Изобретение имеет целью при вальцевании и резке искусственной вощины регулировать величину ячейки и длину листа, путем применения коробки скоростей, позволяющей менять скорость хода конвейерной ленты.
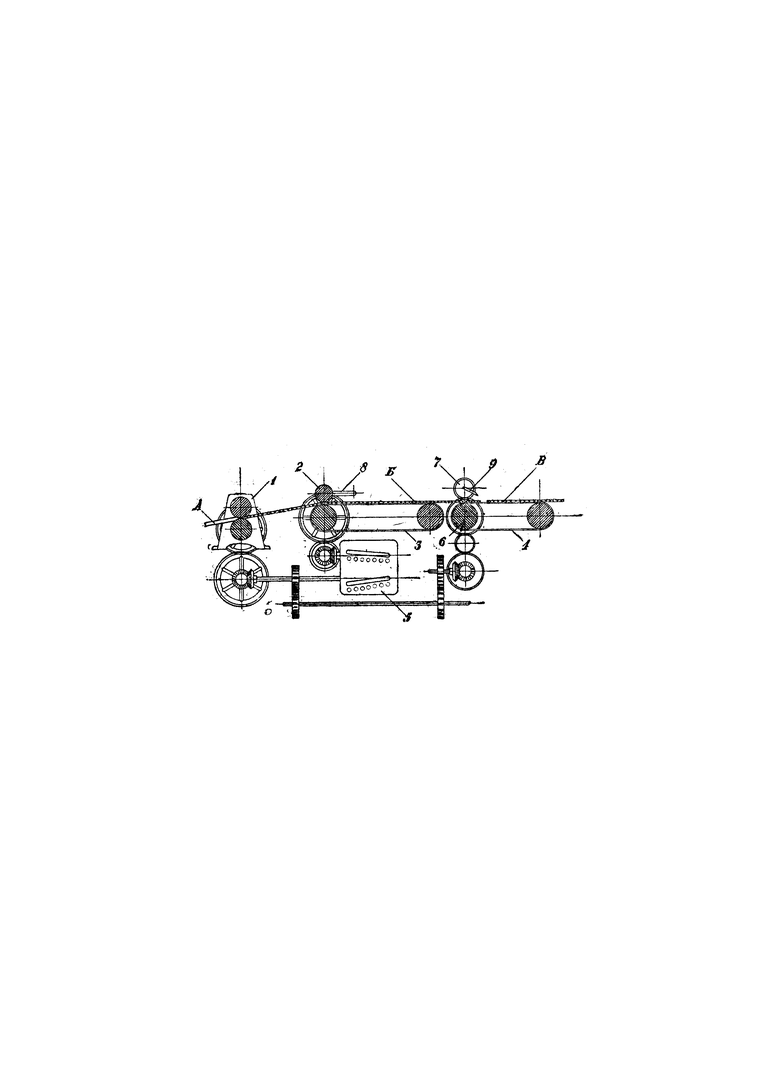
В предлагаемой машине, для формования искусственной вощины вальцеванием. изображенной на чертеже в вертикальном разрезе, восковая лента А пропускается через вальцы 1, выходит на ту сторону вальцов в виде полотна искусственной вощины Б и поступает на конвейер, Рабочее сцепление вощины с конвейером осуществляется свободно вращающимся надавливающим валом 2, укрепленным на качающейся раме 8. Конвейер разделен на два участка, имеющие, каждый, свое собственное движение. Участок 3 предназначен для вытягивания вощины из валов, а участок 4 - для резки на нем вощины на листы. Первый участок получает свое поступательное движение через особую дифференциальную коробку 5, позволяющую менять передаточное число, а отсюда и скорость хода конвейерной ленты 3. Второй участок конвейера получает свое движение от вальцов, минуя дифференциальное устройство 5 и, будучи связан только с вальцами, имеет постоянную скорость, рассчитанную на определенную величину ячейки.
