Для магнитных головок повсеместно применяется феррит, так как он по сравнению, например, с пермаллоем, дает лучшие характеристики вамагничиваНия, меньшие потерн на вихревые токи, лучшее сопротивление износу и т. п. Однако феррит во время механической обработки может ломаться на краях обрабатываемых поверх1ностей. Чтобы этого не случалось применяют плотный феррит.
Другой- трудностью в конструкции многодорожечных головок является полу;чение достаточно большю точности размеров, а в результате этого, достижение линейности ра-бочих зазоров и ширины сердечников, особен-но в полюсной части, постоянного расстояния между сердечников отдельных элементарных головок в мно,годорожеч.ной головке, а также по1стоя1нной глубины и ширимы зазоров. Важным требованием является также условие удержания требуемых расстояний между до-рожками и необходимость помещения обмоток на колонках отдельных элементарных ГОЛОБОК, введение междорожечных экранов и противомагнитных прокладок при небольших междорожечных расстояниях.
жечпой головки, даже с девятью дорожками, согласно стандарту iso для 1енты шириной 1/2 дюйма. Это возможно благодаря, созданию конструкции многодорожечной ферритовой головки, состояш,ей из накета ферритовых сердеч1ников, изготовленных из плотного феррита пористостью порядка 0,2%, соединенных стеклянным припоем, образуюш,им рабочий зазор, а также из специального дер.жателя, к которому приклеены магнитные якори отдельных сердечников элементарных головок, и который, имея соотшетственно размешенные боковые стенки,, является базой для помешеиия якорей по отношению к сердечникам. Вся система сердечников на.ходится в корпусе и имеет специальный; припуск феррита, снимаемый после окончания монтажа и после частичной заливки эпоксидовой смолой.
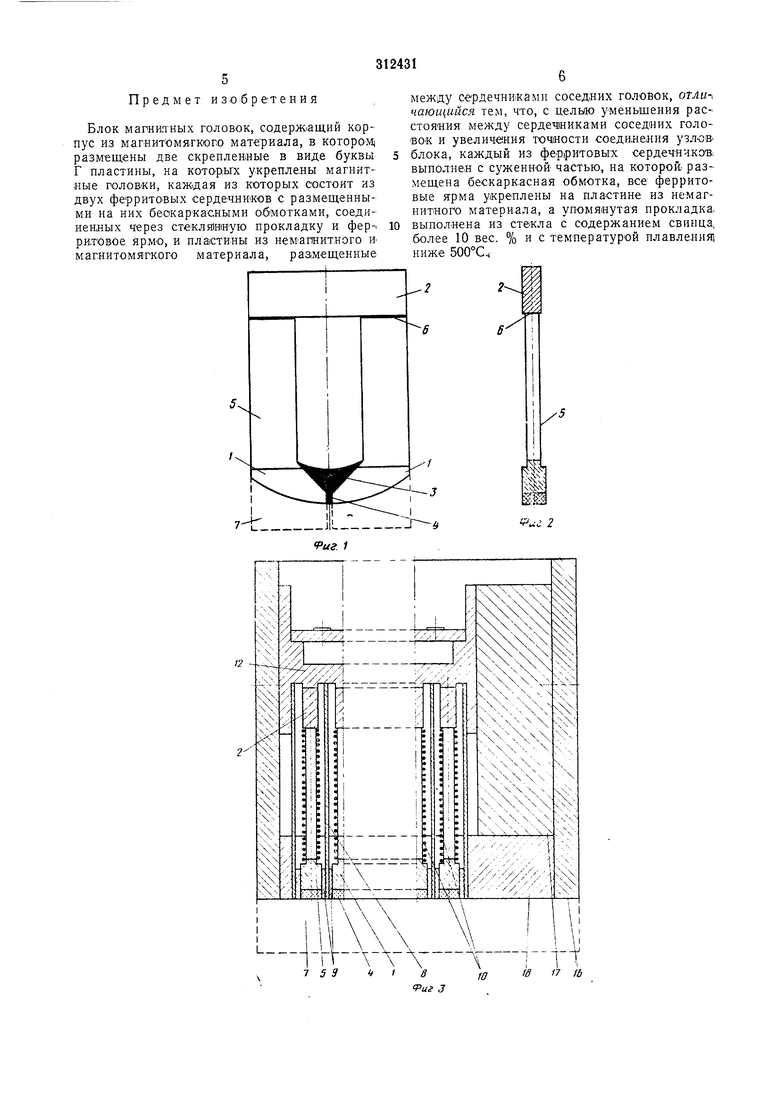
Кроме того, многодорожечная головка имеет обмотку, изготовленную в форме бескаркасных катушек, наложенных на, суженную часть колонки сердечника.. Возможность применения феррита без металлических накладок достигается благодаря применению плОТного ферр.ита, который не ло-мается на краях во время шлифов-аиия и полировки. Применение технологических припусков к надполюсно-колонной части, устраняемых во врест|ва многодорожеЧЕНой головки, создает подходящие условия для обеспечения возможно .ма ксималыно точной линейности зазоров на отдельных до рож1ках и идентичиого расстояния О.СИ отдельных дорожек. Кроме того, это гарантирует высокую точность параметров отдельных дорожек, так как головки в пределе всех дорожек вьтолнены из феррита, излотовлен.ного в одннако1вых технологических условиях. Прим-еяение плотною ферр.