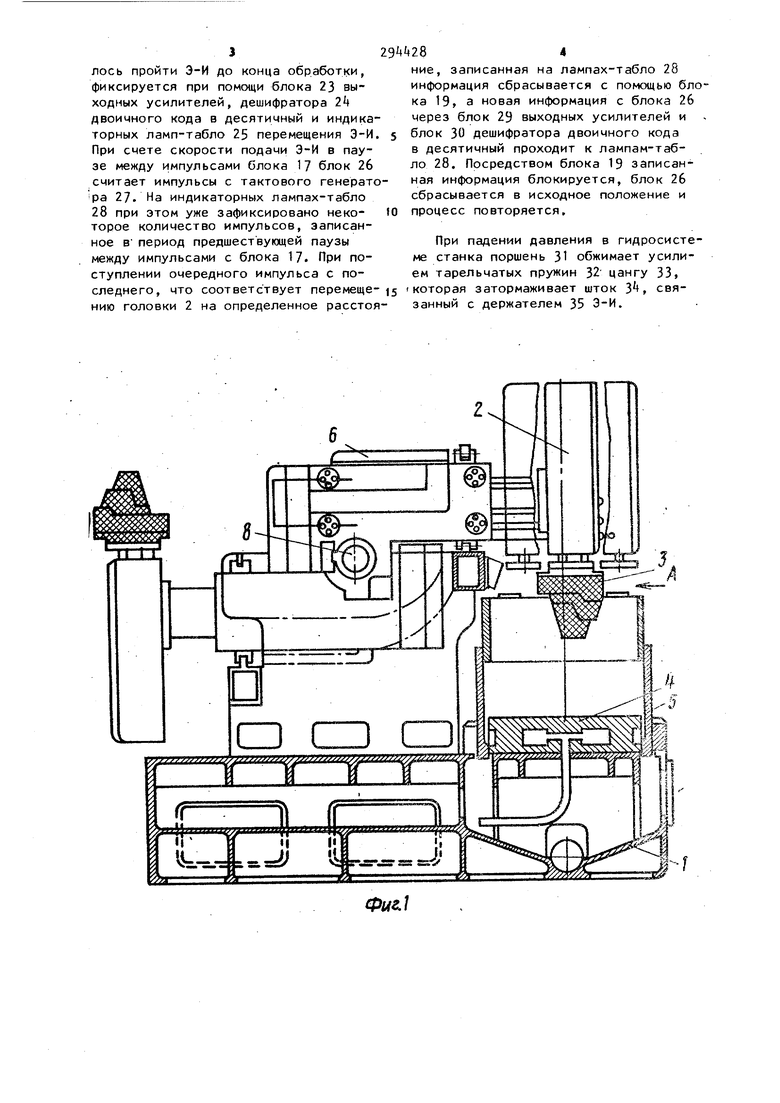
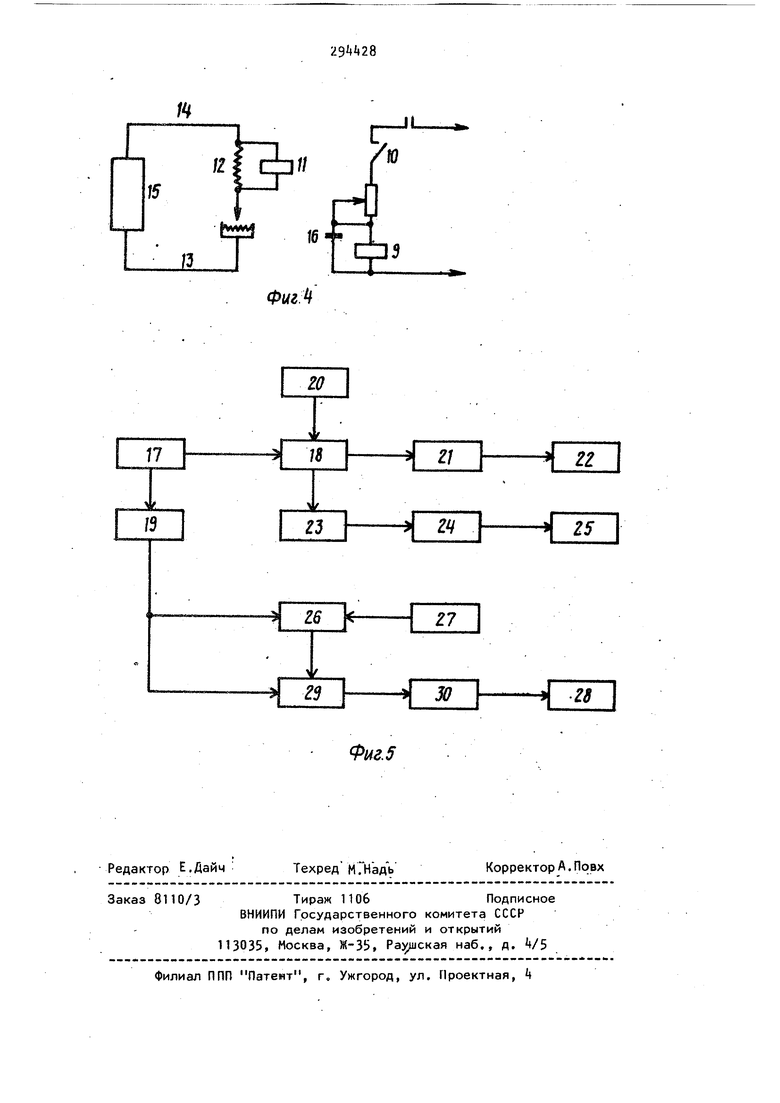
Г J П Т Б Известен электроэрозионный стано с гидравлическим приводом, источнико питаний и системами выдержки электродов-инструментов (Э-И)при шлаковании, контроля скорости процесса обра ботки и отсчета величины перемещения на станине которого установлены стол для заготовок охватываемый ванной, и, установрчно-перемещаемые каретки с поворотными в вертикальной плоскости голбвками, несущими Э-И. С целью выхаживания обрабатываемо поверхности яри достижении заданного размера и контроля за скоростью процесса .обработки электроэрозионный ст нок снабжен системой выдержки Э-И с устройством для их удержания в заданном положении, выполненной в виде реле, включенного обмоткой параллель но шунту обратной связи в силовой цепи источника питания, а нормально открытым контактом - в цепь последовательно с потенциометром и конденса гором, замедляющим срабатывание реле отвода Э-И, а системы контроля скорости процесса обработки и отсчета величины перемещения Э-И выполнены из одних и тех же декадах счета с ис пользованием схем совпадения,, под;спюченных на входы импульсных усилителей, выходами которых являются рел включающие индикаторные лампы-табло перемещения Э-И, и управление которыми осуществляется от реле каждой из головок, сбрасывающих предшествующую информацию с декад счета и подготавливающих их к приему последущей, Для улучшения условий экспулуатации при наладочных режимах и обеспечения блокировки шпинделя в станке при аварийном отключении гидростанци устройство для удержания снабжен самотормозящим гидравлическим., устройством, представляющим собой поршень сконусным отверстием, обжимаюДИМ, цангу с проходящим через нее што ком гидроцилиндра усилием пружины. На-фиг. 1 изображен предлагаемый .