( 54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ СИНТЕТИЧЕСКОЙ НИТИ ЦЕПЕЙ СОЕДИНИТЕЛЬНЫХ ЗВЕНЬЕВ ЗАСТЕЖКИ-МОЛНИИ
иые обводные дуги 9 и 10. В результате высота застежки над несуашми лентами 11, 12 нигде не превышает удвоенную толщину нитей 1 н 2.
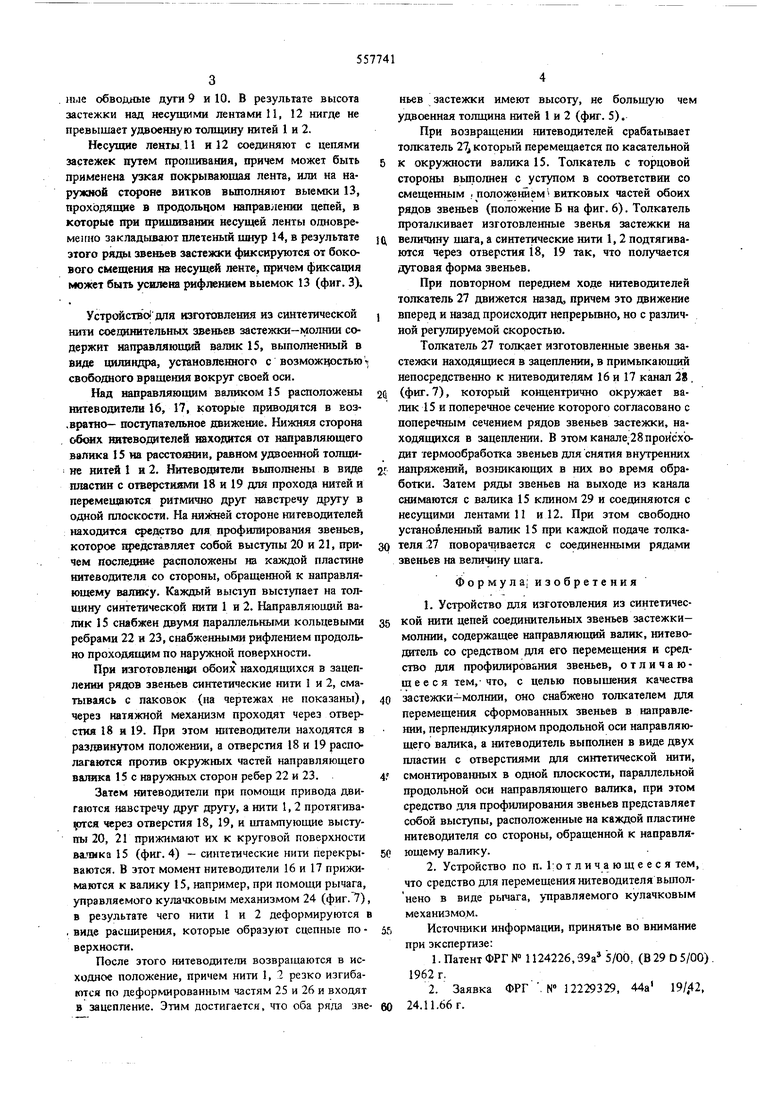
Несущие ленты 11 и 12 соединяют с цепями застежек путем прошивания, причем может быть применена узкая покрывающая лента, или на наружной стороне витков выполняют выемки 13, проходящие в продольном направлении цепей, в которые при пришивании несущей ленты одновременно закладывают плетеный шнур 14, в результате этого ряда звеньев застежки фиксируются от бокового смещения на несущей ленте, причем фиксация может быть усилека рифлением выемок 13 (фиг. 3).
Устройсхво| для изготсшления из синтетической нити соецинительных звеньев застежки-молнии содержит направляющий валик 15, выполненный в виде цилиндра, установленного с возможцостью свободного вращения вокруг своей осн.
