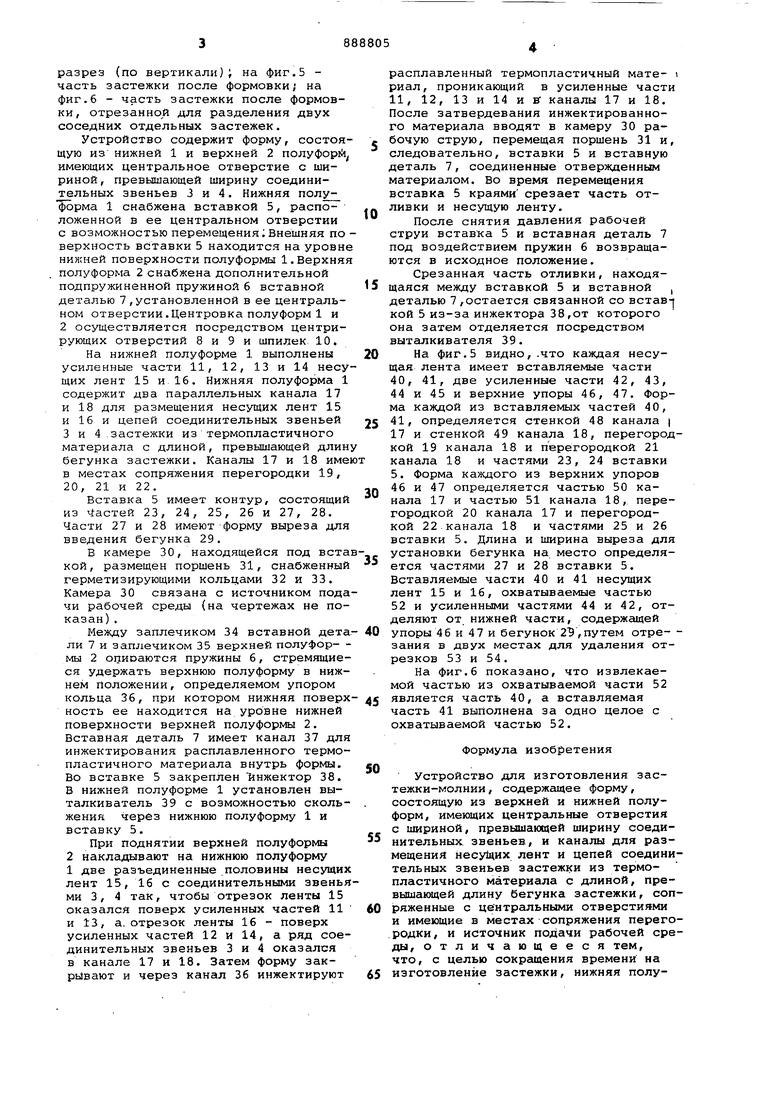
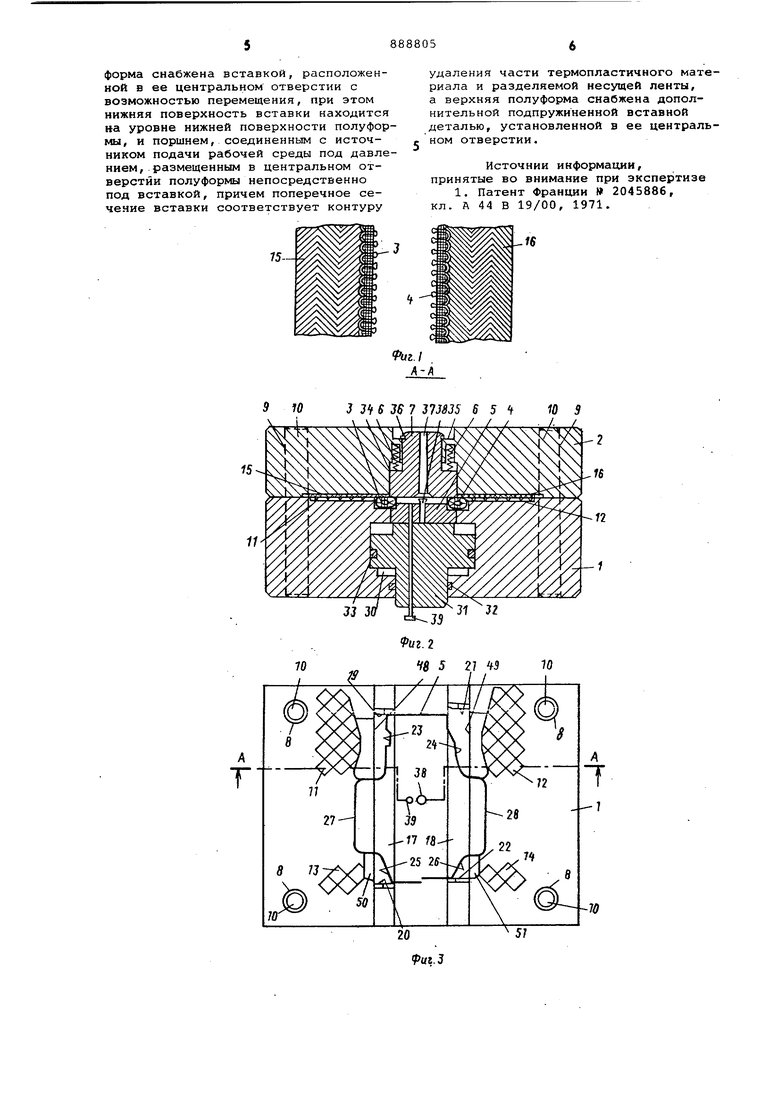
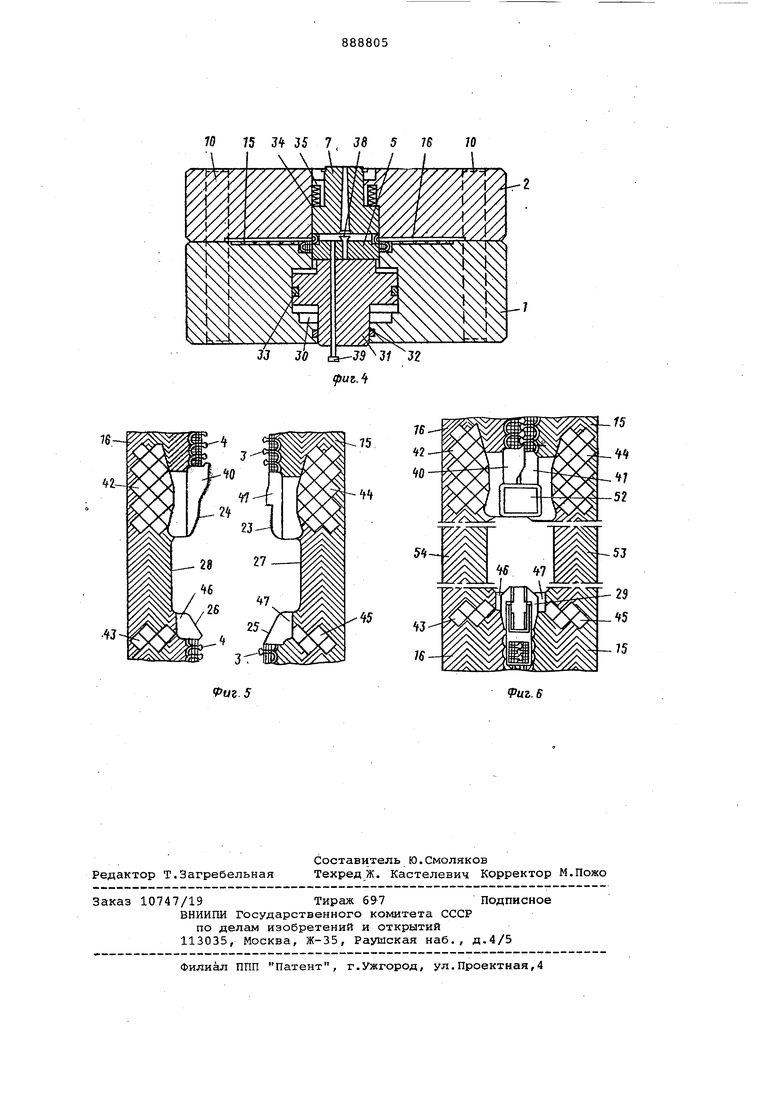
Изобретение относится к области текстильной промышленности, а именно к устройства для изготовления застежек-молний. Известно устройство для изготовления застежки-молнии, содержащее форму, состоящую из верхней и нижней полуформ, имекяцих центральные от верстия с шириной, превышающей ширину соединительных звеньев, и каналы для размещения несущих лент и цепей соединительных звеньев застежки из термопластичного материала с длиной превышающей длину бегунка застежки, сопряженные с центральными отверстиями, и имеющие в местах сопряжения перегородки, и источник подачи рабочей среды 1. . Недостатком известного устройства является длительность изготовления застежки. Цель изобретения - сокращение вре мени на изготовление застежки. Цель достигается тем, что в устройстве для изготовления застежкимолнии , содержащем форму, состоящую из верхней и нижней полуформ, имеющи центральные отверстия с шириной, пре вышающей ширину соединительных звеньев, и каналы для размещения несущих лент и цепей соединительных звеньев застежки из термопластичного матерала с длиной, превышающей длину бегунка застежки, сопряженные с центральными отверстиями и имеющие в местах сопряжения перегородки, и источник подачи рабочей среды, нижняя полуформа снабжена вставкой, расположенной в ее центральном отверстии с возможностью перемещения, при этом нижняя поверхность вставки находится на уровне, нижней поверхности полуформы, и поршнем, соединенным с источником подачи рабочей среды под давлением, размещенным в центральном отверстии полуформы непосредственно под вставкой, при этом поперечное сечение вставки соответствует контуру удаления части термопластичного материала и разделяемой несущей ленты, а верхняя полуформа снабжена дополнительной подпружиненной вставной деталью, установленной в ее центральном отверстии. На фиг.1 изображена застежка-молния-, на фиг.2 - разрез А-А на фиг.