Известен способ изготовления ценей с замыкающими звеньями для застежек-молний из искусственного .материала, заключающийся в том, что термопластичный искусственный материал вводят в бесконечную цепь форм для замыкающи.х звеньев, затем удаляют формы и охлаждают изделие.
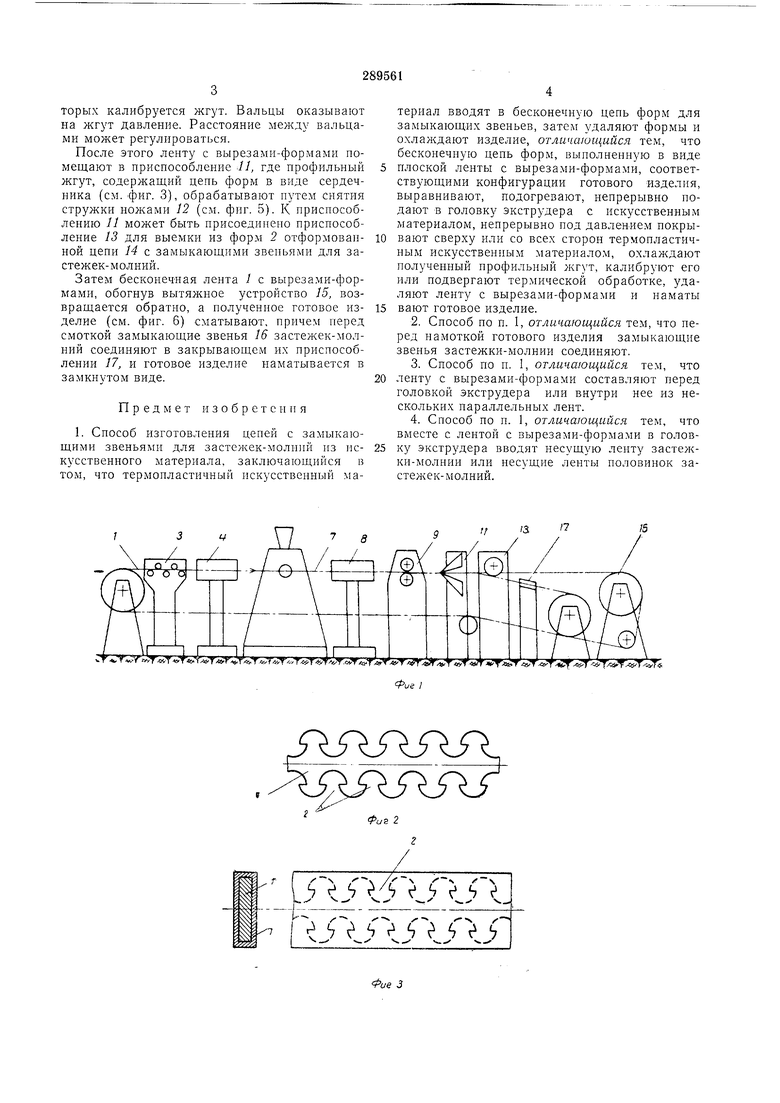
Согласно предлагаемому способу бесконечную цепь форм, выполненную в виде плоской ленты с вырезами-фор.мами, соответствующими конфигурации готового изделия, выравнивают, подогревают, непрерывно подают в головку экструдера с пскусственным материалом, непрерывно под давлением покрывают сверху или со всех сторон термопластичным пскусственным материалом, охлаждают полученный профильный жгут, колибруют его или подвергают термической обработке, удаляют ленту с вырезами-формами и наматывают готовое изделие. Перед намоткой изделия замыкающие звенья застежки-молнии соединяют. Лепту с вырезами-формами составляют перед головкой экструдера или внутри нее из нескольких параллельных лент. Можно также вместе с лентой с вырезами-формами вводить в головку экструдера несущую ленту застежки-.молнни или несущие ленты половинок застежек-.молиий.
