Описываемый оиособ от-носится к электрова«уумному ироизводству и предназначен для сборки катодно-МОдуляторных узлов электроннолучевых трубок.
Известны способы сборки катодно-модуляторных узлов электроннолучевых трубок, основанные на иоиаке оптим ального взаимяого положения катодного узла относительно Моду лятора путем замера емкости .между катодом и ускоряющим электродом -через отверстие в модуляторе.
Однако указанные способы обладают существен«ьгми недостатками: после нахождения оптимального положения деталей катодНО-модуляторного узла производят фикоирова-ние катодного узла относительно модулятора посредством .контактной сварки или просечек. Это приводит к значительному уходу от устанавлен1ной величины емкости между 1катодом и ускоряющим электродом, так «ак деформирование фиксируемых деталей механическими усилиями сварочных электродов или просекающих пуа«сонов осущест вляют после их точной сборки. Закрепление катода относительно модулятора производят в нескольких (как правило, в трех) точках, равномерно расположенных по окружности модулятора, тосредствам сварки или просечки, при этом требуется большое усилие для прео.доления имеющегося зазора между катодо м и мо.дулятором, что
приводит к значительным деформациям катодно-модуляторного узла и непараллельности торцов катода и модулятора. Эти недостатки .приводят К больщому разбросу одного из определяющих показателей качества электроннолучевых трубок (особенно цветных) -запирающего напряжения.
Целью предлат;аемого способа является повышение качества сбо.рки катодно-модуляторных узлов путем введения точно.го взаимного перемещения катодного узла относительно модулятора и сведения к минимуму деформаций деталей катодно-модуляторного узла, что повысит стабильность воопр1оизв01дства величины
запирающего напряжения и, следовательно, качество электронпо-лучевых трубок.
Сущность описывае юго изоб.ретеш-ш заключается в том, чтю точное перемещение модулятора относительно катодного узла
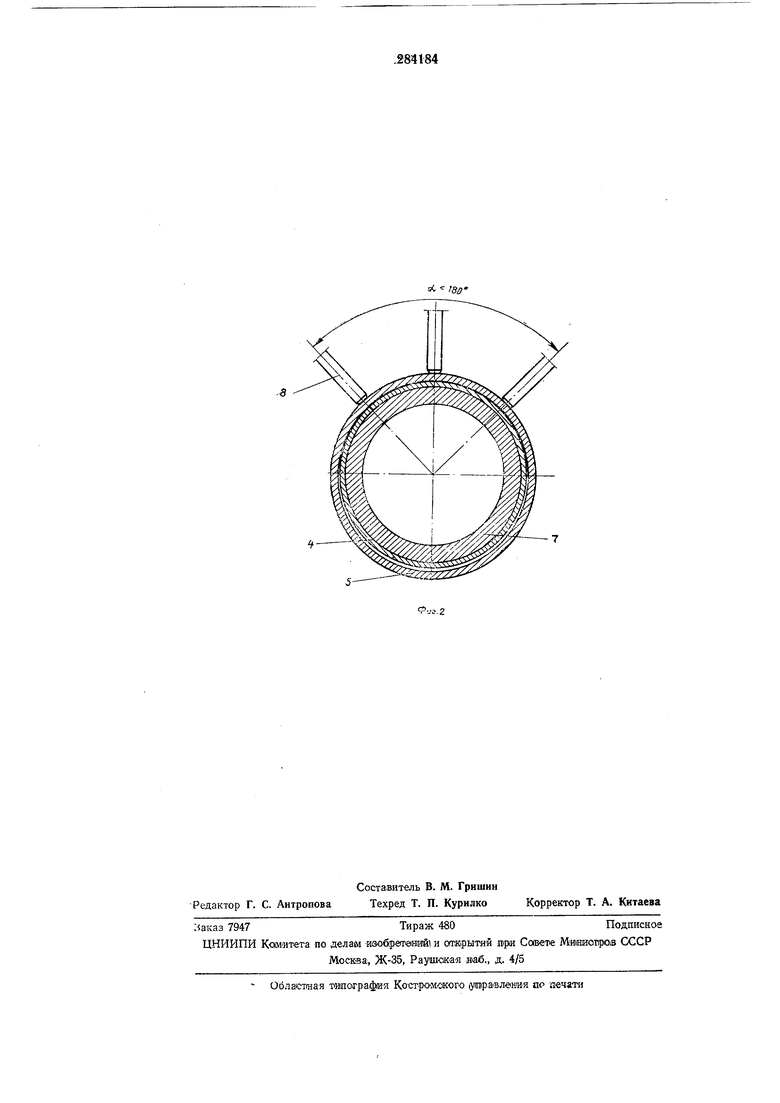
ведут при их предварительном сжатии сварочными электродами. При этом электроды располагают в плоскости, перпендикулярной к оси катодно-модуляторного узла и ограниченной сектором с углом меньшим 180°.
