Изобретение относится к области технологии машиностроения и приборостроения, к технике метрологического обеспечения, а именно к средствам для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий.
Преимущественная область его применения - проектирование и изготовление универсальных высокоточных устройств, предназначенных для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий, в том числе оптических, прецизионных, с применением стандартных средств измерения прямым измерением.
Известен способ контроля вогнутых и выпуклых криволинейных поверхностей радиусными шаблонами (ГОСТ 4126-66). Контроль производят сопряжением шаблона с проверяемой поверхностью: по величине и равномерности просвета судят о качестве обработки (Берков В.И. Технические измерения. -М.: Высшая школа, 1977, с. 56). Сферические поверхности являются разновидностью таких поверхностей и контролируются аналогичным способом, хотя способ контроля их радиусными шаблонами весьма сложен и особенно затруднителен. Существующие универсальные измерительные инструменты не приспособлены для непосредственного контроля таких поверхностей. Однако и шаблоны не позволяют производить измерения действительных размеров параметров поверхностей и радиусов сферических изделий. Процесс изготовления шаблонов и контршаблонов с криволинейным профилем также весьма сложен и затруднителен, при этом они обладают свойством терять и менять свои параметры при хранении. Старение, коробление, коррозия, забоины, износ, влияние температуры и другие факторы не позволяют обеспечить достоверность оценки произведенных ими измерений.
Известно авт. св. N 122881, G 01 B 05/22 (публикация БИ N 19, 1959), в котором заявлен прибор для проверки параметров сферического изделия и поверхности тела вращения, имеющий хвостовую шарнирную часть, снабженную поперечными салазками и служащую для крепления на станке или вне станка. С хвостовой частью шарнирно соединена скоба, снабженная на концах расположенными на поперечных салазках центровыми цапфами для внутренней поворотной скобы, несущей переставной на ней индикатор, с целью точного совмещения точки пересечения оси наконечника индикатора и оси поворота внутренней скобы с центром сферического изделия или при контроле поверхности тела вращения - с базой, от которой заданы координаты точек этой поверхности.
Эти способы измерения размеров параметров наружных поверхностей сферических изделий заключаются в сравнении их параметров с соответствующими параметрами радиусных шаблонов и сферических эталонов.
Недостатком указанных решений, помимо сложности конструкции, является стремление измерять параметры сферических изделий не от начала отсчета отклонений - номинального размера сферического изделия, а от шаблона, подменяющего номинальный размер сферического изделия.
Известен способ определения параметров поверхностей (авт.св. N 238170, публикация БИ N 9, 20.02.69) на трехкоординатном измерительном устройстве, заключающийся в нахождении координат центров окружностей измеряемого изделия, образованных пересечением контролируемой сферической поверхности с плоскостями, проходящими через ее центр, и по величине размаха показаний индикатора при повороте его вокруг оси вращения определяют некруглость этих окружностей, а радиус их определяют, измерив расстояние между наконечником контактного щупа и осью его вращения.
Известное устройство для измерения радиусов кривизны сопряженных сферических поверхностей, выбранное в качестве прототипа заявляемого устройства (авт.св. N 338774, публикация БИ N 16, 15.05.72), содержит основание, предметный стол, шпиндель образцового вращения, несущий кривошип с измерительной головкой, на которой установлен измерительный щуп, взаимодействующий с контролируемой поверхностью. Измерительная головка выполнена поворотной вокруг оси, параллельной оси шпинделя образцового вращения и снабжена вторым измерительным щупом.
Недостаток известного способа и устройства заключается в том, что они не обеспечивают высокого качества измерений размеров параметров поверхностей и радиусов сферических изделий, так как отсчеты, фиксирование координат перемещения изделий, а также расчеты расстояний между щупом и осью его вращения с применением формулы и совмещение центра сферической поверхности с осью шпинделя образцового вращения, совмещение оси измерительного щупа с осью изделия осуществляется путем установочного перемещения контролируемого изделия вдоль трех координатных осей.
Как ось, так и центр - это пространственные понятия, поэтому совместить их путем перемещения устройством, обладающим элементами для установочного перемещения вдоль трех координатных осей невозможно или возможно теоретически. Кроме того, наличие большого количества элементов для установочного перемещения усложняет конструкцию устройства, не позволяет с высокой точностью, если вообще позволяет, осуществлять все вышеизложенные измерительные операции.
Необходимость многократного снятия и установки на устройство контролируемых изделий требует его многократной настройки, влекущей за собой в ряде случаев накопление погрешности измерения.
