Изобретение относится к области изготовления обрезиненного металлокорда.
В настоящее время проволочные нити для металлокорда наматывают на отдельные шпули, которые затем устанавливаются в шпулярник. Но при этом способе возникает потребность в большой олошади для размещения шпулярника. К тому же нити наматываются с различным натяжением и длина их колеблется в пределах определенного допуска. Поэтому при размотке их для обрезинки полностью используется только катушка, которая имеет наименьшую длину нити, а на остальных катушках остается остаток, который не используется.
Предлагаемый способ позволяет обеспечить плотную намотку нитей одинаковой длины с одинаковым натяжением благодаря тому, что необходимое количество нитей наматывают вместе на одну катушку, скрепляя концы их в начале и в конце намотки и помещая между слоями намотки прокладку из стальной ленты, имеющей гладкую поверхность с антикоррозионным покрытием. Ширина ленты должна быть равна или быть немного больще суммы диаметров всех отдельных металлических нитей, а толщина вместе с антикоррозионным покрытием должна быть от 0,3- 0,4 мм. Общую длину прокладываемой ленты целесообразно выбирать большей, чем длина
наматываемых нитей, с тем, чтобы этой лентой перекрыть также последний наружный слой намотанных на катущку нитей и тем самым защитить его от повреждений.
Стальная лента, располагаемая между слоями намотки, подпирает наружный слой так, что все проволочные нити укладываются на катушке плотно рядом друг с другом. Длину наматываемых проволочных прядей выбирают в соответствии с допускаемыми транспортными размерами и весом.