ита позволяет устралить металлические части с трущейся поверхности, рагботающей совмество с лентоЙ, благодаря чему достигается долговечность такой поверхности с одновременным уменьшением трения и улучшенИ|ем условий отвода электростатическото заряда, собирающегося на ленте.. На- фиг. 1 представлен сердечник вместе с зазором и якорем, являющийся элементар-. ной феррито;вой голО|ВКой; на фиг. 2 - элементарная головка в поперечном сечении по оси симметрии; на фйг. 3 - многодорожеч-. ная головка вместе с обмоткой и экранами в поперечном сечении в плоскости рабочего зазора; на фиг. 4 - держатель вместе с якорями отдельных головок, а также пластинка к клеммным колодкам; на фиг. 5 - многодорожеч.ная головка с частичным вырезом, позволяющим показать способ размещения ее отдельных элементов в корпусе, а также технологическое значение припуска феррита. Сердечник многодорожечной ферритовой головки выполнен из плотного феррита пористостью порядка 0, и небольщого сквозно-. го сопротивления. Он состоит из трех ферри-. Т01ВЫХ сердечников, два из которых одинако-. вы и составляют соответствующий сердеч-. ник 1 вместе с наполюсииками, а гретий - является, якорем 2. Сердечники выполнены с одинаковым профилем и размерами, это однако не исключает тото, что форма их про-, филя может быть иной, чем на представленных чертежах, в зависимости от конкретного предназначения и конфигураций головки.. Сердечники / соединяются механически специальной немагнитной пайкой 3, заполняющей рабочий зазор 4. В качестве пайки лучше всего применять стекло, содержащее много свинца, которое в виде мелкого порощка засыпается в простр.а,нство над зазором, а после подогрева до определенной температуры заполняет рабочий; зазюр 4 на основе капиллярной силы. Сердечники / имеют в колодчатой части сужение 5, в котором размещаются бескаркасные обмотки, что позволяет расщирить дорожки и уменьшить расстояние между дорожками в ммогодорожечиой головке. Якорь 2 плотно прилегает своей щлифованной поверхностью 6 к сердечникам 1. беспечивает высокую линейность зазоров, ак как этот припуск является элементом рочно соединяющим отдельные сердечники. Между сердечниками 1 и якорем 2 в« плоскоти каждой элементарной головки помещены., междорожечные магнит ные экраны 8, выполненные из пермаллоя ил.и феррита, отделе1Нные от сердечнико;В 1 дистанционными прокладками 9 из немагнитных материалов, например стекла, феррит с низкой температурой Кюри или фосфорбролз. Внещние размеры экранов 8 немного больше размеров серде1чников /, пр.ичем высота экранов 8 подобрана так, что они тоже заполняют пространство между якорем 2. Перед монтажом якоря 2, экранов 8 и дистанционных прокладок 9 на суженные части колонны сердечников / накладываются бескаркасные o6MtiTKH 10, выполненные в виде склеенных соответствующим образом катущек. Якорь 2 получается при помощи нарезки полированной ферритовой пластинки, приклеенпой к держателю //. Шаг нарезки соответствует расстановке сердечников /, что обеспечивает точное прилегание поверйности, 6. Держатель 11 выполнен из магнитного материала и состоит из поперечной балки 12, шири1на которой меньше длины якоря 2, что облегчает введение проводов обмотки 10 в ламели, находящлеся на пластинке 13, а также двух боковых стенок 14. Боковые стенки 14 имеют подрезы, образующие пороги Jo,i которые, с одной стороны, служат для помещения пластинки 13 с ламелями, а с другой- определяют ширину, отвечающую высоте многодорожеч1ной головки вместе с кр|ай.