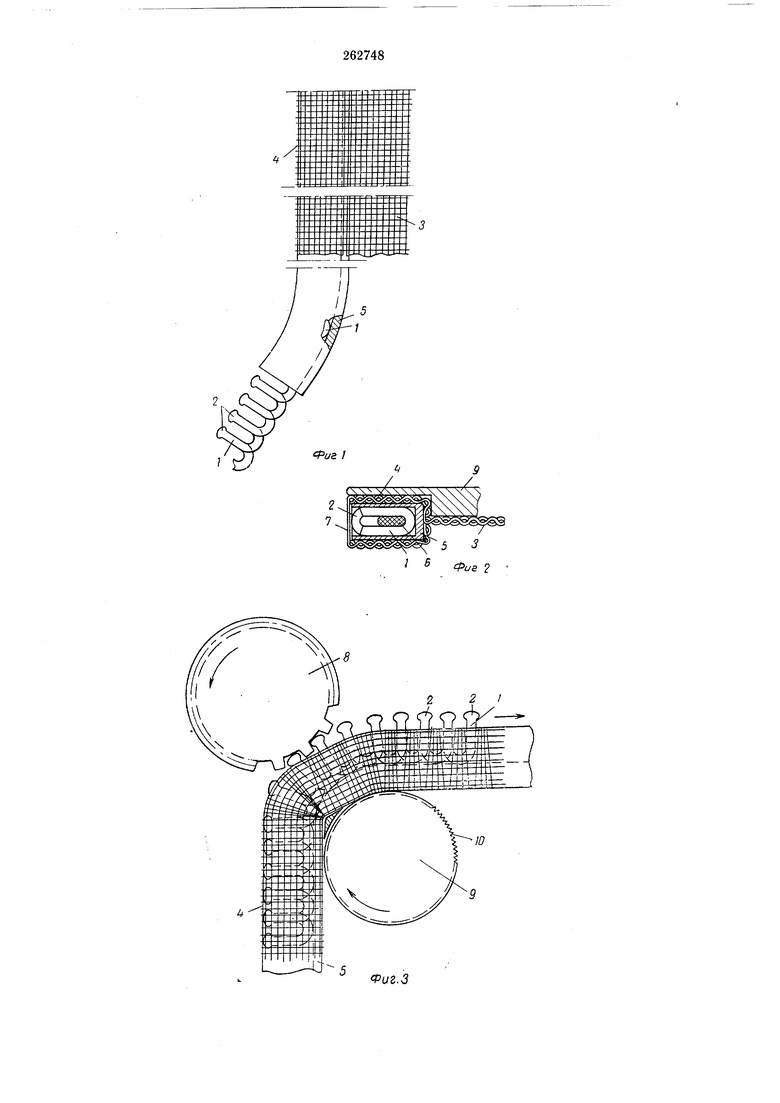
Известен способ изготовления застежкимолнии, заключающийся в том, что звенья цепи застежки с иримьгкающими -соединительными головками, лаиример, спирального или меандрообразного типа, заделывают В «есущую ленту, например, методами ткачества или вязания. Предложенный способ отличается от известного тем, что на несущей ленте при ткачестве илИ вязании изготовляют шланг, полеречное сечение которого имеет, по крайней мере, такую же величину, как наружное поперечное сечение цепи из звеньев застежки. Одновременно с изготовлением шланга в него вводят цепь из Звеньев застел ки, изменяют поперечное -сечение щланга для продавливания через ячейки ИЛИ прорези шланга звеньев застежки и их связывания с несущей лентой и термообрабатьшают застежку-молнию. Причем для изменения лоперечното сечения шланга лесущую ленту изгибают вокруг оси, перлендикуляреой несущей ленте, а продольные нити несуп1ей ленты лредварительно лодвергают усадке. В цепь из звеньев застежки вводят сердечник. ев; на фиг. 3 - продавливание головок звеньев через ячейки шланга. Способ изготовления застежки-молнии заключается в том, что звенья 1 цепи застежки с примыкающими соединительными головками 2, например, спирального или меандрообразного тила, заделывают В несущую ленту 3. На несущей ленте ори ткачестве или вязании изготовляют шланг 4, поперечное сечение которого имеет, по крайней мере, такую же величину, как наружное лоперечное сечение цепи из звеньев застежки. Одновременно с изготовлением шланга в него вводят цепь из звеньев застежки. С цепью застежки в шланг воткапа направляющая синтетическая фольга 5, охватывающая сзади и с боков в U-образной форме цепь из звеньев и оставляющая свободными, по крайней -мере, соединительные головки. Могут быть вотканы или вплетены в шланг два слоя синтетической фольги, локрывающие цепь с двух сторон и оставляющие свободными ее тыльную часть и соединительные головки. В цепь из звеньев застежки-молнии вводят сердечник 6, который связан с цепью в шланге несущей ленты. Это повышает прочность и надежлость застежки от разрыва во время работы.