З; на фиг.3 - нижняя полуформа, план; ,на фиг.4 - предложенное устройство. разрез (по вертикали); на фиг.5 часть застежки после формовки; на фиг.6 - часть застежки после формовки, отрезанной для разделения двух соседних отдельных застежек. Устройство содержит форму, состоя щую из нижней 1 и верхней 2 полуфорй имеющих центральное отверстие с шириной , превышающей ширину соедини тельных звеньев 3 и 4. Нижняя полуформа 1 снабжена вставкой 5, расположенной в ее центральном отверстии с возможностью перемещения;Внешняя по верхность вставки 5 находится на уровн нижней поверхности полуформы 1. Верхня полуформа 2 снабжена дополнительной подпружиненной пружиной 6 вставной деталью 7 , установленной в ее центральном отверстии.Центровка полуформ 1 и 2 осуществляется посредством центрирующих отверстий 8 и 9 и шпилек 10. На нижней полуформе 1 выполнены усиленные части 11, 12, 13 и 14 несу щих лент 15 и 16. Нижняя полуформа 1 содержит два параллельных канала 17 и 18 для размещения несущих лент 15 и 16 и цепей соединительных звеньей 3 и 4 застежки из термопластичного материала с длиной, превышающей длин бегунка застежки. Каналы 17 и 18 име в местах сопряжения перегородки 19, 20, 21 и 22. Вставка 5 имеет контур, состоящий из Частей. 23, 24, 25, 26 и 27, 28. Части 27 и 28 имеют форму выреза для введения бегунка 29. В камере 30, находящейся под вста кой, размещен поршень 31, снабженный герметизирующими кольцами 32 и 33. Камера 30 связана с источником пода чи рабочей среды {на чертежах не показан) . Между заплечиком 34 вставной дета ли 7 и заплечиком 35 верхней полуформы 2 опиоаются пружины 6, стремящие ся удержать верхнюю полуформу в нижнем Положении, определяемом упором кольца 36, при котором нижняя поверх ность ее находится