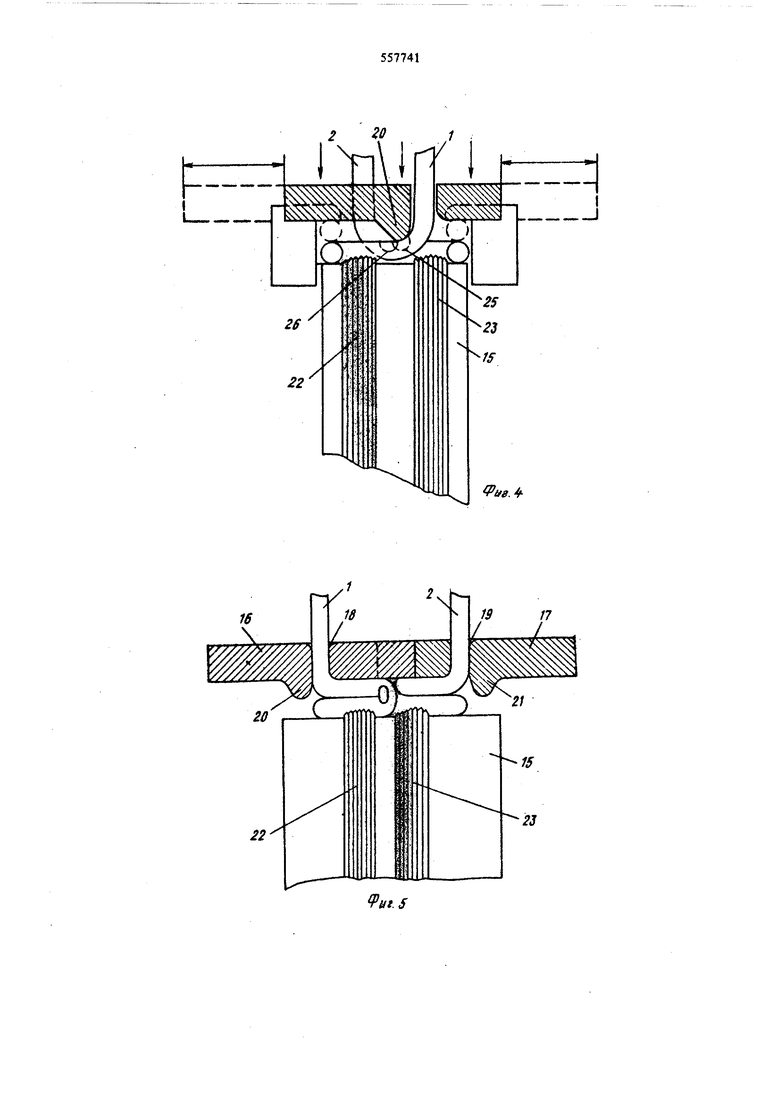
Над направляющим валиком 15 расположены нитеводители 16, 17, которые приводятся в ЕОЗ.вратио- поступательное движение. Нижняя сторона обоих нитеводателеб находится от направляющего валика 15 m расстоянии, равном удвоенной толщине нитей 1 и 2. Нитеводители выполнены в виде пластин с отверстиями 18 и 19 для прохода нитей и перемещаются ритмично друг навстречу другу в одной плоскости. На нижней стороне нитеводителей находится qpeACTBO для профилирования звеньев, которое щзедставляет собой выступы 20 и 21, причем последние расположены на каждой пластине нитеводителя со стороны, обращенной к направляющему валику. Каждый выступ выступает на толщину синтетической нити 1 и 2. Направляющзш валик 15 снабжен двумя параллельными кольцевыми ребрами 22 и 23, снабженными рифлением продольно проходящим по наружной поверхности.
При изготовлении обоих находящихся в зацеплеиии рядов звеньев синтетические нити 1 и 2, сматываясь с паковок (на чертежах не показаны), через натяжной механизм проходят через отверстия 18 и 19. При этом нитеводители находятся в раздвинутом положении, а отверстия 18 и 19 располагаются против окружных частей направляющего валика 15 с наружных сторон ребер 22 и 23.