Неправильный выбор начала отсчета измерений, т.е. замена при настройке устройства номинального размера эталоном, сопряженной поверхностью и т.д., неизбежно приводит к неправильной оценке измеряемых параметров, а измеренные таким образом величины не могут быть признаны действительными и достоверными. Устройство не позволяет производить измерения размеров параметров поверхностей изделий типа шарового слоя, шарового сегмента, ступенчатых сферических поверхностей и т.д.
Решаемой технической задачей является разработка устройства для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий с применением стандартных средств измерений прямым измерением и лишенных указанных недостатков.
Технический результат - высокая точность измерений, решение впервые задачи измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий, оценка измерений по отклонениям от заданного номинального размера параметра поверхности и радиуса сферического изделия с применением только высокоточных стандартных плоскопараллельных концевых мер длины и отсчетных устройств прямым измерением, расширение области применения, исключение из практики применения нестандартных средств измерения, не охваченных ГОСТ, простота наладки устройства и его применения. Большой экономический эффект, поскольку отпадает необходимость изготовления и применения шаблонов.
Поставленная задача решается следующим образом.
Предлагаемое устройство для измерения действительных размеров параметров поверхности и радиусов сферических изделий выполняется из конструктивных звеньев и элементов, имеющих минимальное количество соединений.
Ось отсчетной осевой головки в вертикальной плоскости постоянно совмещена с осью предметного стола. Наладка устройства на номинальный размер наружного радиуса сферического изделия осуществляется по плоскопараллельным концевым мерам длины (ГОСТ 9038-83) от оси шпинделя элемента, несущего головку, до ее наконечника (щупа). С этой целью для удобства и быстроты выполнения этой операции плоскость предметного стола используется как первоначальная промежуточная база для установки на нее набора плоскопараллельных концевых мер длины размером, равным номинальному размеру наружного радиуса сферического изделия. Для этого плоскость предметного стола совмещена с горизонтальной плоскостью оси шпинделя по упору, установленному на шпиндель элемента, несущего отсчетную осевую головку. Упор съемный имеет плоский срез. Плоскость среза совмещена с горизонтальной плоскостью оси шпинделя. Установка сферического изделия в соосное положение с осью предметного стола осуществляется откидным самоцентрирующим устройством, выполненным в виде установленного в горизонтальной плоскости кольца с внутренним калиброванным конусом, ось которого в рабочем положении совмещена с осью отсчетной осевой головки и осью предметного стола, а большое основание конуса обращено к плоскости предметного стола. Предметный стол установлен с возможностью вращения вокруг своей оси и перемещения в вертикальной плоскости, а также снабжен вакуумным присосом для крепления сферических изделий на нем после установки их в соосное с ним положение.
Сущность изобретения поясняется чертежом, где показана схема устройства для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий.
Устройство для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий содержит основание 1, несущее предметный стол 2, снабженный элементами для установочного перемещения в вертикальной плоскости и вращательного вокруг своей оси с вакуумным присосом для крепления сферических изделий на нем после установки их в соосное с ним положение. В основании 1 закреплен кронштейн 3, несущий в своих гнездах на двух отличающихся своей длиной параллельно друг другу установленных и радиально расположенных, имеющих возможность перемещения в вертикальной плоскости стойках 4 откидывающийся держатель 5 с установленным на нем кольцом 6 с внутренним калиброванным конусом, горизонтально расположенным, ось которого в рабочем положении совмещена с осью предметного стола 2 и осью отсчетной осевой головки 10, большим основанием обращенным к плоскости предметного стола 2, а также шпиндель 7, снабженный червячным приводом и лимбом с угловой шкалой (не показаны), несущий полускобу 8 и каретку 9 с отсчетной осевой головкой 10. На шпиндель 7 установлен съемный упор 11, имеющий плоский срез, плоскость которого совмещена с горизонтальной плоскостью оси шпинделя.
Устройство, выполненное в соответствии с техническим решением, работает следующим образом.