на уровне нижней поверхности верхней полуформы 2. Вставная деталь 7 имеет канал 37 для инжектирования расплавленного термопластичного материала внутрь формы. Во вставке 5 закреплен инжектор 38, В нижней полуформе 1 установлен выталкиватель 39 с возможностью скольжения через нижнюю полуформу 1 и вставку 5. При поднятии верхней полуформы 2 накладывают на нижнюю полуформу 1 две разъединенные половины несущи лент 15, 16 с соединительными звень ми 3 , 4 так, чтобы отрезок ленты 15 оказался поверх усиленных частей 11 и 13, а. отрезок ленты 16 - поверх усиленных частей 12 и 14, а ряд сое динительных звеньев 3 и 4 оказался в канале 17 и 18. Затем форму закрывают и через канал 36 инжектируют расплавленный термопластичный мате- i риал, проникающий в усиленные части 11, 12, 13 и 14 и е каналы 17 и 18. После затвердевания инжектированного материала вводят в камеру 30 рабочую струю, перемещая поршень 31 и, следовательно, вставки 5 и вставную деталь 7, соединенные отвержденным материалом. Во время перемещения вставка 5 краями срезает часть отливки и несущую ленту. После снятия давления рабочей струи вставка 5 и вставная деталь 7 под воздействием пружин 6 возвращаются в исходное положение. Срезанная часть отливки, находящаяся между вставкой 5 и вставной , деталью 7 ,остается связанной со встав-t кой 5 из-за инжектора 38,от которого она затем отделяется посредством выталкивателя 39. На фиг.5 видно, .что каждая несущая лента имеет вставляемые части 40,41, две усиленные части 42, 43, 44 и 45 и верхние упоры 46, 47. Форма каждой из вставляемых частей 40, 41,определяется стенкой 48 канала | 17 и стенкой 49 канала 18, перегородкой 19 канала 18 и перегородкой 21 канала 18 и частями 23, 24 вставки 5. Форма каждого из Верхних упоров 46 и 47 определяется частью 50 канала 17 и частью 51 канала 18, перегородкой 20 канала 17 и перегородкой 22 канала 18 и