Известны способы изготовления многодорожечных блоков, состоящих из записывающих и восироизводящих магншных головок, при которых ферритовые сердечники, разделенные немагнитными прокладками, спаивают плавлением стеклянного порошка. В известных способах склеенные сердечники разрезают на части, из которых потом составляют блоки головок. Недостаток нодобных снособов состоит в трудности обеепечения точности установки головок в блоке.
По описываемому снособу для обеспечения точности взаимного расположения головок в блоке в склеенных ферритовых сердечниках ирорезают формирующие магнитонроводы головок пазы, оставляя удерживающий их вместе ирипуск, который удаляют после укренлсния всех деталей в корпусе.
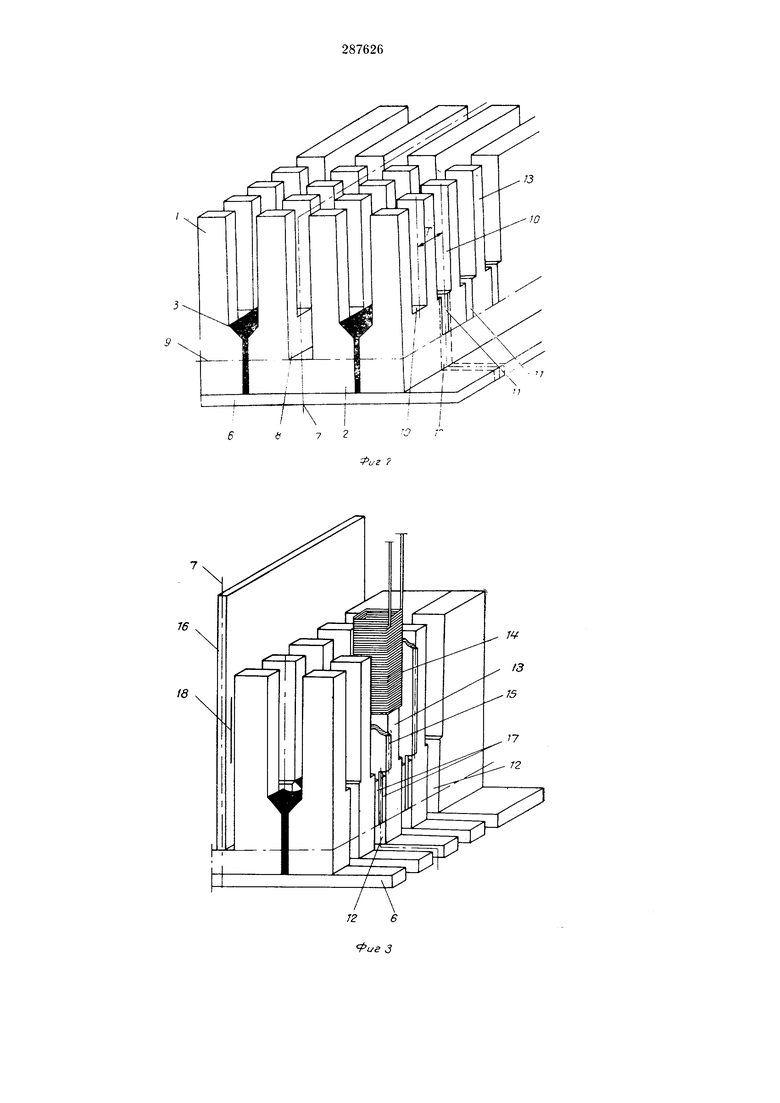
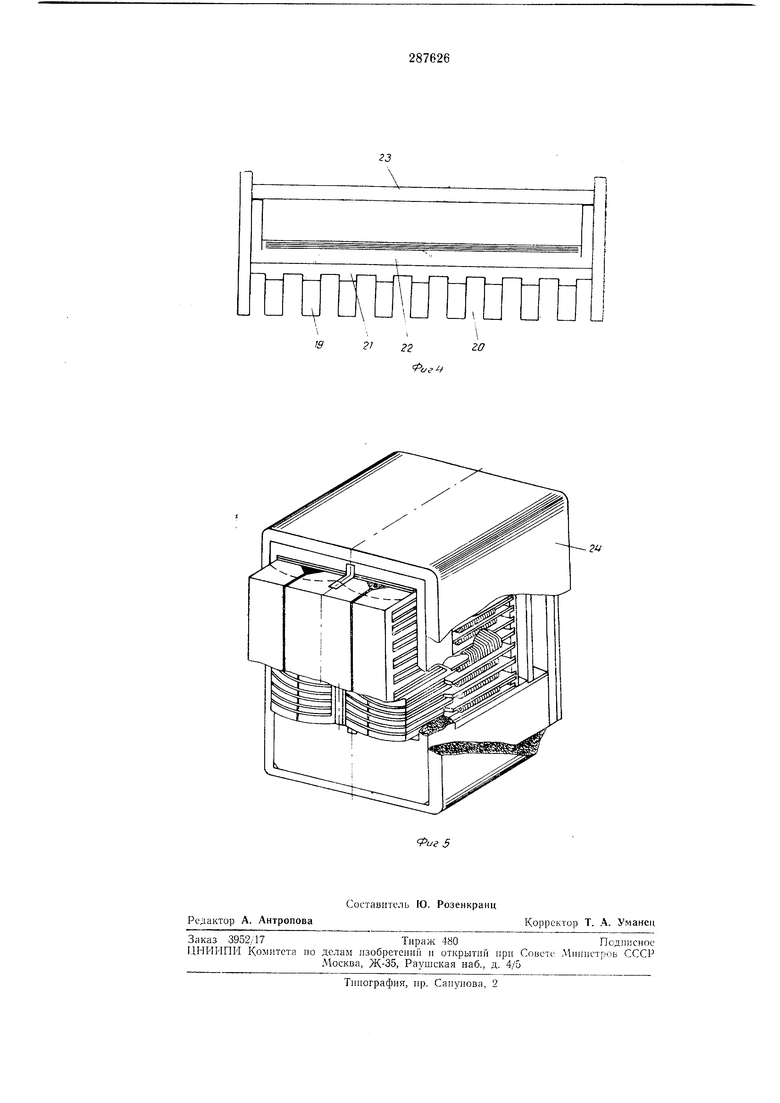
На фиг. 1 изображены ферритовые сердечпики до спайки их сплавлением стеклянного иорощка; на фиг. 2 - то же, после спайки и прорезания пазов, формирхющих магиитонроводы головок; на фиг. 3 - то же, после установки обмоток и экранов; на фиг. 4 изображены ферритовые ярма, замыкающие магиитоироводы головок; иа фиг. 5 - блок после установки всех его деталей в корпусе.
наплывы 3 в области немаг1И тных прокладок 4. После спайки сердечники / и 2 обрезают со стороны, противоположной рабочим зазором вдоль нлоскости 5, изображенно иа
фиг. 1 с помощью ЩТрПХПуНКТИрНЫХ .
Затем их прикре 1ляют со еторо ы рабоч1 х зазоров к пластине 6 с 1тсмо1пь о орга И ческого клея, легко теряющего свои свойства при нагреван 1п 1ли од воздействием растворителя. После НрИКЛе Ва 1 Я к ЛасТ1 НС ()
