Известен способ замера наружного диаметра изделий по эталону, заключающийся в том, что настраивают отсчетное устройство на нуль по эталону, затем эталон снимают, а на его место устанавливают контролируемое изделие, замеряют максимальное отклонение от номинального значения и определяют диаметр но формуле D 2(/ + 6),
где / - установочное расстояние при нулевом показании индикатора, 6 - максимальное отклонение индикатора.
Предлагаемый способ отличается от известного тем, что с целью замера дискретного диаметра изделий, например диаметра трехшарошечных бескорнусных долот, после установки контролируемого изделия определяют максимальные отклонения от номинального значения для каждой шарошки и радиальным перемеш,ением долота относительно измерительного наконечника добиваются равного максимального отклонения для каждой шарошки, которое и учитывается при определении диаметра.
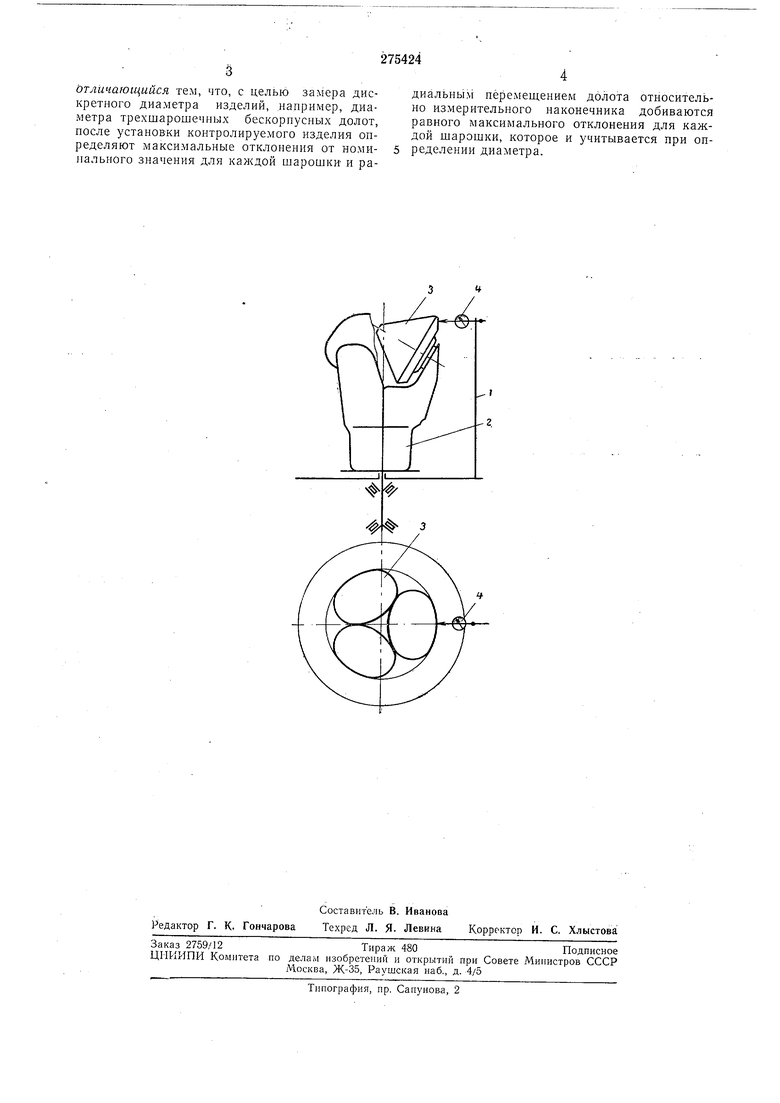
На чертеже изображен замер наружного диаметра трехшарошечного бескорпусного долота согласно описываемому способу.
снимают, а на его место устанавливают контролируемое долото 2.
Враш,ая долото, подводят каждую шарошку 3 к наконечнику индикатора 4. При обкатываНИИ наконечника но обратным конусам шарошек определяют максимальные показания индикатора 4, которые характеризуют степень смещения от номинального значения. Затем радиальным перемещением долота относительно измерительного наконечника добиваются равного максимального отклонения для каждой шарошки, которое и учитывается при определении диаметра по формуле D 2(l + 6), где /- установочное расстояние при нулевом
показании индикатора, 6 - максимальное отклонение индикатора.
Предмет изобретения
Способ замера наружного диаметра изделий но эталону, заключающийся в том, что настраивают отсчетиое устройство на нуль по эталону, затем эталон снимают, а на его место устанавливают контролируемое изделие, замеряют максимальное отклонение от номинального значения и определяют диаметр по формуле D 2(i+(,),
где / - установочное расстояние при нулевом показании индикатора; б - максимальное отклонение индикатора.
отличающийся тем, что, с целью замера дискретного диаметра изделий, например, диаметра трехшарошечных бескориусных долот, после установки контролируемого изделия определяют максимальные отклонения от номинального значения для калсдой шарошки- и радиальным нёремеш,ением долота относительно измерительного наконечника добиваются равного максимального отклонения для каждой шарошки, которое и учитывается при определении диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля диаметра прилегающего цилиндра сборного ступенчатого корпуса | 2017 |
|
RU2682572C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ ИЗДЕЛИЙ | 2003 |
|
RU2239155C1 |
| Устройство для контроля диаметра изделия | 1990 |
|
SU1740976A1 |
| СПОСОБ СБОРКИ ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2330929C2 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ НАРУЖНЫХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2159920C1 |
| УСТРОЙСТВО для КОНТРОЛЯ РАССТОЯНИЯ МЕЖДУ | 1969 |
|
SU246872A1 |
| ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ РАЗРУШЕНИЯ ПОРОДЫ РОТОРНЫМ БУРЕНИЕМ | 2012 |
|
RU2585777C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕСООСНОСТИ И ПЕРЕКОСА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU305345A1 |
| НУТРОМЕР | 1992 |
|
RU2044259C1 |