частями 25 и 26 вставки 5. Длина и ширина выреза для установки бегунка на место определяется частями 27 и 28 вставки 5. Вставляемые части 40 и 41 несущих лент 15 и 16, охватываемые частью 52 и усиленными частями 44 и 42, отделяют от нижней части, содержащей упоры 46 и 47 и бегунок 2Э,путем отре- зания в двух местах для удаления отрезков 53 и 54. На фиг.6 показано, что извлекаемой частью из охватываемой части 52 является часть 40, а вставляемая часть 41 выполнена за одно целое с охватываемой частью 52. Формула изобретения Устройство для изготовления застежки-молнии , содержащее форму, состоящую из верхней и нижней полуформ, имеющих центральные отверстия с шириной, превышающей ширину соединительных звеньев, и каналы для размещения несу1цих лент и цепей соединительных звеньев застежки из термопластичного материала с длиной, превышающей длину бегунка застежки, сопряженные с центральными отверстиями и имеющие в местах сопряжения перегородки, и источник подачи рабочей среды, отличающееся тем, что, с целью сокращения времени на изготовление застежки, нижняя полуформа снабжена вставкой, расположенной в ее центральном отверстии с возможностью перемещения, при этом нижняя поверхность вставки находится на уровне нижней поверхности полуформы, и поршнем, соединенным с источником подачи рабочей среды под давлением, размещенным в центральном отверстии полуформы непосредственно под вставкой, причем поперечное сечение вставки соответствует контуру
удаления части термопластичного материала и разделяемой несущей ленты, а верхняя полуформа снабжена дополнительной подпружиненной вставной деталью, установленной в ее центральном отверстии.
Источнии информации, принятые во внимание при экспертизе
1. Патент Франции № 2045886, кл. А 44 В 19/00, 1971.
103 JifS Зе7 373635 6 5 t
10 9
л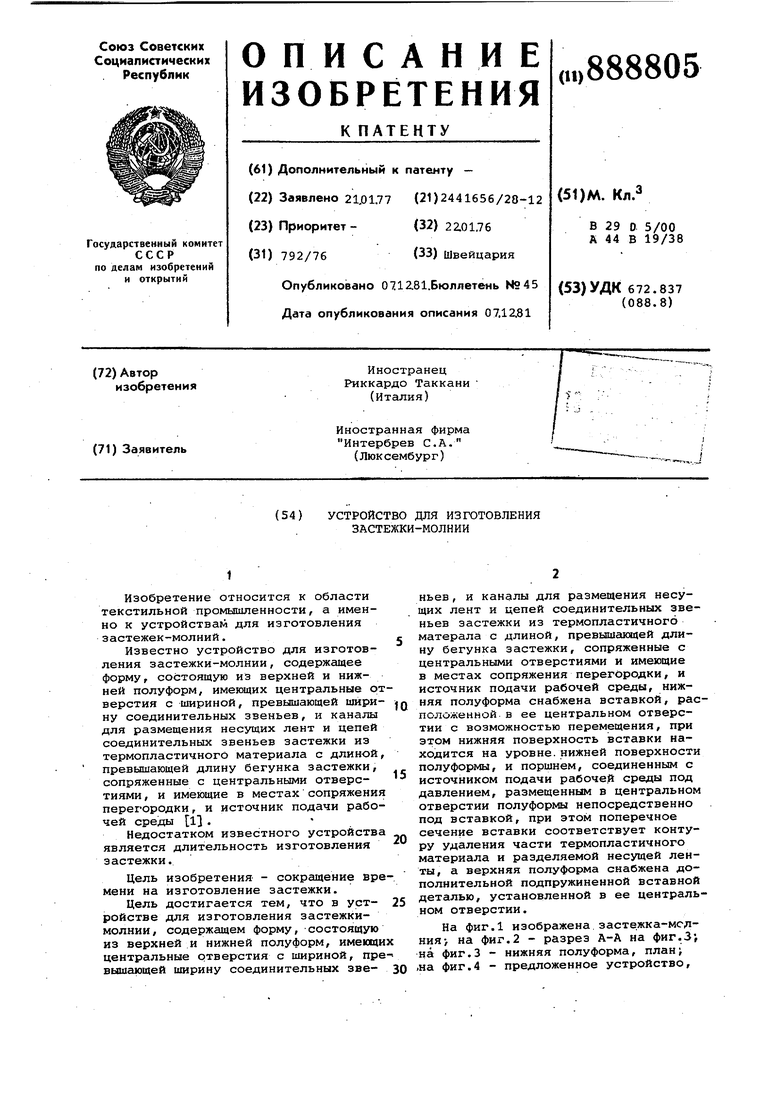
10
10
10
10 15 J 35 7 38 5
N
32
Puz.B