в сердсч И1ке 2 алмазны.м шлифовальным кругом прорезают вдоль плоскости 7 паз S, которого определяется 1лоскость о 9 (плоскости 7 и 9 изображены с помощью щтрихпунктирных лиши ). Паз 8 разделяет сердечпик 2 иа две , из которых отпосится к заи 1сь ва ои1им головкам, а другая - к воснроизводящ 1м. фер|1ита пнже илоскост 9 удерживает сердечники записывающих и воспроизводяиигх головок вместе. После паза S прореза от ,1ярпые ему пазы 10, которые у тубляют более узкими назамп //, доходя 1и М до плоскост .9. Пазы // определя О1 расстоя 1 е между сердечниками зап сыва1оии1х головок в области соприкосновения с тос 1телем . После пазов // прорезают расширяющие их азы 12. Последн 1е прореза от только между воспроизводянивп головками 15 сердечнике / и в сердечнике 2 нласт не 6 до плоскости 7.
Пазы 12 определяют расстожше между сердечниками воепроизводящих головок в области их соприкосновения с носителем записи. На образованные в результате нарезания назов столбы 13 надевают обмотки 14, а между головками устанавливают экраны 15 и 16 из магнитного материала и прокладки 17 и 18 из немагнитного материала. Затем сердечник каждой из головок замыкают ярмом 19. Ярма 19 изготовляют нрорезанием пазов 20 в скренленных вместе ферритовой и стеклянной пластинах 21, причем стеклянная пластина укреплена на металлической опоре 22, к которой прикренлена также колодка 23 для выводов обмоток 14. Пазы 20 прорезают на глубину, большую толщины ферритовой пластины, а их ширину выбирают, исходя из того, чтобы ярма 19 перекрывали столбы 13. После отделения пластины 6 и укрепления с иомош,ью эпоксидной смолы всех деталей головок в корпусе 24 удаляют припуск феррита у рабочих зазоров и обрабатывают рабочую поверхность сердечников головок.