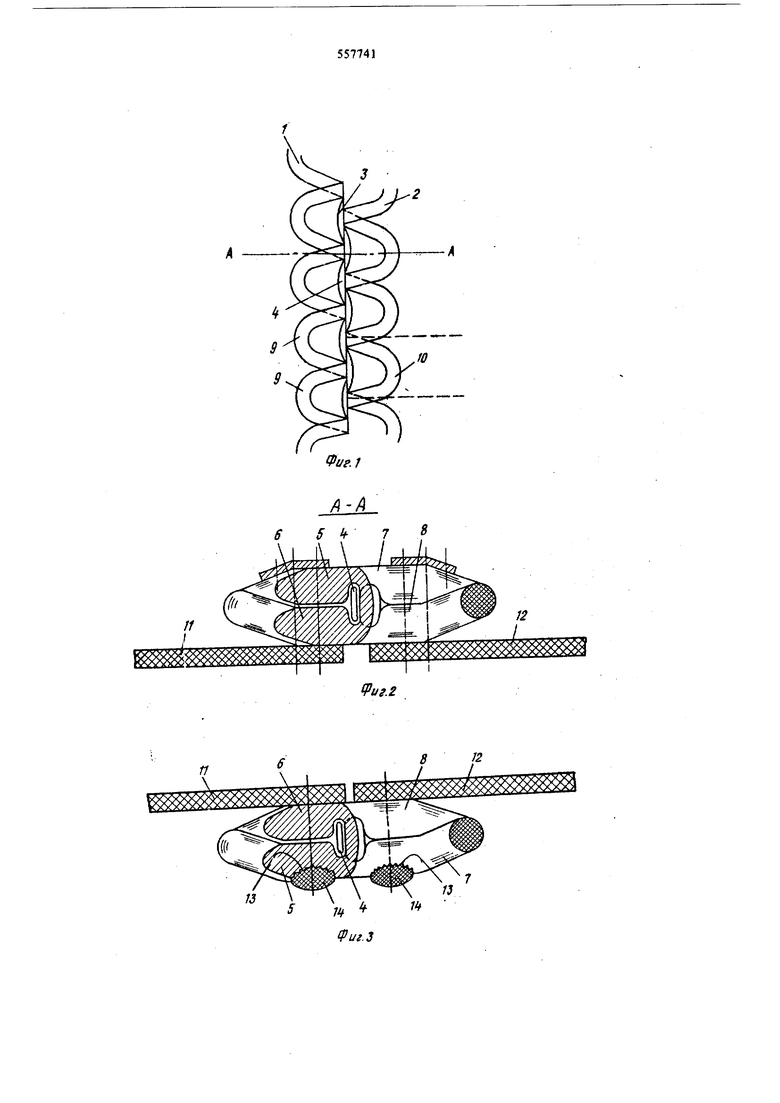
Затем нитеводители при помощи привода двигаются швстречу друг другу, а нити 1, 2 протягиваifrccR через отверстия 18, 19, н штампующие выступы 20, 21 прижимают их к круговой поверхности валика 15 (фиг. 4) - синтетические нити перекрынаются. В этот момент нитеводители 16 и 17 прижимаются к валику 15, например, при помощи рычага, управляемого кулачковым механиэА1Ом 24 (фиг.) в результате чего нити 1 и 2 деформируются в , виде расширения, которые образуют сцепные по верхности.
После этого нитеводители возвращаются в исходное положение, причем нити 1, 2 резко изгибаются по деформированным частям 25 и 26 и входят в зацепление. Этим достигается, что оба ряда аве
ньев застежки имеют высоту, не большую чем удвоенная толщина нитей 1 и 2 (фиг. 5),
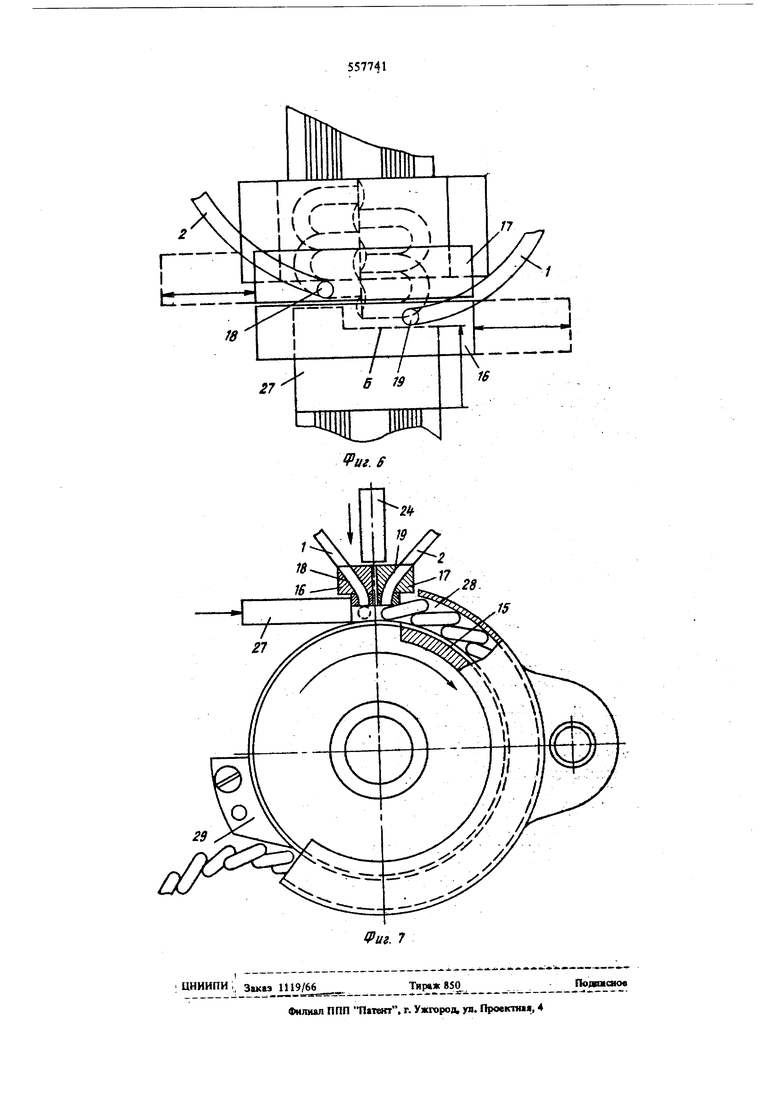
При возвращении нитеводителей срабатывает толкатель 21 который перемещается по касательной к окружности валика 15. Толкатель с торцовой стороны вьптолнен с уступом в соответствии со смещенным . положением i витковых частей обоих рядов звеньев (положение Б на фиг. 6). Толкатель проталкивает изготовленные звенья застежки на величину щага, а синтетические нити 1, 2 подтягиваются через отверстия 18, 19 так, что получается дуговая форма звеньев.
При повторном переднем ходе нитеводителей толкатель 27 движется назад, причем это движение вперед и назад происходит непрерьшно, но с различной регулируемой скоростью.