злектроэрозионный станок; на фиг. 2- вид А на фиг. 1; на фиг. 3 инструментальная головка; на фиг. схем элемента выдержки Э-И; на фиг, 5 блок-схема системы контроля скорости обработки. ,. щие Э-И 3, стол k, ванну 5, каретки 6, на которых установлены головки 2, устройства 7 для удержания Э-И, г fipoсистему и привод. Деталь, подлежащая обработке, устанавливается на стол 4. Головка 2 путем поворота траверсы 8 на 180 перемещаются в рабочее положение. Э-И подводятся к детали, после чего включается технологический ток. При образовании шлака Э-И отводятся от детали, а ток отключается. После удаления пятна шлака работа возобновляется. По окончании обработки детали любой головкой 2 подготавливается к включению реле 9, в цепи которого находится контакт 10 реле 11, включенного параллельно обмотке 12 обратной связи 13 в силовой цепи It низкочастотного генератора 15. По окончании рабочей подачи Э-И начинается доработка выступающих неровностей. Нарушается последовательность чередования импульсов тока, поскольку между ними увеличиваются паузы. Во время каждой паузы реле 11 обесточивается, но благодаря наличию конденсатора 16 реле 9 не успевает сработать. Во время последующего процесса доработки паузы между импульсами увеличиваются до величин, превышающих гарантированную задержку конденсатора 16, реле 9 срабатывает и -подает команду на быстрый отвод Э-И от обработанной детали. Станок имеет датчик величины перемещения головки 2, содержащей диск с отверстиями, причем расстояние по хорде между отверстиями диска соответствует вертикальному перемещению Э-И на строго заданную величину. Изменение освещенности при вращении диска преобразуется в импульсный сигнал посредством фотодиодного блока 17, с которог;о сигнал поступает к блоку 18 счета глубины подачи и блоку 19 управления счетом скорости. Величина пути, который должна пройти головка 2, вводится в блок 18 в виде числа импульсов, с которого начинается счет на вычитание, с помощью блока 20 дешифратора десятичного кода в двоичный. 