Откидывающееся самоцентрирующее устройство отводится из зоны плоскости предметного стола 2 путем вывода из гнезда кронштейна 3 укороченной стойки 4, повернув его за зону плоскости стола поворотом в своем гнезде вокруг своей оси другой удлиненной стойки 4 на любой угол, обеспечивающий удобство для работы. На шпиндель 7 устанавливается съемный упор 11. Перемещая предметный стол 2 в вертикальной плоскости, обеспечивают упор его в плоскость среза упора 11 до совмещения их плоскостей. На предметный стол 2 устанавливают набор плоскопараллельных концевых мер длины с размером, равным номинальному размеру наружного радиуса контролируемого сферического изделия. Перемещая каретку 9 с отсчетной осевой головкой 10 до соприкосновения ее наконечника (щупа) с набором концевых мер длины, установленных на предметном столе, находящемся в контакте с упором 11, обеспечивают запас хода наконечника на возможные отклонения измеряемого изделия и фиксируют (записывают) показания отсчетной осевой головки и закрепляют каретку 9 в этом положении. Опускают предметный стол 2 до положения, удобного для установки сферического изделия на нем. Концевые меры длины убираются со стола, а также удаляют со шпинделя 7 упор 11. Сферическое изделие устанавливается в соосное с предметным столом 2 положение самоцентрирующим устройством, устанавливая его в рабочее положение путем введения укороченной стойки 4 в ее гнездо кронштейна 3 и базируя конус кольца 6 на сферическую поверхность изделия. В таком положении с помощью переставных магнитов или вакуумного присоса изделие закрепляется на предметном столе 2. Самоцентрирующее устройство вышеописанным способом выводится из зоны сферической поверхности изделия и плоскости предметного стола 2. Перемещением предметного стола 2 вместе со сферической деталью в вертикальной плоскости последняя вводится во взаимодействие сферической поверхностью с наконечником отсчетной осевой головкой, а несущая ее полускоба 8 поворачивается вокруг своей оси на угол, равный центральному углу сферического изделия, во время чего показания отсчетной осевой головки 10 фиксируются (записываются). Поворотом предметного стола 2 вокруг своей оси на любой угол с одновременным, при необходимости, перемещением его в вертикальной плоскости производят измерения размеров параметров любого количества дуг больших кругов изделия. Продолжая взаимодействие наконечника отсчетной осевой головки с поверхностью сферического изделия и обеспечивая прохождение ее наконечника по всем точкам дуг больших кругов изделия, добиваются одинаковости ее показаний, что является признаком совмещения центра дуг больших кругов изделия и центра дуги большого круга, описываемой наконечником отсчетной осевой головки в пространстве. Сравнивая при измерениях показания отсчетной осевой головки с ее показанием, зафиксированным при настройке (наладке) по плоскопараллельным концевым мерам длины, оценивают и определяют действительные размеры параметров поверхности и радиусы контролируемого изделия. Они определяются размерами параметров дуг больших кругов изделия и оцениваются по совпадению или отличию (отклонению) их величин от размера параметра дуги большого круга (центр которой совмещен с центром сферического изделия), описанной в пространстве при взаимодействии со сферической поверхностью изделия наконечником отсчетной осевой головки с зафиксированным ею до начала измерения показанием размера наружного радиуса, равного заданному номинальному размеру наружного радиуса сферического изделия, отмеренного по концевым мерам длины от оси шпинделя элемента, несущего отсчетную осевую головку, до ее наконечника и повернутого на угол, равный центральному углу сферы контролируемого изделия.
Таким образом, предлагаемое изобретение на устройство для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий:
1) упрощает конструкцию устройства за счет применения минимального количества звеньев и установочных конструктивных элементов и соединений; при этом кардинально повышает точность измерений;
2) позволяет применять только стандартные средства измерения, в том числе высокоточные плоскопараллельные концевые меры длины и отсчетные осевые головки пневматические, индуктивные, электрические датчики, механические индикаторы и др. с ценой деления от 0,01 до 0,0001 мм;