Также в качестве преимущества предлагаемого способа можно отметить то, что вес тары в данном случае составляет значительно
меньший процент в весе брутто. Кроме того, намотанные проволочные нити уложены так прочно на катушке, что фланцы ее не нагружаются, поэтому последние можно изготавливать из тонкой стали.
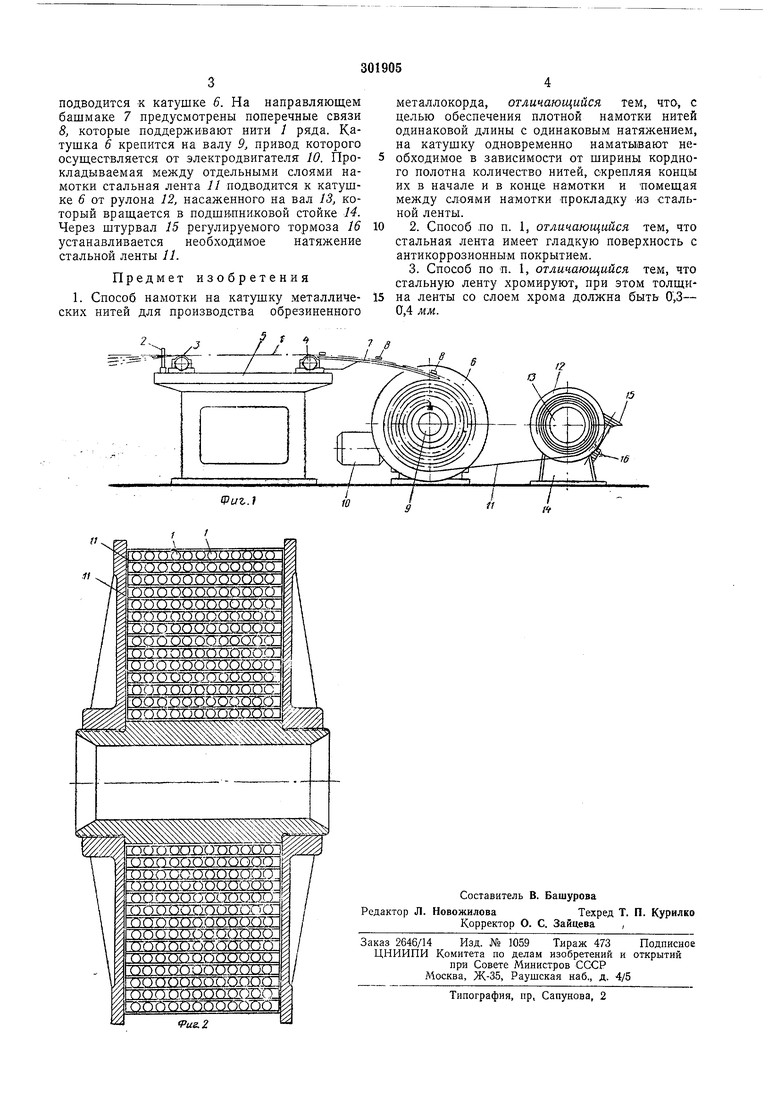
Па фиг. 1 изображена установка для намотки металлических нитей на катущку, на фиг. 2 - намотанная катушка, вид в разрезе. Стальные нити I, каждая в отдельности, сматываются с катушки и с помощью гребенки 2 сводятся в ряд /, который далее перемещается по валикам 5 и 4. Между валиками 3 и 4 размещен тормоз 5, который позволяет регулировать натяжение, с которым нити / ряда наматываются на катущку 6. От валика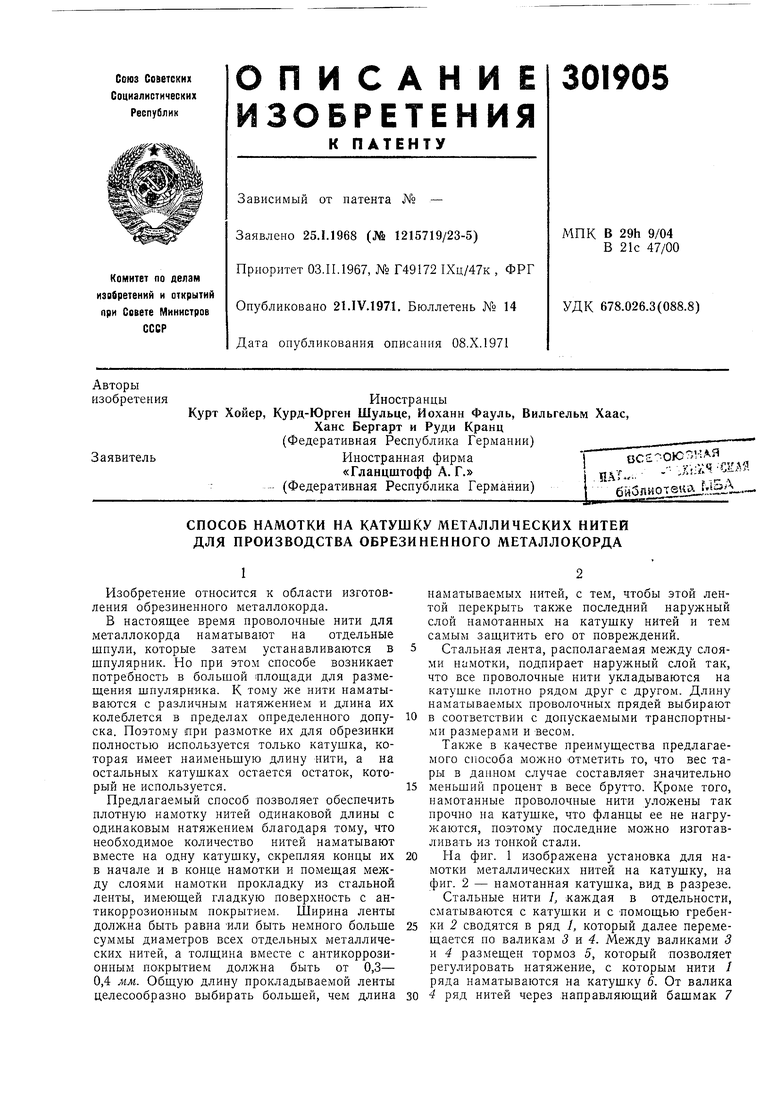
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ К ОБРАБАТЫВАЮЩЕМУ УСТРОЙСТВУ ПРОВОЛОЧНЫХ НИТЕЙ, НАМОТАННЫХ НА КАТУШКУ | 1972 |
|
SU349146A1 |
| КОПИРОВАЛЬНЫЙ ПРИБОР | 1973 |
|
SU374869A1 |
| УСТРОЙСТВО для НАМОТКИ нити НА БОБИНУ | 1968 |
|
SU207151A1 |
| УСТРОЙСТВО для НИТЕПОДАЧИ НА МНОГОСИСТЕМНОЙ КРУГЛОВЯЗАЛЬНОЙ МАШИНЕ | 1972 |
|
SU328597A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ КРЕСТОВОЙ | 1971 |
|
SU306639A1 |
| КРУГЛОФАНГОВАЯ МНОГОСИСТЕМНАЯ ЖАККАРДОВАЯМАШИНА | 1967 |
|
SU196663A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ | 1973 |
|
SU370791A1 |
| СИСТЕМА ТРУБОПРОВОДОВ | 1973 |
|
SU378032A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1969 |
|
SU247146A1 |
| КРУГЛОВЯЗАЛЬНОй Л\АШИНЫ | 1972 |
|
SU353437A1 |