Нож 9 получает свое движение от ведущего вала 6 при посредстве переменных зубчатых колес. Эти зубчатые колеса 7 меняются соответственно желаемой длине листов, так как нож за каждым оборотом отрезает от вощины Б один лист В. При прессовке воска между валиками часть давления идет на выжимание лишнего воска, а часть на упругое сжатие. При выходе вощины на ту сторону, в самый момент раскрытия прессовой щели вальцов, когда давление начинает ослабевать, упругое сжатие воска увеличивает объем вощины. Это увеличение происходит в единственном, возможном в момент выхода вощины направлении, а именно вдоль прокатки, т-е. ширина ячейки увеличивается; степень этого увеличения зависит от упругости воска.
Кроме этих факторов удлинение вощины зависит еще и от степени прилипания вощины к валикам. Если прилипания нет совершенно, то вощина выходит по касательной к обоим валикам и тогда упругое сжатие проявляет свое действие удлинения в полной мере; в случае же наличия прилипания вощины к одному из валиков, увеличение объема уже не может итти в сторону удлинения, а идет в сторону утолщения. Различные комбинации упругости воска и степени прилипания дают различное действие на величину ячейки. Для того, чтобы конвейер всегда успевал вытягивать вощину из валиков, его ход рассчитывают так, чтобы во всех случаях линейная скорость конвейера превышала линейную скорость хода вощины. включая в нее и удлинение вощины от упругого сжатия воска - таким образом вощина всегда идет в натяжку. Это принудительное натяжение, в свою очередь, создает в уже вышедшей из вальцов вощине упругое напряжение на растяжение, почему вощина, после того, как выйдет из-под нажимного вала 2, укорачивается, в то время, как конвейер продолжает итти с прежней скоростью. Таким образом ход конвейера опережает идущий по нем вощины и это опережение меняется в зависимости от упругости вощины, в свою очередь зависящей от факторов технологического характера: сорта воска, температуры и т.п. Меняющаяся в зависимости от этого разница в скорости хода конвейера и вощины непосредственно дает разницу в длине нарезаемых листов, так как движение ножа является функцией от движения вальцев, а длина подаваемой под нож вощины колеблется, как объяснено выше, в зависимости от внешних причин. Регулировка ширины ячейки по длине ленты производится посредством изменения передаточного числа коробки 5. Если машина идет правильно, ячейка получается точной ширины, а длина листов одинакова, так как разница хода вощины и конвейерного участка 3 не меняется. Если же, например, в силу нагрева от работы валиков, изменяется упругость вощины, то ячейка становится больше, одновременно уменьшается разница между скоростями конвейера 3 и вощины Б, и листы нарезаются длиннее.
Для получения прежней длины листа, изменяя передаточное число в коробке 5, уменьшают степень натяжения вощины между вальцами и конвейером соответственно уменьшению упругости вощины. Выходящая вощина тогда начинает растягиваться меньше, что влечет за собой уменьшение ширины ячейки и приближение разницы в ходе вощины и конвейера, а отсюда и длины листов к норме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления искусственной вощины и устройство для изготовления искусственной вощины Головина В.А. | 1975 |
|
SU1139390A1 |
| Способ изготовления искусственной вощины головина в.а. | 1975 |
|
SU612667A1 |
| ПЧЕЛИНЫЙ ИЗОЛЯТОР | 1991 |
|
RU2040895C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПИЩЕВОГО ТЕСТА (ВАРИАНТЫ) И СПОСОБ ПОДАЧИ ПИЩЕВОГО ТЕСТА (ВАРИАНТЫ) | 2000 |
|
RU2225115C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СОТОВ В ПЧЕЛОВОДСТВЕ | 1998 |
|
RU2218758C2 |
| ВОЩИНА | 2009 |
|
RU2395199C1 |
| ВАЛЬЦЫ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2009 |
|
RU2417585C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛОПЬЕВ ИЗ ЗЕРНОВЫХ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2014786C1 |
| ПАРОНИТ | 2008 |
|
RU2406610C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЩИНЫ | 2004 |
|
RU2259042C1 |
Машина для формования искусственной вощины вальцованием с применением пары формующих и пары вытягивающих вальцов, снабженная вращающимися ножами для резки вощины на части, отличающаяся тем, что формующие и вытягивающие вальцы сочленены друг с другом при помощи коробки скоростей в целях сообщения им по желанию различных относительных скоростей с целью получения большего или меньшего вытягивания ячеек вощины по ходу и изменения длины отрезываемых кусков вощины.