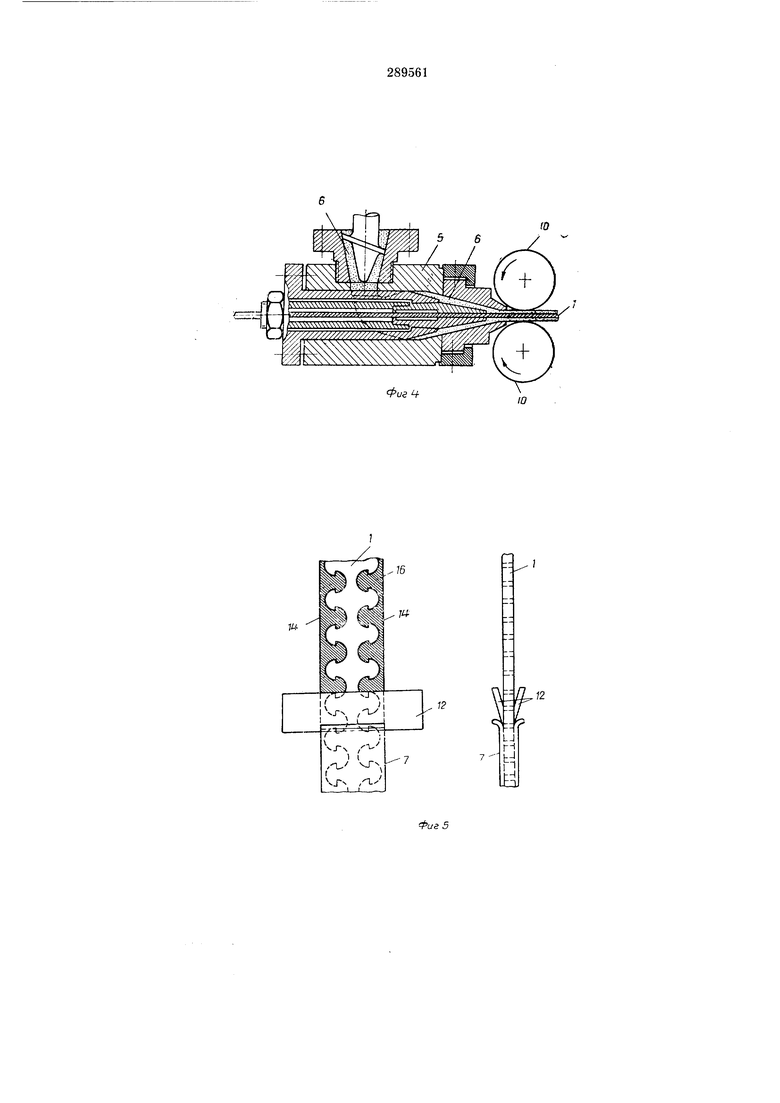
лента с выреза.ми-формами; на фиг. 3 - лента с вырезами-формами, покрытая термопластичным пскусственным матерналом (в двух проекциях): на фиг. 4 показано прохождение ленты через экструдер; на фиг. 5 - обработка л гута ножамн (в двух проекциях); на фиг. 6- готовая цепь с замыкающими звеньями для застежек-молний. Согласно предлагаемому способу бесконечную цепь форм, выполненную в виде плоской ленты / с вырезамп-формами 2 (см. фиг. 2), имеющими конфигурацию готового изделия застежек-молний, пропускают через выравнивающее приспособление 3, подогревают в приспособлении 4, непрерывно подают в головку экструдера 5 (см. фиг. 4) с искусственным материалом 6 и непрерывно под давленпем покрывают лепту / сверху или со всех сторон этим материалом.
Вместе с лентой I в головку экструдера можно вводить несущую ленту застежки-молнии или несущие ленты половпнок застежекмолний. Во время движення ленты / в экструдере ее вырезы-формы 2 непрерывно заполняются искусственным термопластнчным материалом. По выходе из экструдера 5 профильный жгут охлаждают в ирисиособлении 8 и затем в приспособлении 9 калибруют или подвергают термической обработке. Приспособлеторых калибруется жгут. Вальцы оказывают на жгут давление. Расстояние между вальцами может регулироваться.
После этого ленту с вырезами-формами помещают в присиособленце //, где нрофильный жгут, содержащий цепь форм в виде сердечника (см. фиг. 3), обрабатывают путем сиятня стружки ножами 12 (см. фиг. 5). К приспособлению 11 может быть присоединено приспособление 13 для выемкн из форм 2 отформованной цепи 14 с замыкающими звеньями для застежек-молний.