ниМИ экранами 8 и дистанционными прокладками 9 (см. фиг. 3). Выводы об.моток 10 припаяны к ламелям на пластинке 13, к которой также припаяны внешние выводы головки. Число дорожек cooTBefTCTByeT числу сердеников 1 вместе с я корем 2, прикрепле.нным к держателю 11, и обмю.тками 10, разделенным,и экранами 8 в корпусе 16. Корпус 16 выполнен из магнитомягкого матер|Иала. Внутри корпуса находится пластинка 17, в которую упирается головка. Пластинка 17 имеет резьбовые отверстия, пред.назначе.нные для крепления многодоро-i жечной головки в рабочем месте. После: вклеения сердеч1ников многодорожечной го-: ловки в корпус 16 устраняется технологический припуск 7 вдоль пленки 18, что дает головке соответственный профиль торца, апотом при помощи щдифования и полирования достигается гладкость поверхности, фронта головки. Разнов.ид ностью описанной многодорожечной головки является двухзазорная головка, состоящая из двух параллельных пакетов сердечников 1, причем между отдельными пакетами помещается обычно электромагнитный экран. Вся конструкция помещается вПредмет изобретения
Блок магниггных головок, содерж ащий корпус из магнию мягко го материала, в KOTOpoMj размещены две скрепленные в в.иде буквы Г пластины, на кото-рых укреплены магнитные головки, каждая из которых состоит из двух ферритОВых сердечников с размещ-енными на них беокаркасными обмотками, соединенных через сте«ля1н1ную прокладку и фер-. ритовое ярмо, и пластины из нем-апнитного и м а гни то мягкого материала, размещенные
между сердечниками соседних головок, оттги-, чающийся тем, что, с целью уменьщения расстояния между сердеч никами соседних головок и увеличения точ1Ности соединения узлов блока, каждый из фер1ритовых сердеч-никоВ: выполнен с суженной частью, на которой. размещена бескаркасная обмотка, все ферритовые ярма укреплены на пластине из немагнитного материала, а упомянутая прокладка, выполнена из стекла с содержанием свинца, более 10 вес. % и с температурой плавления ниже 500°С.,
Х
и
i 1 V 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ MHO ГОДОРОЖЕЧНОГО БЛОКА, СОСТОЯЩЕГО ИЗ ЗАПИСЫВАЮЩИХ И ВОСПРОИЗВОДЯЩИХ | 1970 |
|
SU287626A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТЕХНЯ4КШ | 1972 |
|
SU327708A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Многодорожечный блок ферритовых магнитных головок | 1980 |
|
SU934543A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МОДУЛЯЦИОННЫХ МАГНИТНЫХ ГОЛОВОК | 1970 |
|
SU282431A1 |
| Многодорожечный блок ферритовых магнитных головок | 1978 |
|
SU781910A1 |
| ВСЕСОЮЗНАЯ ПАТ?НТН04ЕХНН4ЕШБИБЛИОТЕКА | 1971 |
|
SU310431A1 |
| Многодорожечная стирающая магнитная головка | 1972 |
|
SU471604A1 |