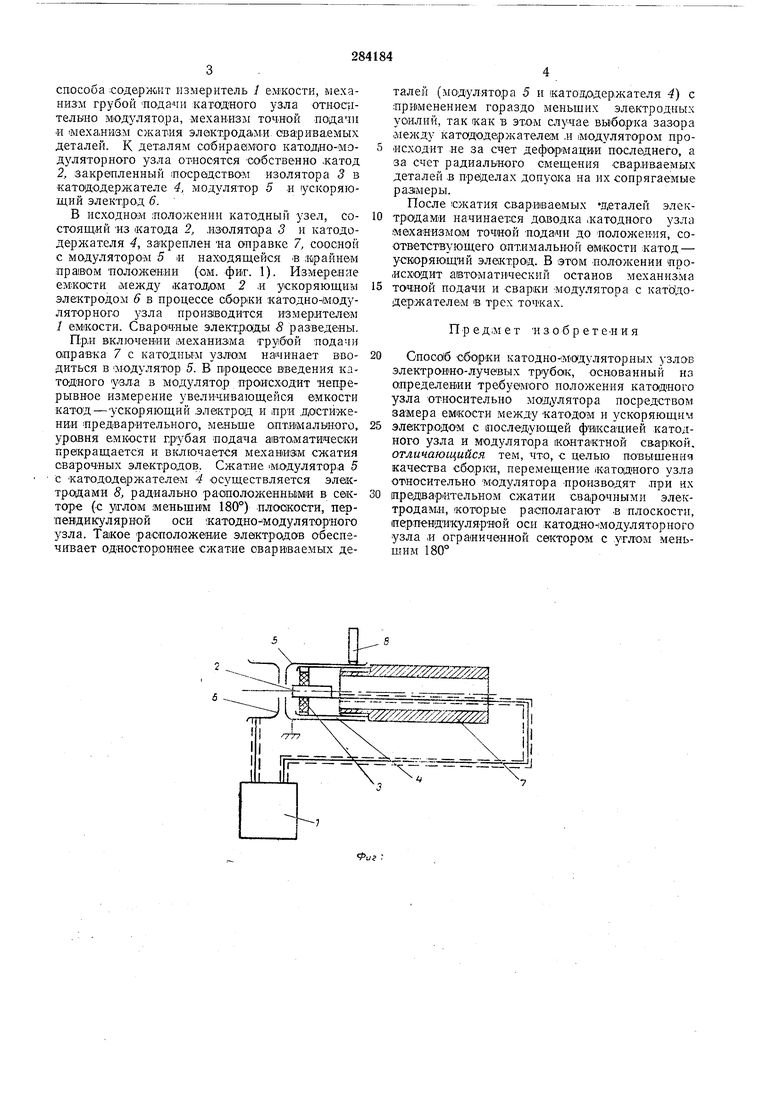
На фиг. 1 дана схема катадно-модуляторного узла с подключенньгм ,ителем емкости; на фиг. 2 - схема расположения сварочных электродов в плоскости, перпендикулярной оси катода и модулятора.
