекция вектора, отображающего паразитное движение теневого изображения штриха в плоскости щелевой диафрагмы фотоприемника, является причиной паразитных вариаций во взаимном положении штрихов контролируемого и эталонного лимбов.
Количественные оценки возникающих ошибок дают следующие результаты. Если измеряется угловая погрешность лимба диаметром 50 мм, нанесенного на подготовленную поверхность стеклянной пластины толщиной 5 мм (неплоскостность рабочей поверхности лимба в 2 интерференционные полосы, а нерабочей - на порядок хуже), с помощью фотоприемника, расположенного на расстоянии 10 мм от контролируемого лимба, то в зависимости от взаимного расположения дефектов рабочей и нерабочей поверхностей максимальный угол отклонения будет лежать в диапазоне от ±0,022 до ±0,027° . В плоскости щелевой диафрагмы фотоприемника максимальное отклонение оси луча составит ±4,71 мкм, что соответствует угловой ошибке в результатах измерений, достигающей ±40 угл.с.
Как правило эти вариации воспринимаются как погрешность изготовления шкалы, хотя в действительности таковыми не являются и, скорее всего, должны быть отнесены к погрешностям измерительной установки, а не шкалы. Однако отделить эту рефракционную составляющую погрешности измерений из общего баланса ошибок, используя какие-либо усложненные алгоритмы обработки электронных сигналов, не представляется возможным.
Согласно заявляемому способу для того, чтобы скомпенсировать вклад рефракционной компоненты, теневое изображение штрихов контролируемой структуры заставляют пройти вновь через тело носителя точно по оси исходного пучка. Для этого система считывания информации дополнена специальным ретрорефлектором, обеспечивающим возврат излучения точно назад при любых (малых) направлениях ориентации выходного пучка, например адаптивное зеркало 14. Такое зеркало имеет специальный привод 15, отклоняющий зеркало в двух ортогональных угловых направлениях θ и ϕ в соответствии с выходными сигналами датчика 18. В простейшем случае датчик 18 представляет собой четырехквадрантный фотоприемник, на вход которого с помощью светоделителя 16 и линзы 17 проектируется излучение, прошедшее дважды через прозрачный носитель 1. Система экстремального регулирования, входящая в состав привода 15, двигает зеркало по двум координатам θ и ϕ до тех пор, пока излучение с выхода светоделителя 16 не будет сфокусировано линзой 17 точно в центре фотоприемника 18. В этом случае излучение со второго выхода светоделителя 16 попадет на вход щелевой диафрагмы точно в начальное положение (т.е. в выражении (1) для Δ ri угол β i, станет равным нулю) и тем самым будет скомпенсировано паразитное смещение, вызванное неидеальностью носителя.
Более простое техническое решение проблемы компенсации паразитных смещений луча дает использование вместо адаптивных зеркал отражателей типа “угол куба” (“триппель-призмы”) или системы “кошачий глаз”. На фиг.2 приведен вариант замены адаптивного зеркала 14 на систему “кошачий глаз” 25.
Основное принципиальное отличие отражателей типа “кошачий глаз” или “триппель-призмы” от адаптивного зеркала состоит в том, что они, направляя выходной пучок точно назад и сохраняя направление входного луча, вносят параллельное смещение. В результате при вращении носителя имеет место паразитное смещение положения теневого изображения штриха Δ ri, которое описывается выражением
Δ ri=H*·tgβ i,
где Н* - расстояние от нерабочей поверхности подложки до поверхности ретрорефлектора.
Так как все элементы оптического тракта находятся перед фотоприемником, то расстояние Н* может быть выбрано достаточно малым, что позволит выполнить требования на допустимую погрешность измерений. Например при выборе Н* в пределах одного миллиметра максимальная ошибка измерений снизится до 0,8 угловых секунды, т.е. по сравнению с исходной конфигурацией регистрирующего тракта погрешность снизится почти на два порядка.
В реальных измерительных системах расстояние Н от нерабочей поверхности подложки до фотоприемника в силу объективных причин трудно сделать менее 100 мм, следовательно, при использовании заявляемого способа величина пространственной модуляции уменьшается более чем на два порядка по сравнению с погрешностью реально работающих устройств. При этом излучение, прошедшее объект измерения дважды, более эффективно промодулировано по интенсивности.
Таким образом заявляемый способ измерения точности изготовления углоизмерительных структур, нанесенных на прозрачный носитель, позволяет получать информацию о мгновенном положении штрихов контролируемой структуры без значительных погрешностей, обусловленных различными неидсальностями прозрачного носителя, на котором нанесены штрихи контролируемой структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эталон единицы плоского угла | 2016 |
|
RU2637727C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УГЛОВ ПОВОРОТА ОБЪЕКТА И ДВУХКООРДИНАТНЫЙ АВТОКОЛЛИМАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2828450C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПЕРЕМЕЩЕНИЙ ИЗОБРАЖЕНИЯ МАРКИ В ЦИФРОВЫХ АВТОКОЛЛИМАТОРАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2773278C1 |
| Способ угловых измерений | 2021 |
|
RU2782353C1 |
| Устройство контроля диаметра световодов и оптических волокон | 1990 |
|
SU1768962A1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ИЗМЕРЕНИЯ УГЛА ПОВОРОТА | 2010 |
|
RU2433413C1 |
| Способ построения углового преобразователя абсолютного типа | 2016 |
|
RU2634329C1 |
| Способ измерения углов,образуемых тремя гранями призмы,и устройство для его осуществления | 1985 |
|
SU1250848A1 |
| Способ контроля диаметра одножильных световодов | 1991 |
|
SU1762119A1 |
| ВИЗУАЛИЗАТОР ПЛОТНОСТНЫХ НЕОДНОРОДНОСТЕЙ СРЕДЫ | 2007 |
|
RU2344409C1 |
Способ измерения точности изготовления углоизмерительных структур, наносимых на прозрачный носитель, заключается в размещении на едином вращающемся валу двух прозрачных носителей с углоизмерительными структурами, из которых один - контролируемый, а другой - эталонный, формировании теневых изображений элементов топологии обоих структур, регистрирации с помощью фотоэлектрических преобразователей теневых изображений элементов структур и сравнении взаимного положения зарегистрированных сигналов, по изменениям которых судят о точности изготовления контролируемой структуры. При этом сформированное теневое изображение элементов топологии контролируемой структуры дополнительно направляют точно назад по оси прошедшего пучка и после повторного прохождения контролируемой структуры регистрируют указанное теневое изображение, которое сравнивают с эталонным. Технический результат - снижение погрешностей и повышение достоверности результатов измерения точности изготовления углоизмерительных структур. 2 з.п. ф-лы, 2 ил.
| Способ определения погрешностей диаметров лимбов угломерных инструментов | 1975 |
|
SU556314A1 |
| Устройство для измерения погрешностей деления лимбов | 1986 |
|
SU1411583A1 |
| Устройство для контроля лимбов | 1975 |
|
SU591687A1 |
| US 3732015 A, 08.05.1973. | |||