3) решает задачу измерений действительных размеров параметров поверхностей и радиусов сферических изделий прямым измерением с высокой степенью достоверности;
4) отпадает необходимость проектирования и изготовления одноразовых дорогостоящих нестандартных средств измерения: шаблонов, эталонов, образцов и позволяет снять субъективный фактор оценки измеренных размеров этими средствами;
5) повышает производительность труда за счет простоты применения и обслуживания предлагаемого измерительного устройства;
6) расширяет область применения устройства: позволяет производить измерения размеров параметров любых наружных сферических поверхностей, в т.ч. шаровых сегментов, шарового слоя, ступенчатых сферических поверхностей, осуществлять точный входной контроль изделий внешней поставки и изделий, бывших в эксплуатации, а также измерять размеры тонкостенных сферических изделий и секторов на оправке;
7) позволяет производить особо точные разметочные работы на поверхностях сферических изделий;
8) позволяет кардинально повысить качество соединений сферических деталей;
9) позволяет получить значительный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ МЕТАЛЛА | 2000 |
|
RU2190037C2 |
| ЗАМЕДЛЯЮЩАЯ СИСТЕМА ТИПА "РАЗРЕЗНОЕ КОЛЬЦО - СПИРАЛЬНАЯ ПЕРЕМЫЧКА" | 1997 |
|
RU2136075C1 |
| ГОЛОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2001 |
|
RU2205731C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| БОЛТ | 1998 |
|
RU2175414C2 |
| ЛИНИЯ ПЕРЕДАЧИ ИМПУЛЬСОВ ЭЛЕКТРОМАГНИТНОЙ ЭНЕРГИИ | 1999 |
|
RU2187180C2 |
| КОМПЕНСИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СФЕРИЧЕСКИХ ДЕТАЛЕЙ | 1995 |
|
RU2107854C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ПРОЕМА ВЗРЫВОЗАЩИТНОГО СООРУЖЕНИЯ | 2002 |
|
RU2215108C1 |
Изобретение относится к технологии машиностроения и приборостроения, к технике метрологического обеспечения, а именно к средствам для измерения действительных размеров параметров наружных поверхностей и радиусов сферических изделий. Устройство для измерения параметров наружных поверхностей и радиусов сферических изделий содержит основание, предметный стол, имеющий возможность вертикального перемещения, шпиндель образцового вращения, несущий элемент, на котором установлена осевая отсчетная головка с возможностью перемещения вдоль оси предметного стола и вращения вокруг измеряемой детали. В устройство введены упор, имеющий возможность контактирования с предметным столом плоскостью, совпадающей с осью вращения осевой отсчетной головки для точной настройки устройства на номинальный размер параметра поверхности и радиуса сферического изделия, а также установленное на держателе конусное кольцо, большое основание которого обращено к предметному столу, а ось кольца совпадает с осью предметного стола, установленного с возможностью вращения вокруг своей оси. Держатель конусного кольца может быть выполнен поворотным вокруг имеющейся оси с возможностью фиксации. Предметный стол может быть снабжен пневмосхватом для фиксации измеряемого изделия. Технический результат - измерение действительных размеров параметров наружных поверхностей и радиусов сферического изделия прямым измерением с высокой степенью точности и достоверности, оценка измерений по отклонениям от заданного номинального размера параметра поверхности и радиуса сферического изделия с применением только высокоточных стандартных плоскопараллельных концевых мер длины и отсчетных устройств прямым измерением, расширение области применения нестандартных средств измерения, не охваченных ГОСТ, простота наладки устройства и его применения, большой экономический эффект, поскольку отпадает необходимость изготовления и применения шаблонов. 2 з.п.ф-лы, 1 ил.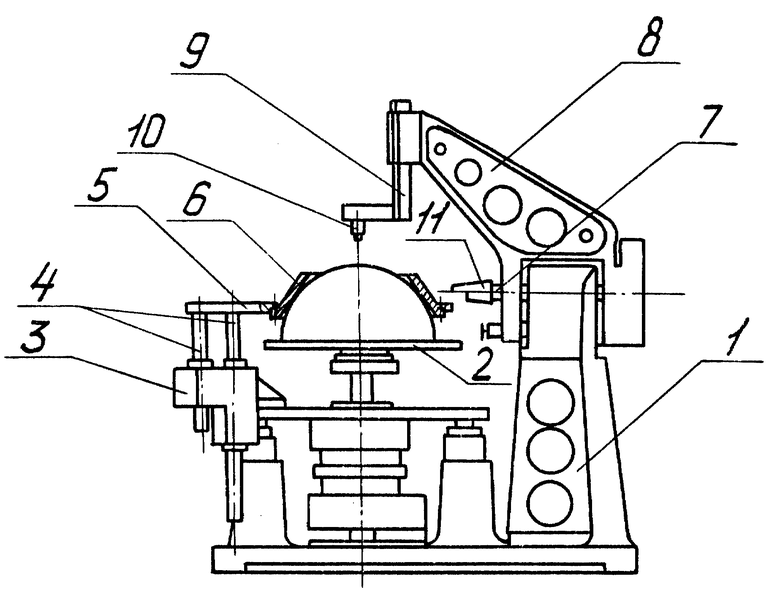
| УСТРОЙСТВО для ИЗМЕРЕНИЯ РАДИУСОВ КРИВИЗНЫ СОПРЯЖЕННЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU338774A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ | 0 |
|
SU238170A1 |
| СФЕРОМЕТР ДЛЯ ВЫПУКЛЫХ СФЕР | 0 |
|
SU258618A1 |
| Устройство для контроля шаров | 1990 |
|
SU1837149A1 |
| БЕРКОВ В.И | |||
| Технические измерения | |||
| - М.: Высшая школа, 1977, с.56 | |||
| Пуговица | 0 |
|
SU83A1 |