8 случае сброса на нуль всех декад счета в блоке 18, что соответствует концу обработки, от схемы 21 совпадения срабатывает блок 22, включая соответствующее реле сигнализации и управления. Во время обработки етали величина пути, который осталось пройти Э-И до конца обработки, фиксируется при помощи блока 23 выходных усилителей, дешифратора 2k двоичного кода в десятичный и индикаторных ламп-табло 25 перемещения Э-И. При счете скорости подачи Э-И в паузе между импульсами блока 1 блок 26 считает импульсы с тактового генератоipa 27. На индикаторных лампах-табло 28 при этом уже зафиксировано некоторое количество импульсов, записанное В период предшествующей паузы между импульсами с блока 17. При поступлении очередного импульса с последнего, что соответствует перемещению головки 2 на определенное расстояние, записанная на лампах-табло 28 информация сбрасывается с помощью блока 19, а новая информация с блока 26 через блок 29 выходных усилителей и блок 30 дешифратора двоичного кода в десятичный проходит к лампам-табло 28. Посредством блока 19 записанная информация блокируется, блок 26 сбрасывается в исходное положение и процесс повторяется.
При падении давления в гидросистеме станка поршень 31 обжимает усилием тарельчатых пружин 32 цангу 33, (которая затормаживает шток 3, связанный с держателем 35 Э-И.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ПОДАЧИ ЭЛЕКТРОДА- ИНСТРУМЕНТА (ПРОИЗВОДИТЕЛЬНОСТИ) ЭЛЕКТРОЭРОЗИОННЫХ СТАНКОВ | 1969 |
|
SU253265A1 |
| Устройство для индикации | 1979 |
|
SU873266A1 |
| Устройство для цифровой индикации | 1972 |
|
SU445053A1 |
| Счетчик с неразрушающейся информацией | 1989 |
|
SU1651380A1 |
| Дискретное измерительное устройство ДИУ-256/1 с цифровым выходом | 1959 |
|
SU124650A1 |
| Устройство для регистрации данных о теоретической массе объектов | 1988 |
|
SU1749708A1 |
| Устройство для позиционного управления приводом перемещения объекта | 1985 |
|
SU1287106A1 |
| Анализатор гистограммы отклонений напряжения | 1982 |
|
SU1104530A1 |
| ЦИФРОВОЙ ТЕРМОМЕТР | 1971 |
|
SU310131A1 |
| Способ вывода информации с фазоимпульсным представлением чисел и устройство для его осуществления | 1977 |
|
SU690432A1 |


Фиг.1
о-а
о
Ъо о 01 о
о о
оо
оо
оо в о
о о
1 A x t№gva y
.
оо о р
оо
оо
оо е о
Е
f/
/z
16
/3
Фиг:
JL
Фиг.