Затем производят олерацию ,по изменению поперечного сечения шланга для того, чтобы продавить через ячейки или прорези 7 шланга 3:венья застежки и связать их с несущей лентой 3. Для изменения Полеречного сечения шланга несущую ленту изгибают (см. фиг. 3) вокруг оси, перпендикулярной несущей ленте, пропуская между приводными валками S и 5. Расположенный со стороны соединительных головок 2 валок 8 имеет зубчатый венец, шаг между зубцами которого равен шагу между головками звеньев, а у валка 9 для лучшей транспортировки цепи сделаны рифли 10. Во время этого движения ленты соединительные головки звеньев застежки продавливаются через ячейки или прорези шланга.
Одновременно застежку-молнию термообрабатываютпри температуре около 200°С, вследствие чего происходит поперечная усадка шланга, что создает плотное соединение между цепью из звеньев застежки и шлангом несущей ленты, и головки звеньев достаточно далеко выступают из шлангов.
Так как для образования указанным способом застежки-молнии необходима только поперечная усадка нитей, то проходящие в лродольном направлении несущей ленты нити подвергают усадке предварительно до лроцесса ткачества и При термообработке застежкимолнии в процессе лродавливания через ячейкп шланга продольные нити ленты усадки не дают.
Предмет изобретения
1.Способ изготовления застежки-молнии, заключающийся в том, что звенья цепи застежки с примыкающими соединительными головками, (Например, спирального или меандрообразного типа, заделывают IB несущую ленту, например, методами ткачества или вязания, отличающийся тем, что на несущей ленте цри ткачестве или (Вязании изготовляют шланг, поперечное сечение которого имеет, по крайней мере, такую же величину, как наружное поперечное сечение цепи из звеньев застежки, одновременно с изготовлением шланга в «его вводят цепь из з-веньев застежки, изменяют поперечное сечение шланга .для продавливания через ячейки или лрорези шланга звеньев застежки и их связывания с несущей лентой и термообрабатывают застежку-молнию.
2.Способ ПО л. 1, отличающийся тем, что для изменения поперечного сечения шланга несущую ленту изгибают вокруг оси, нерпендИКулярной несущей ленте.
3.Способ по л. 1, отличающийся тем, что Продольные нити несущей ленты предварительно (Подвергают усадке.
4.Способ по п. 1, отличающийся тем, что в |цепь из звеньев 1застежки (Вводят сердечник.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАСТЕЖКА-МОЛНИЯ | 1969 |
|
SU240592A1 |
| Застежка-молния и способ ее изготовления | 1976 |
|
SU634641A3 |
| "Способ изготовления ленты для застежки "молния" на игольном ткацком станке" | 1988 |
|
SU1630601A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЗАСТЕЖКИ-Л\ОЛНИИ | 1973 |
|
SU365059A1 |
| Устройство для изготовления из синтетической нити цепей соединительных звеньев застежки-молнии | 1973 |
|
SU557741A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНОЙ ЗАСТЕЖКИ-МОЛНИИ | 1970 |
|
SU259730A1 |
| Застежка-молния | 1980 |
|
SU936793A3 |
| Застежка-молния и способ ее изготовления | 1974 |
|
SU517230A3 |
| Застежка-молния | 1972 |
|
SU539506A3 |
| ПРУТКОВЫЙ СТАНОК для ИЗГОТОВЛЕНИЯ ЛЕНТЫ С КАЙМОЙ | 1973 |
|
SU393818A1 |