Известны способы повышения выносливости ударно-динамических винтовых пружин сжатия путем закалки и отпуска стальной проволоки с доведением ее твердости до требуемой величины. Однако такие пружины имеют большие габариты и иедолговечны при высоких скоростях нагружения.
Для обеспечения надежности при скоростях выше критических значений п повышения упругих свойств предлагается закалку и отпуск стальной проволоки производить с таким расчетом, чтобы твердость проволоки в готовых пружинах достигала уровня 53-58 R, а для устранения хрупкости стальной проволоки, возникшей при закалке на высокую твердость, пружины подвергают дробеструйной обработке.
При таком способе повышения выносливости стальной проволоки оптимальные размеры пружины могут быть выбраны по тем более высоким напряжениям т , чем выше скорость VQ нагружения, и определяться по формуле
+ УО yas,
где Та - папряжение сдвига при рабочем сжатии; G - модуль сдвига; 5 - плотность материала пружины.
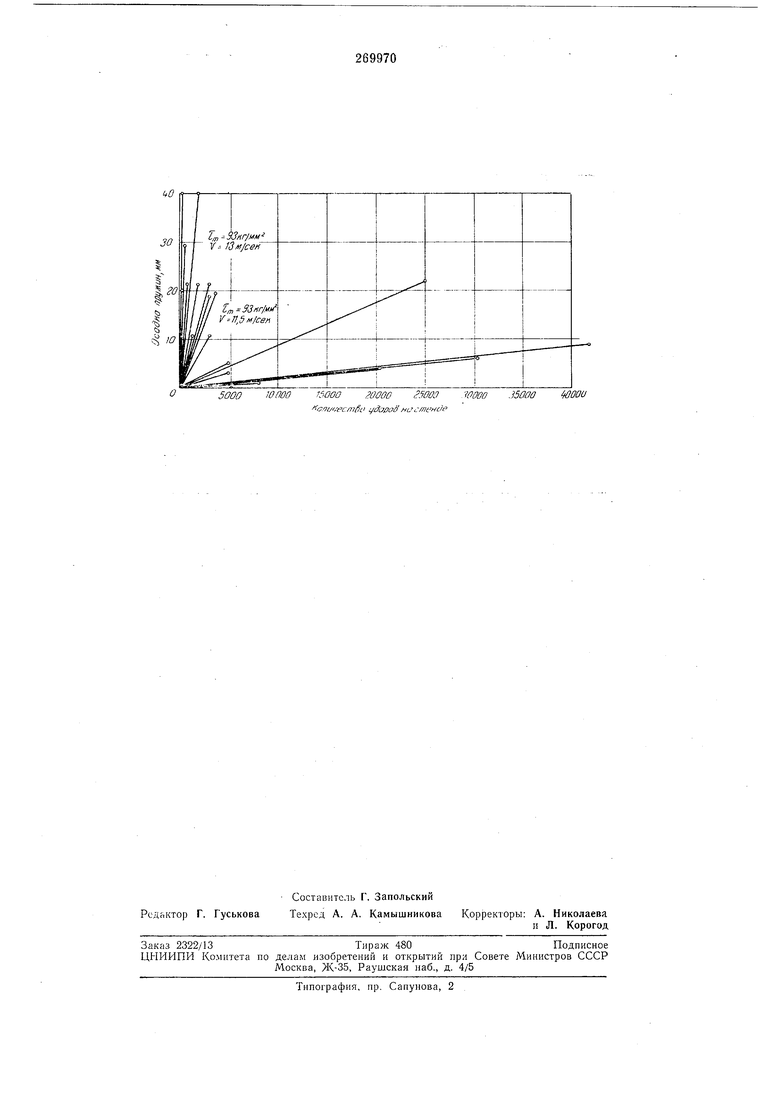
нагружепия и максимальными напрял ениями т„ .
По осп абцпсс расположены цифры, обозпачаюшпе количество ударов на стенде; по оси ординат - цифры, обозначающне осадку пружин, мм. Например, при осадке пружин в интервале от 10 до 20 лг.к т 93 кгм.ч- и ,5 м.сек; при осадке пружин в интервале от 30 до 40 мм Тт 80 /сг/.и.и и с. мсек.
Пружины, выполненные по описываемому способу, с учетом максимальных напряжений показали большую надежность и работоспособность при высоких скоростях нагружения.
Установлено, что пружины, изготовленные из закаливаемых марок стали, но не прошедшие дробеструйную обработку, часто ломаются при циклической работе или при одноразовом пагружении.
Предмет изобретения
Способ повышения стойкости ударно-дииамических винтовых цилиндрических пружин сжатия из закаливаемых марок стали, отличающийся тем, что, с целью обеспечения иадежности при скоростях выше критических значений и повышения упругих свойств, твердость пружин доводят закалкой и отпуском до 53-58 RC , а для устранения хрупкости стальной проволоки, возникшей при закалке на высокую твердость, подвергают дробеструйиой обработке.
rSOOa ЖООО 25000 WOOO
wnoo c.i/f/ecmf/i i o ollficL/fiei fшои
jsaao
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2013 |
|
RU2548876C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2623847C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2629401C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2605541C1 |
| СПОСОБ УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2462519C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2016 |
|
RU2625196C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВЫХ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 2015 |
|
RU2601015C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРУЖИН | 2010 |
|
RU2406587C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОЖИЛЬНЫХ ПРУЖИН | 2009 |
|
RU2392082C1 |