Предмет изобретения
Способ изготовлеиия многодорожечного блока, состоящего из записывающих и воспроизводящих магнитных го..юБок, заключающийся в том, что ферриговыс сердеч 1ики, разделенные немагнитными прокладками, спаивают илавлением стеклянного nopoujKa. отличающийся тем, что, с иелыо обесиечения точности взаимного pacпoлo eнIlя головок в блоке, снаянные ферритовые сердечники обрезают со стороны, противоположной рабочим зазорам, и приклеивают к вспомогательной иластиие со стороны этих зазоров: прорезают паз вдоль среднего сердечннка, оставляя припуск со стороны рабочих зазоров, прорезают перпендикулярные ему пазы, чтлубляют их пазами меньшей ширины до угюмянутого ирипуска и расширяют последние между восп)оиз:5одящими головками; устанавливают и экраны из магнитного материала с прокладками из немагнитного материала и зад1ь;кают сердечник из головок ферритовым ярмом; укреиляют с помощью эпоксидной смолы все детали головок в корпусе, удаляют упомянутый припуск и обрабатывают рабочую поверхность сердечников головок у их рабочих зазоров.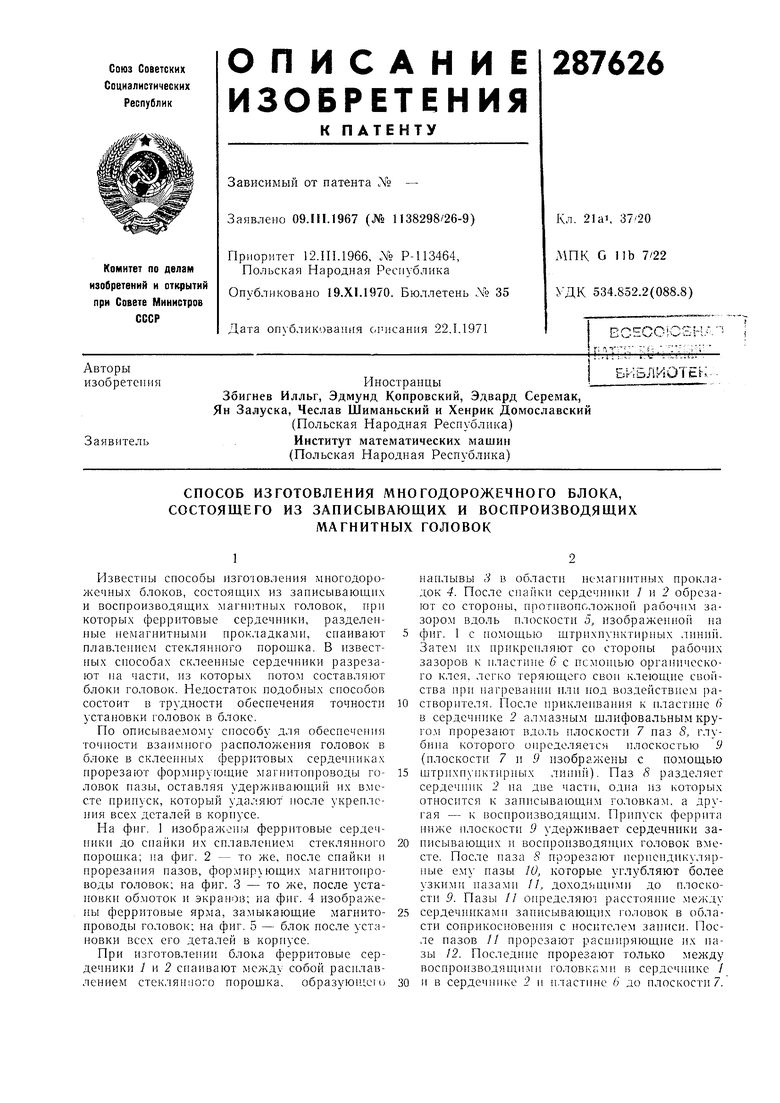

| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU312431A1 |
| ВСЕСОЮЗНАЯ ПАТЕНТНО-ТЕХНЯ4КШ | 1972 |
|
SU327708A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1983 |
|
SU1095229A1 |
| Способ изготовления многодорожечного блока двухзазорных магнитных головок стирания | 1990 |
|
SU1760545A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| ОБЪЕКТИВ ДЛЯ ЦВЕТНОЙ ФОТОПЕЧАТИ | 1967 |
|
SU205714A1 |
| Многодорожечный блок магнитныхгОлОВОК | 1979 |
|
SU809331A1 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU699557A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| РАЗРЕЗНОЙ ФЕРРОМАГНИТНЫЙ СЕРДЕЧНИК | 1965 |
|
SU175450A1 |
tg