способа содержит измеритель 1 емкости, механизл грубой -подачи :катодного узла OTHOCfiтелыно модЛлято.ра, механизм точной подачи и механивм сжатия элект.рода/м-и. сва:рива.емых деталей. К деталям собираемого катодно-модуляторного узла относятся собственно .катод 2, закрепленный посредством изолятора 3 в катододержателе 4, модулятор 5 -н ускоряющий электрод 6.
В исходном яоложении катодный узел, состоящий ИЗ жатода 2, .изолятора 3 и катододержателя 4, закреплен на оправке 7, соосной с модулятором 5 « находящейся в .крайнем правом положении (ом. фи1Г. 1). Измереняе емкости между катодом 2 .и ускоряющим электродом 6 в процессе катодно-аюдуляторного узла произ1водится измерителем / емкости. СварОЧНые электроды 8 разведены.
Пр.н включении механизма грубой подачи оиравка 7 с катодны-м узлом начинает вводиться в м.одулятор 5. В процессе введения катодного узла в модулятор происходит непрерывное измерение увеличивающейся емкости катод - ускоряющий электрод и прИ достижении предварительного, меньще оптимального, уровня емкости грубая подача а1втоматически прекращается и включается механизм сжатия сварочных электродов. Сжатие модулятор.а 5 с катододержателем 4 осуществляется элелстродами 8, радиально расположенными в секторе (с углом .меньшнм 180°) плоакости, перпендикулярной оси катодно-модуляторного узла. Такое расположеиие электродов обеспечивает одностороннее сжатие свариваемых деталей (модулятора 5 и катододержателя 4) с применением гораздо меньщих электродных усилий, так как в этом случае выборка зазора .между катододержателем .и людулятаром происходит не за счет деформации последнего, а
за счет радиального смещения .свариваемых
деталей .в пределах допуска на их сопрягаемые
раз1меры.
После сжатия свариваемых деталей электродами начинается доводка .катодного узла .Механизмом точной подачи до положен.ия, соответствующего оптимальной емкости .катод - ускоряющий электрод. В этом .положении происходит автоматический останов механизма
точной подачи и сварки модулятора с катЬдодержателем в трех точках.
Предмет пзобретепия
Способ оборки катодно-модуляторных узлов Электрон«о-лучевых трубок, основанный ня определении требуемого положения катодного узла относительно мод,улятора посредством ззмера емкости между катодом и ускоряющим
электродом с последующей фЕксацией катодного узла и модулятора контактной свар1кой. отличающийся тем, что, с целью повышення качества сборки, перемещение 1катод1ного узла относительно модулятора производят при их
предварительном сжатии сварочными электродами, (которые располагают .в плоскости, 1пер.пен1Дижулярной оси катодно модуляторного узла и огра1ниченной сектором с углом меньшим 180°
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЮСТИРОВКИ КАТОДНО-СЕТОЧНОГО УЗЛА | 2003 |
|
RU2251757C2 |
| Катодно-модуляторный узел компланарной электронно-оптической системы | 1982 |
|
SU1078491A1 |
| ЭЛЕКТРОННАЯ ПУШКА С ЛИНЕЙНЫМ ТЕРМОКАТОДОМ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОГО НАГРЕВА | 2001 |
|
RU2238602C1 |
| Катодный блок сварочной электронной пушки | 2017 |
|
RU2680150C1 |
| Катодно-модуляторный узел электронно-лучевого прибора | 1981 |
|
SU945917A1 |
| Плоскостной триодный прожектор электронно-лучевой трубки | 1989 |
|
SU1688302A1 |
| ИМПУЛЬСНАЯ РЕНТГЕНОВСКАЯ ТРУБКА | 2022 |
|
RU2792844C1 |
| Катодный узел электронного сварочного излучателя | 1969 |
|
SU327749A1 |
| КАТОДНО-МОДУЛЯТОРНЫЙ УЗЕЛ | 1985 |
|
RU1380509C |
| Электронно-оптическая система приемной электронно-лучевой трубки | 1985 |
|
SU1314853A1 |