Толкатель 27 толкает изготовленные звенья застежки находящиеся в зацеплении, в примьпсаюиосй непосредственно к нитеводителям 16 и 17 канал 28, (фиг. 7), который концентрично окружает валик 15 и поперечное сечение которого согласовано с поперечным сечением рядов звеньев застежки, находящихся в зацеплении. В этом канале 28 происходит термообработка звеньев для снятия внутренних напряжений, возникающих в них во время обработки. Затем ряды звеньев на выходе из канала снимаются с валика 15 клином 29 и соединяются с несущими лентами 11 и 12. При этом свободно установленный валик 15 при камодой подаче толкателя 27 поворачивается с соединенными рядами звеньев на величину шага.
Формула; изобретения
1.Устройство для изготовления из синтетической нити цепей соединительных звеньев застежкимолнии, содержащее направляюпщй валик, нитеводитель со средством для его перемещения и средство для профилирования звеньев, отличающееся тем,-что, с целью повышения качества застежки-молнии, оно снабжено толкателем для перемещения сформованных звеньев в направлении, перпендикулярном продольной оси направляющего валика, а нитеводитель выполнен в виде двух пластин с отверстиями для синтетической нити, смонтированных в одной плоскости, параллельной продольной оси направляющего валика, при этом средство для профилирования звеньев представляет собой выступы, расположенные на каждой пластине нитеводителя со стороны, обращенной к направляющему валику.
2.Устройство по п. 1:о т л и ч а ю щ е е с я тем, что средство для перемещения нитеводителя выполнено в виде рычага, Т1равляемого кулачковым механизмом.
Источники информации, принятые во внимание при экспертизе:
1. Патент ФРГ № 1124226, 39а 5/00, (В 29 О 5/0 1962г.