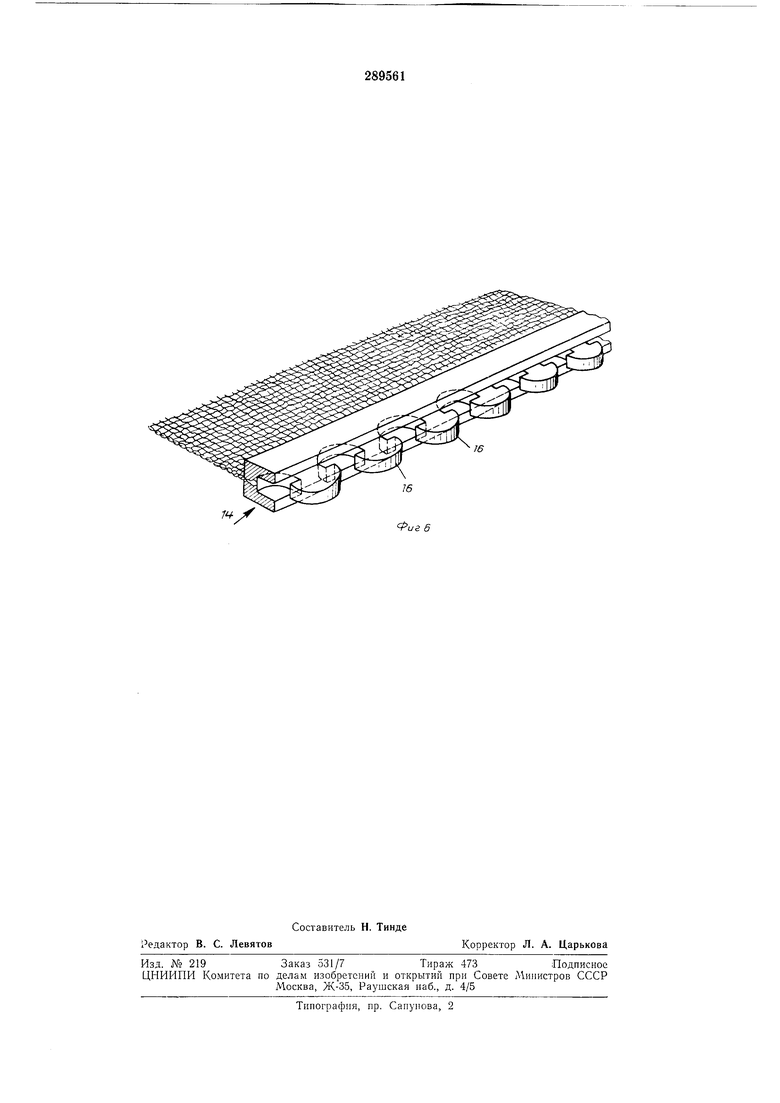
Затем бесконечная лента 1 с вырезами-формамн, обогнув вытяжное устройство 15, возвращается обратно, а полученное готовое изделие (см. фиг. 6) сматывают, причем перед смоткой замыкающие звенья 16 застежек-молний соединяют в закрывающем нх приспособлении 17, н готовое изделие наматывается в замкнутом виде.
Предмет изобретения
1. Способ нзготовлення цепей с замыкающими звеньями для застежек-молний из искусственного материала, заключающийся в том, что термоиластичный искусственный матернал вводят в бесконечную цепь форм для замыкающих звеньев, затем удаляют формы н охлаждают изделие, отличающийся тем, что бесконечную цень форм, выполненную в внде
плоской ленты с вырезамн-формами, соответствующими конфигурации готового изделия, выравнивают, подогревают, непрерывно иодают в головку экструдера с искусственным материалом, непрерывно под давлением нокрывают сверху или со всех сторон термопластичным искусственным материалом, охлаждают полученный нрофильный жгут, калибруют его илн подвергают термической обработке, удаляют ленту с вырезами-формами н наматы
вают готовое изделие.
2.Способ но п. 1, отличающийся тем, что иеред намоткой готового изделия замыкающие звенья застежки-молнии соединяют.
3.Способ но п. 1, отличающийся тем, что ленту с вырезами-формами составляют иеред
головкой экструдера илн внутри нее из нескольких параллельиых лент.
4.Способ по п. 1, отличающийся тем, что вместе с лентой с вырезами-формами в головку экструдера вводят несущую ленту застежкн-молннн или иесущие леиты половинок застежек-молний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления застежки-молнии с цепями соединительных звеньев из термопластичного материала и установка для его осуществления | 1974 |
|
SU502596A3 |
| ЗАСТЕЖКА-МОЛ Н ИЯ | 1970 |
|
SU261283A1 |
| ЗАСТЕЖКА-МОЛНИЯ | 1969 |
|
SU240592A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗАСТЕЖКИ-МОЛНИИ С ЦЕПЯМИ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1991 |
|
RU2010721C1 |
| Устройство для изготовления застежки-молнии | 1977 |
|
SU888805A3 |
| "Устройство для сбора заданного количества застежек "молния" в открытую связку застежек "молния" | 1989 |
|
SU1745098A3 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЗАСТЕЖКИ-Л\ОЛНИИ | 1973 |
|
SU365059A1 |
| Застежка - молния | 1987 |
|
SU1685251A3 |
| ГЕРМЕТИЧНАЯ ЗАСТЕЖКА-МОЛНИЯ | 2007 |
|
RU2429771C2 |
| ЗАСТЕЖКА-МОЛНИЯ | 1969 |
|
SU240593A1 |
2
ЛГП
7Д
Фиг ЦЛ2
.
CSLJ
16
16
Фиг 6