2. Заявка ФРГ . № 12229329, 44а 19/,42 24.11.66г.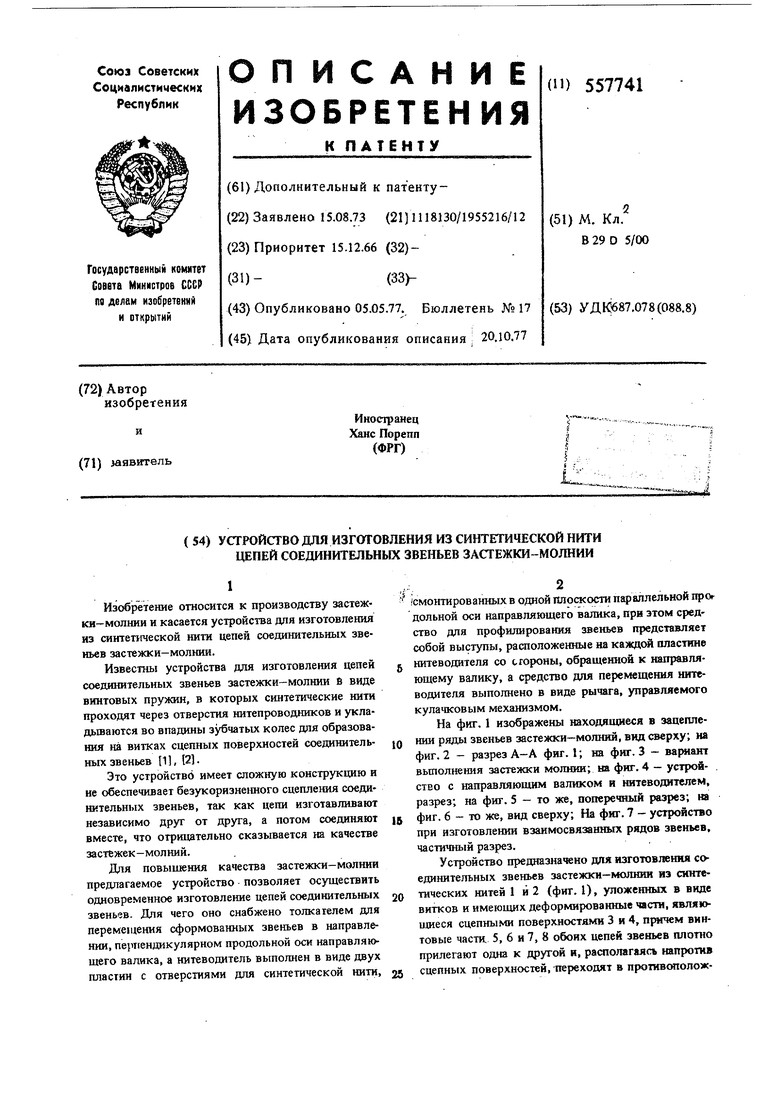
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ из СИНТЕТИЧЕСКОЙ нити СВЯЗАННОГО РЯДА ЗВЕНЬЕВ ЗАСТЕЖКИ-МОЛНИИ | 1971 |
|
SU292276A1 |
| "Способ изготовления ленты для застежки "молния" на игольном ткацком станке" | 1988 |
|
SU1630601A3 |
| СПОСОБ ПРИКРЕПЛЕНИЯ ЦЕПИ | 1972 |
|
SU360750A1 |
| Застежка-молния | 1972 |
|
SU539506A3 |
| ЗАСТЕЖКА-МОЛНИЯ | 1970 |
|
SU264275A1 |
| Застежка-молния и способ ее изготовления | 1976 |
|
SU634641A3 |
| Способ изготовления половинок застежки-молния и устройство для его осуществления | 1987 |
|
SU1581207A3 |
| СПОСОБ СОЕДИНЕНИЯ ЗАСТЕЖКИ-МОЛНИИ И ЗАСТЕЖКА-МОЛНИЯ | 1997 |
|
RU2149575C1 |
| Устройство для изготовления несущих лент застежки-молнии | 1973 |
|
SU520018A3 |
| ПОГОДОУСТОЙЧИВАЯ СКОЛЬЗЯЩАЯ ЗАСТЕЖКА | 2009 |
|
RU2496396C2 |
6 5 k 1 В
А-А
IS
812
20
22
/ ,
ite.
И
j i
i
23
Vat.S
